
チューブレーザー切断システムの主要技術
未加工の金属管を、1台の機械で精密で複雑な部品に加工することを想像してみてください。この記事では、チューブレーザー切断システムの魅力的な世界を探求し、そのコアテクノロジーについて詳しく説明します。
現代のテクノロジーが金属加工業界にどのような革命をもたらしているのか、不思議に思ったことはありませんか?このブログでは、チューブレーザー切断機がもたらすゲームチェンジの影響についてご紹介します。この革新的なツールが、金属管の切断、成形、加工方法を変革し、設計と効率の新たな可能性を引き出していることをご覧ください。先進的なレーザー技術の世界と、金属加工の未来に対するその広範な影響について掘り下げましょう。


レーザー技術は、優れた単色性、コヒーレンス、コリメーションという、材料加工に非常に適した3つの重要な特性を持っています。これらの特性により、様々な産業用途において正確で効率的なチューブ切断作業が可能になります。
手鋸切断、機械鋸切断、ローラー押し出し切断、砥石切断、ガス溶接などの従来のチューブ切断方法は、切断効率が低く、労働集約度が高いという問題を抱えていることが多い。対照的に、レーザー切断は、その優れた加工速度と卓越した切断品質により、産業現場で広く採用されています。
チューブ製造業界は著しい成長を遂げており、チューブ部品は航空宇宙、エンジニアリング機械、輸送、石油化学、農業機械などの分野で幅広く使用されている。チューブには、低コスト、優れた成形性、軽量構造特性、材料効率など、生産におけるいくつかの利点があります。そのため、チューブ切断はさまざまな工業プロセスで重要な役割を果たしています。
チューブの形状、サイズ、用途が多様であることに加え、高品質な加工が求められるため、加工設備、加工方法、技術的手段を慎重に選択する必要がある。従来の切削加工法では、望ましい結果が得られることもあるが、加工効率や全体的な効果という点では物足りないことが多い。
レーザーによるチューブ切断技術は、以下のような課題を解決する:
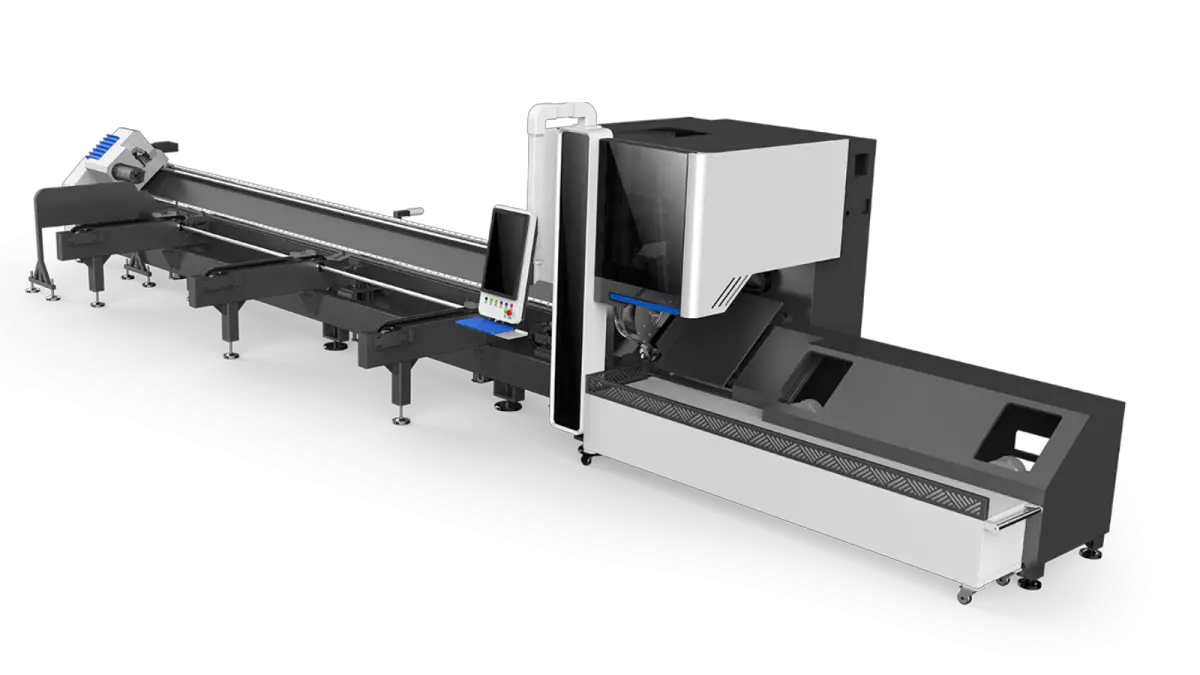
チューブレーザー切断機は、主にステンレス鋼、炭素鋼、亜鉛メッキ鋼、および工業用および商業用アプリケーションで使用されるその他の金属パイプを含む、さまざまな金属中空管状材料を切断するために設計された特殊な産業機器です。この高度な切断技術では、高出力のファイバーレーザーを利用して、管状コンポーネントの正確で効率的かつ多目的な切断を実現します。
