プレスブレーキ金型修理のエキスパートガイド
プレスブレーキ工具の消耗が早すぎませんか?この記事では、工具の寿命を延ばし、シートメタルの最適なパフォーマンスを確保するために不可欠な修理テクニックをご紹介します。
プレスブレーキの精度と安全性を確保するには?この記事では、金型の選択、金型の設置、バックゲージの精度、油圧調整など、プレスブレーキの性能を最適化するための22の重要なヒントをご紹介します。これらの専門的なガイドラインに従うことで、プレスブレーキ作業の効率と信頼性を高め、高品質の曲げ加工結果と機械の寿命を延ばすことができます。金属加工プロジェクトに大きな影響を与える実践的なステップを学んでください。

1) トップパンチの選択
A) プレスブレーキのトップパンチの選択は、必要な曲げ力とダイの最大負荷容量に支配される重要な決定です。この選択は、曲げの品質、金型の寿命、曲げ加工の全体的な効率に直接影響します。曲げ力は、材料特性(降伏強度、厚さ)、曲げ角度、金型開口幅などの要素を考慮して正確に計算する必要があります。工具の早期摩耗や故障の可能性を防ぐため、金型の最大負荷容量より低い安全マージン(通常20~30%)を維持することが不可欠です。
B) 特殊金型を選択する場合、荷重分布と応力集中が標準金型とは大きく異なる可能性があることを認識することが極めて重要です。これらの違いは、特殊ダイに使用される独特な形状、特殊なコーティング、または高度な材料から生じます。その結果、耐荷重や最適な動作パラメータが従来のガイドラインから逸脱する可能性があります。金型メーカーの仕様書を参照し、徹底的なテストを実施して、これらの特殊金型ソリューションの安全な作業限界と最適なパンチの選択基準を確立することが不可欠です。
2下型の選択
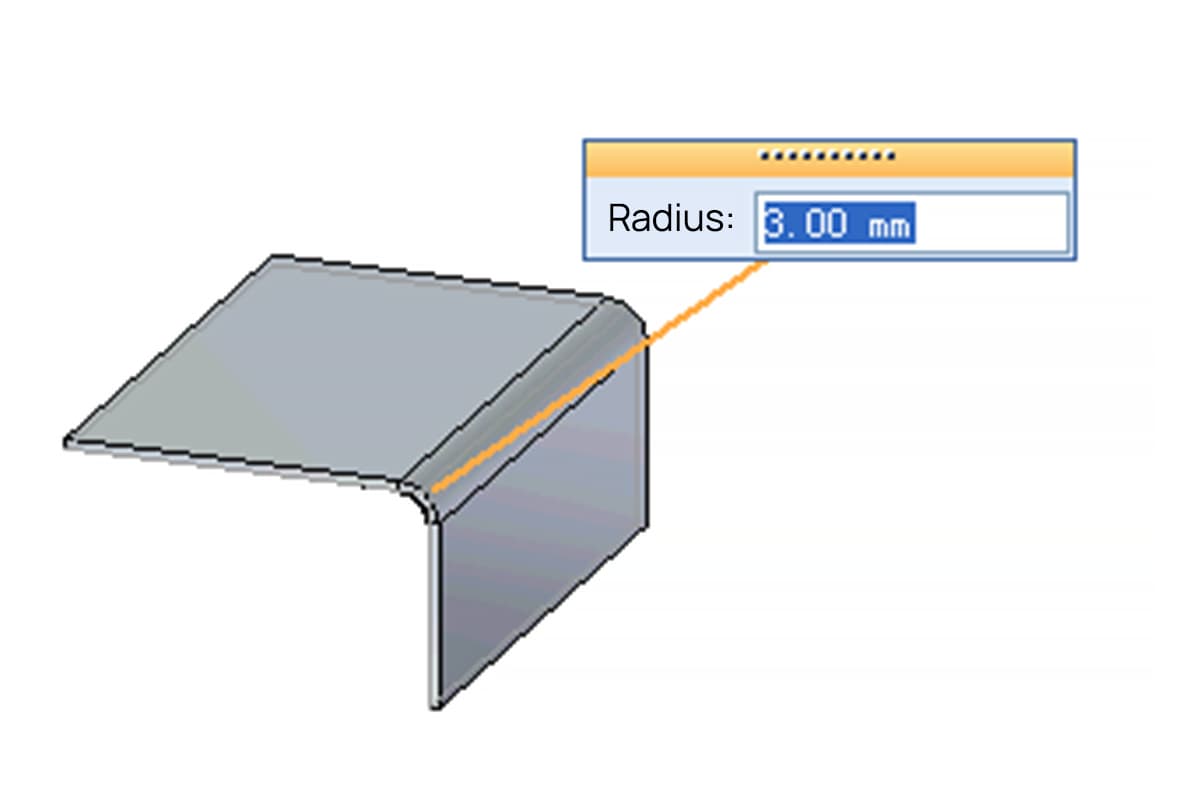
のV字型開口部の幅が大きい。 下型 は、シート材の厚さ(S)に基づいて決定されなければならない。計算式は以下の通り:
S<3mmの場合、V字開口部の幅は材料の厚さの6~8倍(V=(6~8)×S)とする。
S>3mmの場合、V字開口部の幅は材料の厚さの8~12倍(V=(8~12)×S)とする。
どこでだ:
最小曲げ幅(b)と 曲げ角度 下型の形状の限界を科学的に決定するためには、適宜調整する必要がある。
(1) 注意事項
A) オペレーターは、金型を以下の危険区域に設置する際、安全原則を守らなければならない。 プレスブレーキ.