これらの機械は、建設、工業用配管、オフィス家具製造、スポーツ用品製造、自動車産業など、さまざまな分野で広く採用されている。幅広い管径、肉厚、プロファイルの加工が可能なため、チューブレーザー切断機は中小企業から大規模な製造業まで不可欠なものとなっている。
チューブレーザー切断機の主な特徴は以下の通り:
これらの機械にファイバーレーザー技術を採用することで、従来のCO2レーザーよりも高いエネルギー効率、低いメンテナンス要件、優れたビーム品質など、いくつかの利点が得られる。このため、さまざまな産業でチューブレーザー切断機が広く採用されている。
レーザー技術が成熟し、急速に進化し続けるにつれて、その用途は板金切断から高度なチューブやパイプ加工へと拡大している。特殊なチューブレーザー切断機の開発と導入は、金属管製造に革命をもたらし、管状部品製造における加工効率、品質、設計の可能性を劇的に改善した。

チューブレーザー切断機は、チューブ状材料の高精度加工と切断のために設計された高度な装置です。この高度なシステムは通常、いくつかの主要コンポーネントで構成され、それぞれが機械の全体的な性能と効率において重要な役割を果たしています:
チューブレーザー切断機は、高精度切断のためのレーザー技術を利用した高度な金属パイプ加工システムです。ここでは、その動作原理を最適化して説明します:
チューブレーザー切断機は、集光レーザービームを使用して、パイプ、チューブ、プロファイルのさまざまなパターンや形状を切断します。この非接触切断方法は、従来の機械的切断技術と比較して優れた精度と汎用性を提供します。
これらの機械は、最先端の数値制御技術、レーザー切断システム、精密機械部品を統合している。主な特徴は以下の通り:
レーザー切断工程は、柔軟性に優れている:
最新のチューブレーザー切断機は、Iビームやアングルアイアンなどの左右対称の金属プロファイルを加工することができ、その応用範囲を広げている。
レーザービームの制御可能性は大きな利点で、以下のことが可能になる:
レーザー技術によって生み出される高精度のカットは、後加工の必要性を大幅に削減し、バリを最小限に抑え、全体的な効率を向上させる。
ワークピースの仕様(パイプの直径やプロファイル形状など)を変更する場合、通常はソフトウェアの調整だけで済むため、機械的な工具を変更する必要はありません。この柔軟性が、先進的なパイプ切断ソフトウェア開発の重要性を際立たせています。
レーザー切断システムとコンピュータ数値制御(CNC)技術を組み合わせることで、これらの機械は以下を提供する:

チューブレーザー切断機の基本的な切断原理は、平面レーザー切断システムの切断原理と密接に一致しており、チューブ形状用に特別な適応が施されている。
チューブレーザー切断機は、標準的な金属チューブ(円形、長方形、楕円形のプロファイルを含む)、構造セクション(チャンネルやアングルスチールなど)、およびさまざまなカスタム形状のチューブコンポーネントを加工するために特別に設計されています。
従来の加工技術に対するチューブレーザー切断の利点は大きい:
金属管の生産と消費の急速な拡大により、製造業ではレーザー管切断機が広く採用されるようになった。これらの先進的なシステムは、管状部品の加工において精度、効率、多用途性を提供します。
市場で入手可能なレーザーチューブ切断機は、チューブの軸方向供給方法に基づいて、大きく2つのタイプに分類することができる:
この種のレーザー管切断機は、主に一定の軸と変化する断面を持つ管表面の輪郭を処理するために使用される固定長の管を処理するだけで、管の両端を処理することはできません。
切断長レーザーチューブカッターには大きな制約があり、生産性は低いが、その特殊性から大きな市場シェアを占めている。
図1は、ランプステムとランプシェードの表面に施された装飾パターンを示す。 カッティングレーザー チューブカッター。

図.1 ランプのシャンクとランプシェードを固定材で加工したもの カッティングレーザー チューブカッター。
動作原理
図2に示すように、固定材料切断レーザーチューブカッターは、チューブを固定する2つのクランプチャックから構成され、チャックはチューブの軸を中心に同期した回転運動を行い、レーザーヘッドはチューブの軸方向および半径方向の送りを行って切断する。
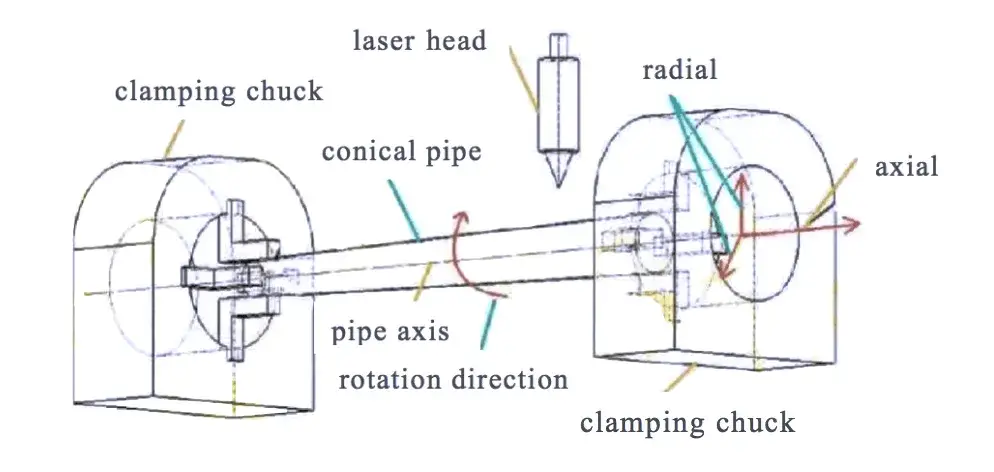
これは レーザーの種類 チューブ切断機は、主に同一断面の同軸チューブの加工に使用され、チューブ表面の様々な輪郭形状を加工できるだけでなく、機械の設計ストローク内でチューブ部分の設計長さに応じて切断することができます。
固定材料切断レーザーチューブカッターに比べ、より柔軟で拡張性があり、切断効率が高く、現在プロフェッショナルレーザーチューブカッターの大半の市場シェアを占めている。
図3に示すように、フィード切断レーザーチューブカッターは、角管や丸管などの標準的な金属管のさまざまなプロファイルをバッチ処理し、切断するために使用することができます。

図.3 送り切断レーザーチューブカッターで加工された角管と丸管。
動作原理
図4に示すように、チューブはクランプチャックによって保持され、サポートチャックはチューブを半径方向に保持する。
チューブ軸同期回転運動の周りのすべてのチャック、軸方向のフィードを行うために固定されたチューブをクランプチャック、チューブの半径方向のフィードと切断を行うには、レーザーヘッド。