B) 金型に手や体を通すことは禁止されている。
(2) 上型の取り付け
A) キースイッチを使用して、マシンの制御モードをマニュアルモードに切り替える。
B) マニュアルモードでマニュアルコントロールを有効にする。
C)機械軸スタートボタンを押す。
D) フットスイッチを踏み、プレスブレーキ機のラムが曲げ変換点で止まるまでゆっくりと下降させます。
E) 機械軸停止ボタンを押します。
F) 金型クランプを緩めて、トップパンチを取り付けるか交換する。
G)上型と上型ベースを固定し、上型ベースを少し締め付ける。 締め付け をねじ込むか、金型クランプを閉じる。
(3) 下型の取り付け
A) 下ダイの取り付けまたは交換の前に、下ダイのクランプネジを緩める。
B) 手動で下型開口部の中心を下型開口部の中心に合わせる。 上パンチ.
C)機械軸スタートボタンを押す。
D) ペダルスイッチを踏む。
E) 手動位置モードでは、手動でハンドホイールをゆっくり動かしてラムを下降させる。
F) 上型の中心と下型の中心が同じ線上になるように、小さな力で型を押し合う。
G) ダイエッジのすべての面が接触した後、上型と下型のクランプ部を締め付ける。
A) マシンを停止する。
B) 機械から背面保護カバーを取り外します。
C)プレスブレーキ機械の中間位置、またはX軸モーター連結板にあるテンションホイールの締め付けネジを緩める。
D) テンション・ホイールを正しくセットしてください。
E) テンショナー止めねじを締めます。
F) 機械のリアガードを元に戻す。
A) 移動後のバックフィンガーの精度を確認する。
B) デプスゲージを使って2本のバックフィンガーの誤差を測定する。
C)各フィンガーから下型開口部の中心までの距離が均一になるように、バックフィンガーを揃える。
D) ワークをテスト曲げし、X軸の精度誤差を評価する。
E) X軸の補正を調整する。
F) ワークを再度テスト曲げし、精度が確認できたら通常の曲げに使用する。
A) ワークをテストベンドし、X軸の精度を評価し、誤差を計算する。
B) 自動または手動のいずれかのモードで、ラムをベンド移行点以下に下げる。
C)X軸の基準点の値を調整する。
D) 工作機械が基準点に戻ったら、精度を確認し、通常の曲げに使用する。
A) 上型と下型の中心が揃っていることを確認する;
B) 一番上の金型を基準として、X軸ビームの両端の誤差を後ろ指で測定する。手や体で金型に触れないでください。
C)マシンの背面保護カバーを取り外します。
D) プレスブレーキ機の X 軸ビームの右側の前端にあるタイミングベルトを固定し ているネジを外します。
E) 右ボックスのコネクターが動かないように固定する。
F) タイミングベルトを調整し、X 軸ビームの左側にある ネジを必要に応じて前後に動かします。
G) 上型を基準とし、X軸ビームの両端の誤差をバックフィンガーで測定する。両端の誤差が0.20mmを超えないようになるまで調整作業を繰り返す。
H) ボックスの右側でタイミングベルトを固定しているネジを締めます。
I) 右ボックスコネクターの固定を解除する。
J) マシンを基準点に戻す。
K) ワークをテスト曲げし、X軸の精度を測定する。誤差を計算する。
L) 必要に応じてX軸基準点の数を変更する。
M) 機械が基準点に戻った後、ワークをテストベンドし、適切で正常な加工であることを確認する。
A) ワークを曲げ、Y1軸とY2軸の精度誤差を測定します(90度曲げた場合);
B) 自動または手動のいずれかのモードで、ラムをベンド移行点以下に下げる;
C)Y軸パラメータを選択する;
D) Y1軸とY2軸の基準点位置を、1度につき約0.07ずつ調整する;
E) 工作機械が基準に戻った後、ワークを再度曲げ、正しく正常な加工であることを確認する。
A) ワークを曲げ、ワークの中間精度誤差を測定する(90度曲げた場合)。
B) 自動または手動モードで、ラムをベンド移行点より下に下げる。
C)クラウニング軸を選択する。
D) 実際の状況に基づいて、DAの最小値と最大値を調整する。
E) 工作機械が基準点に戻った後、再度ワークを曲げ、加工が正しく正常であることを確認する。

A) 自動モードでも手動モードでも、RAMをベンド移行点より下に下げる。