現在、フィード切断レーザーチューブカッターは、主に市場の2つのチャックに基づいており、費用対効果は高いですが、その欠点も明らかである。
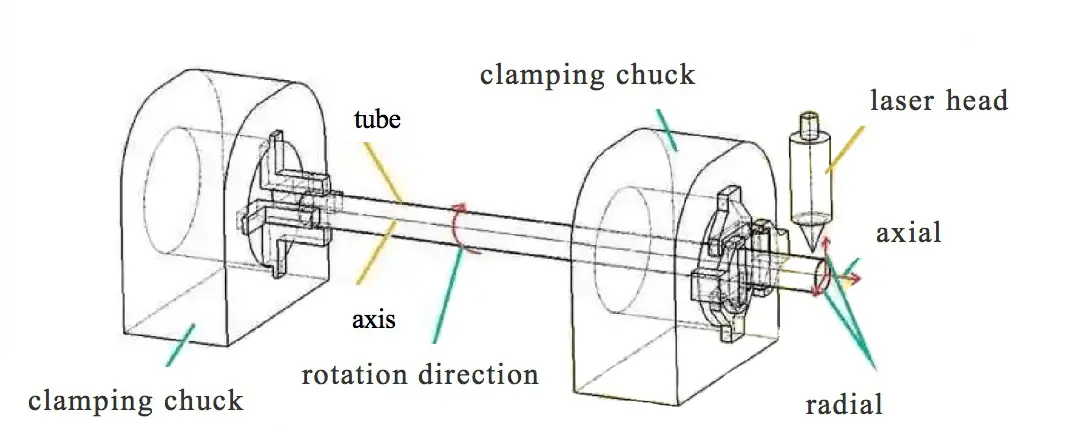
図.4 動作原理図
1) 切削精度の安定性が悪い
長すぎる部品や剛性の低いチューブでは、重力による変形に加え、チャック回転の遠心力の作用により、たとえサーボローラーやプロファイリング・ホイールのサポートが増えたとしても、切断精度の安定性を確保することは困難である。
2)テール材は、たとえレーザーヘッドがサポートチャックの切断を横切ることができても、チャックのクランプ端はまだ切断することができず、その結果、チューブの無駄が発生します。
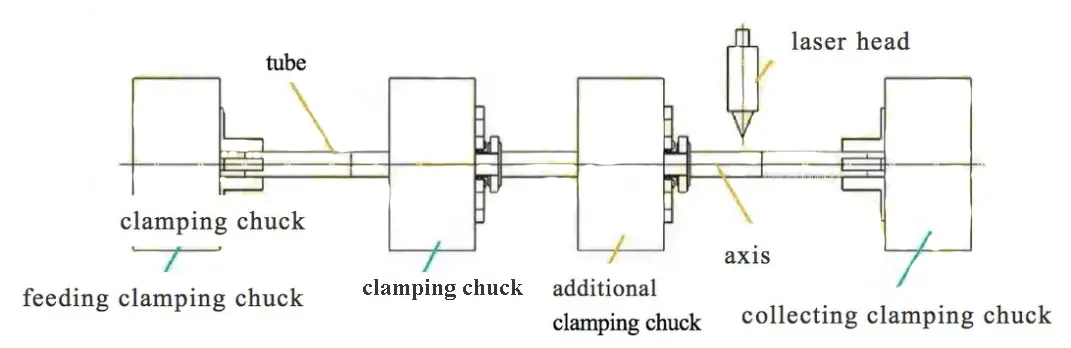
これらの欠点に対処するために、いくつかの機器メーカーは、図5に示すように、基礎として、マルチチャックレーザー管切断機の設計を展開し、2チャックフィード切断レーザー管切断機を使用しています。
そのうちのひとつだ、
1)それはサポートチャックのセットを増加し、効果的に切断精度の安定性を確保することができ、部品の切断長さは、マシンのストローク範囲に限定されない重力変形やチャック回転遠心力からほとんど自由なチューブの一定の長さを確保することができます。
2)それは供給チャックが限界位置にあるとき、管は管のゼロ尾材料の切断のほとんどを保障できる軸送り動きをするために捕獲のチャックによって一組の捕獲のための材料を締め金で止めるチャックを増加する。
3)上記の設計は完全に2チャックフィード切断型レーザチューブカッターの欠点を解決することができますが、チャックのコスト増、サーボ軸とCNCシステムの数。
また、現在のマルチチャック給排型レーザーチューブカッターが主流にならない理由も説明できる。
チューブレーザー切断機の操作には、正確で効率的な切断を保証するためのいくつかの重要なステップが含まれます:
補助ガスは、レーザーパイプ切断機の重要なコンポーネントの1つである。
主な機能は、レーザーパイプ切断機のレーザーヘッドがパイプを切断しているときに、レーザーヘッドによって噴出される高圧補助ガスを通してパイプを切断することによって生成された鉄くずを吹き飛ばすことであり、理想的な切断効果を達成するように。
第二に、レンズを保護し、切断中の鉄くずがレンズ上で跳ね返り、レーザービームの出力や切断中の効果に影響を与えるのを防ぐことができます。
現在、レーザーの補助ガスとして一般的に使用されているのは3種類:
空気 ②酸素 ③窒素

日常生活でより良い切断効果を得るためには、どのように補助ガスを選べばよいのだろうか?