B) 必要に応じてX軸のゲインを下げて調整する。
C)工作機械が基準点に戻り、ドライ運転状態で正常に動作すれば、ワークの加工を開始できる。
A) 自動モードでも手動モードでも、RAMをベンド移行点より下に下げる。
B) 必要に応じてX軸ゲインを調整(増加)する。
C)工作機械が基準位置に戻り、ドライ運転状態で正常に動作したら、ワークの加工を開始できる。

1) バックアップ圧力バルブは以下のように調整してください;
A) バックアップバルブの六角ナットを緩める;
B) 圧力バックアップバルブの調整ねじを調整する;
C)ラムスライドの値が正常かどうか確認する;
D) 通常の操作の後にワークを加工する。
2) バックアップ・バルブの清掃は次のように行う;
A) マニュアルモードでラムを最低位置に移動させる;
B) オイルポンプモーターのスイッチを切り、機械の電源を切る;
C)バックアップバルブをバルブシートから取り外して清掃する;
D) 洗浄後、バックアップ圧力バルブを再度取り付けます;
E) 工作機械が基準位置に戻り、正しく機能するようになったら、ワークを加工することができる。
3) バックアップバルブを以下のように交換する;
A) マニュアルモードで、ラムを一番下まで下げる。
B) プレスブレーキ機の電源とオイルポンプモーターを切ります。
C)バックアップバルブをシートから取り外す。
D) 新しいバックアップバルブを取り付けます。
E) 工作機械が基準位置に戻ったら、新しいバックアップ圧力バルブを適切に調整します。ドライランが完了し、正常であれば、ワークを加工することができます。
1) について ラム が正常な状態で動かない。まず、回路が正常かどうかを確認する。その後 判明 回路が正常であれば、サーボバルブ は可能です。 以下のように検出された:
A) "Valve Test "コマンドを入力し、選択する。
B) 左右どちらかのバルブを選ぶ。
C)ハンドホイールを回してパーセンテージを変え、電圧が変化するか観察する。
D) 変化が見られない場合は、同期サーボ弁を清掃または交換してください。
2) 同期サーボ弁の洗浄方法は以下の通りである:
A) マニュアルモードで、RAMを一番下まで下げる。
B) オイルポンプモーターと機械の電源を切る。
C)同期サーボ弁の制御回路のプラグを外す。
D) 同期サーボ弁と弁座の接続部のネジを外す。
E) シンクロサーボバルブを取り外し、ペイントシールを破らないように注意しながら分解する。
F)へ バリ取りバルブコアがバルブボディの中で自由に動くように、金属用サンドペーパーを使って滑らかにする。
G) ガソリンを使ってバルブスプールを清掃する。同期サーボバルブを再度組み立てます。
H) 同期サーボ弁と弁座の接続をネジで固定する。
I) 同期サーボ弁の制御回路用プラグを再度取り付けます。
J) 取り付け後、同期サーボ弁をテストする。正常に機能しない場合は、交換することをお勧めします。
K) テストが正常であれば、マシンを基準位置に戻す。
L) 乾式運転に成功したら、ワークを加工することができます。
本機のフィルターエレメントは、6ヶ月ごと、または1000労働時間ごと、あるいはフィルター上部の圧力警告カバーが落下した場合など、一定期間経過後に交換する必要があります。フィルター交換の手順は以下の通り:
A) 自動または手動のいずれかのモードで、ラムをベンド移行点以下に下げる;
B) プレスブレーキ機の電源とオイルポンプモーターの電源を切ります;
C)機械の後部保護カバーを開ける;
D) フィルタを分解する;
E) 古いフィルター・エレメントを取り外し、新しいものと交換し、フィルターを締める;
F) プレスブレーキ機の後部保護カバーを再度取り付けます;
G) 機械の電源を入れ、オイルポンプモーターを再起動する;
H) 作動油を1時間ろ過する;
I) これでマシンは通常の処理に戻ることができる。
A) 自動または手動モードで、RAMをベンド移行点より下げる;
B) オイルポンプモーターと機械の電源を切る;
C)マシンの背面保護カバーを開ける;
D) クラウニングシリンダーを接続するオイルパイプを外す;
E) クラウニングシリンダーガードを外す;