空気は、3つの一般的な補助ガスの中で最もコストの低い補助ガスである。
もちろん、空気を吸うだけではレーザー切断には使えない。
レーザー切断機で使用する空気は、空気中の水分、油分、ほこりなどの不純物をフィルターでろ過し、ろ過した空気をエアーコンプレッサーで約20kgまで圧縮してからでないと使用できない。
アルミニウム、アルミニウム合金、亜鉛メッキ鋼、その他の細いパイプや、切断条件がそれほど高くない場合に適している。
ここでいう酸素とは、純度99.5%のガスを指す。
レーザーパイプカッターは、レーザーの焦点によって発生する高温を溶融・蒸発させることで切断箇所の金属を切断し、レーザー切断を行う。
酸素はレーザー金属の好気性反応に寄与し、切断効率を向上させる。
同時に、パイプ表面の酸素の酸化膜は、反射材による光線の吸収に寄与する。
しかし、切断後の表面は黒または濃い黄色になり、厚い炭素鋼パイプの切断に適している。
窒素は3つの補助ガスの中で最も高価な補助ガスである。
窒素は不活性ガスであるため、レーザーパイプカッターで切断すると、酸素切断とは逆にパイプ切断面での酸素反応が抑制される。
そのため、窒素で切断されたパイプの表面は明るく白っぽくなる。
しかし、コストの点から、パイプの表面が比較的厳しい場合には、補助ガスとして窒素を使用することが推奨される。
以上の3つの異なる補助ガスには、それぞれの利点がある。
したがって、他の補助ガスを選択する場合は、実際の状況に応じてカットする必要がある。
この技術をよく知らない人は、恣意的に補助装置を設定したり変更したりしないでください。 ガス切断これはバリを発生させやすく、レーザー管加工機の安定性低下につながる。

レーザー切断装置において、導光システムの機能は、レーザー発振器から出力されたビームを集光光路の切断ヘッドに導くことである。
チューブレーザー切断の場合、高品質の切断スリットを得ようとすれば、集光ビームの小径と集光スポットの高出力が必要である。
これにより、レーザー発振器は低次モード出力を行うことができる。
チューブのレーザー切断では、比較的小さなビーム集光径を得るために、レーザーは小さな横モード次数時間、好ましくは基本モードを持たなければならない。
レーザー切断装置の切断ヘッドには集光レンズが装備されている。レーザービームがレンズによって集光された後、小さな集光スポットを得ることができるので、高品質のチューブ切断を行うことができます。
チューブ切断では、加工するチューブは空間曲面に属し、チューブの形状は比較的複雑である。
従来の方法でプログラムされ、加工された場合、ある種の困難が生じる。
このため、オペレーターは加工工程の要求に応じて正しい加工経路と適切な基準点を選択し、数値制御システムを使って各軸の送り状態と基準点の座標を記録し、レーザー切断システムの直線補間機能と円弧補間機能を使って加工プログラムを生成する必要がある。
したがって、レーザービームと切断管の自動垂直機能を研究することも、チューブレーザー切断の重要な技術内容の一つである。
を確保するために レーザーカットの切断品質 チューブレーザー切断では、自動測定および制御装置によってワーク表面の垂直方向に焦点を維持することが重要です。
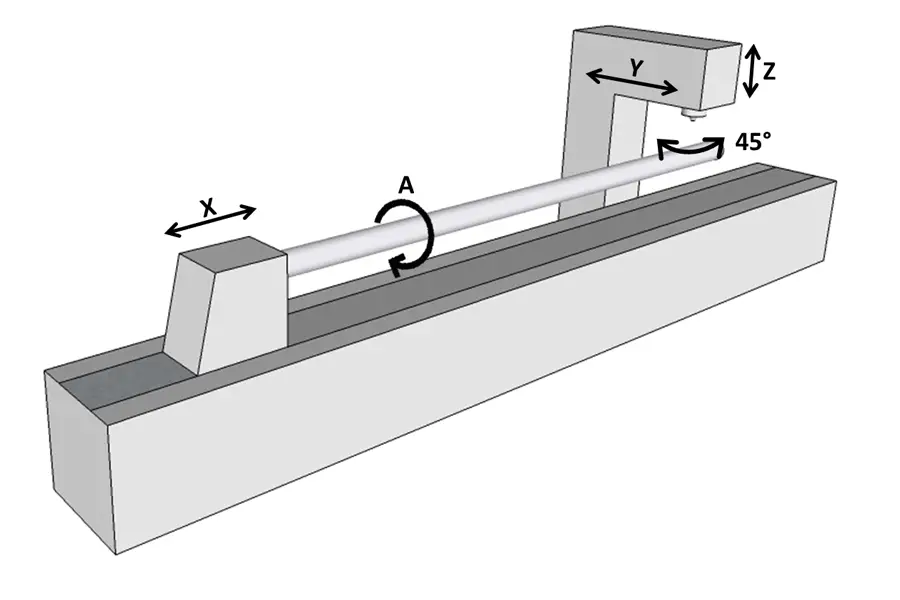
現在、私たちは レーザーフォーカス位置 の直行軸(X-Y-Z)と一致する。 レーザー加工 これにより、レーザー切断ヘッドの動きがより軽く、フレキシブルになり、焦点の位置がよく分かるので、加工中に切断ヘッドが切断パイプや他の物体に衝突するのを避けることができる。
チューブレーザー切断は、今日の産業社会でますます広く使用されるようになり、切断されるチューブはますます多様化しています。
それに、チューブ部品自体にも複雑さがある。