F) クラウニングシリンダーとマシンフレームを接続しているブラケットを取り外します;
G) クラウニングシリンダーの背面を木の棒で叩き、マシン前面から取り外す;
H) クラウニングシリンダーのジョイントを取り外し、新しいクラウニングシリンダーに取り付ける;
I) 新しいクラウニングシリンダーを機械の前方から挿入する;
J) クラウニングシリンダーのオイル回路を再接続する;
K) ブラケットを使用して、クラウニングシリンダーとマシンフレームの接続を固定します;
L) クラウニングシリンダーのフロントカバーと機械のリア保護カバーを取り付けます;
M) 機械の電源を入れ、オイルポンプモーターを再起動する;
N) 機械が基準位置に戻り、正常に処理できること。

A) 自動または手動モードで、ラムを上死点まで上げ、ラムが適切に支えられていることを確認する。
B) 機械の電源とオイルポンプモーターの電源を切る。
C)マシンの背面保護カバーを取り外します。
D) タンク底部のシャットオフバルブを開いて作動油を排出する。オイルパイプをバルブのオイル出口に接続し、パイプのもう一方の端をオイル受けバレルに入れる。
E) 新しい作動油をオイルフィルターを使用してオイルレベルゲージの中央まで充填し、ラムを上死点の位置に保持する。
F) 機械の電源を入れ、オイルポンプモーターを始動する。
G) 作動油を1時間ろ過する。
H)ラムをベンド移行点より下に下げる。
I) マシンを基準位置に戻し、通常の運転を再開する。
A) 「緊急停止」ボタンが押された。
解決策
緊急停止」ボタンをリセットします。
B) A CNC またはサーボアラームが発生した。
解決策
アラームを調査し、適切な処置をとる。
C)Windowsのスタートアップが完了していないことを示すエラーメッセージがCNCディスプレイに表示される。
解決策
CNCユニットを点検し、問題の原因を特定する。
D) 制御回路がマシンを初期化できない。
解決策
制御回路の問題を診断し、修理する。

A) フットスイッチが損傷しているか、ケーブルが損傷しています。
解決策フットスイッチを新しいものと交換する。
B) 復帰の手続きが完了していない。
解決方法返品照会プロセスを完了する。
C)下死点が設定されていない。
解決策下死点を設定する。
D) ラムが上死点にない。
解決策ラムを上死点に移動させる。
E) モーターが機能していない。
解決策電気系統を点検する。
F) 制御回路が故障しているか、損傷している。
解決策回路とすべての接続をチェックする。
A) パラメータの設定が正しくない;
修正された解決策
パラメータが正しく設定されていることを確認する。
B) ボルトの緩み ラムをつなぐ;
修正された解決策
接続部を点検し、必要に応じてボルトを締めます。
C)故障した制御装置;
修正された解決策
問題を特定するために、制御装置を点検・評価する。
A) タイミングベルトの張りが不適切;
解決策
タイミングベルトの張力を正しい仕様に調整します。
B) ガイドレールとボールねじの潤滑グリースが不足している;
解決策
ガイドレールとボールねじに注油し、スムーズな動作を確保する。
作業台クラウニング装置の補正設定が正しくない;
解決策を修正した:
補正設定をリセットする。

A) 圧力が低すぎる。
解決策圧力を上げる。
B) ラムが垂直位置で平行でない。
解決方法Y軸の初期値をチェックし、ラムの平行度を調整する。
C)金型の平行度が許容範囲外である。
解決方法金型を調整または交換し、ワークテーブルの補正量をリセットする。
D) ワーク品質が一定していない(例えば、厚さが異なる)。
解決策安定した品質のワークを使用する。
A) 圧力が低すぎる。
解決策圧力を上げる。
B) 保持時間が足りない。
解決策保持時間を延長する。
C)曲げ速度が遅すぎる。
解決策曲げ速度を上げる。
D) 被加工物の品質が一定していない(例えば、厚さのばらつき、引張強度の変化など)。
解決策安定した品質のワークを使用する。
E) 下型のV字開口部の幅が狭すぎる。
解決策下型をV字開口部の広いものに交換する。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。