したがって、切断パイプの材料、形状および加工要件に応じて、最高の切断効率と切断品質を得るために適切なレーザー切断加工パラメータを選択することは、レーザー切断システムのすべてのユーザーにとって最も懸念される問題となっている。
連続波出力レーザー発振器の場合、 レーザー出力 はレーザー切断に重要な影響を与える。
理論的には、レーザー出力が大きいほど切断速度が速くなる。
しかし、パイプ自体の特徴を考えると、最大切断力は最良の選択ではない。
切断出力を上げると、レーザー自体のモードが変わり、レーザービームの焦点に影響する。
実用的な加工では、レーザー切断全体の効率と切断品質を保証するために、最大出力未満の場合に最高出力密度を得ることを選択することが多い。
レーザーでチューブを切断する場合、その切断面を確保しなければならない。
より良い切断品質を得るために、速度は一定の範囲内にある。
切断速度が遅いと、チューブ表面に過剰な熱が蓄積し、熱影響部が大きくなり、切れ込みが広くなる。その上、切り口の表面は、排出されたホットメルト材料によって焼灼され、切り口の表面が粗くなる。
切断速度を上げると、管の円周方向の平均スリット幅は小さくなる。管の直径が小さいほど、その効果は顕著になる。
切断速度の加速に伴い、レーザーの作用時間は短くなり、パイプが吸収する総エネルギーは小さくなり、パイプ前端の温度は低下し、スリットの幅は小さくなる。
切断速度が速すぎると、パイプが切断されなかったり、切断されなかったりして、切断品質全体に影響する。
レーザーで管を切断する場合、管自体の特性が加工に大きな影響を与えることがある。
例えば、管径の大小は加工品質に大きな影響を与える。
レーザー切断による薄肉シームレス鋼管の研究を通じて、様々なプロセスパラメータが変化しないまま、管径とスリット幅が増加し続けることが判明した。
非金属管や金属管の一部を切断する場合、圧縮空気や窒素などの不活性ガスを補助ガスとして使用することができる。
しかし、ほとんどの金属管には、酸素のような活性ガスを使用することができる。
補助ガスの種類を決定した後、補助ガスの圧力を決定することも重要である。
肉厚の小さい管を比較的高速で切断する場合は、付着したスラグがスリットに巻き込まれるのを防ぐため、補助ガスの圧力を高める必要がある。切断管の肉厚が大きい場合や切断速度が遅い場合は、管が切り抜けられなかったり、切断されなかったりするのを防ぐため、補助ガスの圧力を適切に下げる必要がある。
ビーム焦点の位置も管レーザー切断には不可欠である。切断中、焦点位置は一般的に管継手の切断面位置にある。焦点が良い位置にあるとき、スリットは最も小さく、切断効率は最も高く、切断効果も最も良い。
多くの場合、ビームの焦点はノズルの下方で調整され、ノズルと管表面の距離は約1.5mmである。
同時に、レーザーのパルス形状や光出力モードなどの要因も、切断効果に一定の影響を与える。

今後、管の需要はますます高まり、加工要求もますます高くなり、加工精度と生産効率の向上は、専門的なレーザー管切断機の急速な発展に必要な要素である。
ユーザー要件は時間の経過とともに変化するため、モジュラー設計によって機能コンポーネントの追加や交換が可能になり、ユーザー要件を満たし、両者のメリットを最大化することができます。
すでに多くのユーザーが自動積み下ろし装置を装備しており、自動化の発展は効果的に労働力を解放し、企業の労働力不足の問題を緩和することができる。
インダストリー4.0」の概念の普及と5G技術の開発の成熟により、レーザー管切断機の将来は確実に完全自動化を達成するだろう。
すなわち、情報収集、発注、供給、積み込み、チューブ識別、長さ測定、自動呼び出しプログラム切断、荷降ろし、パレタイジング、出荷を統合し、最終的にインテリジェンスを実現する。

レーザーによるチューブ切断には、切り込み幅が狭い、熱影響部が小さい、切断速度が速い、柔軟性が高い、切断がスムーズ、工具の摩耗がないなど、多くの利点がある。
CNC(コンピュータ数値制御)レーザー切断機の出現と発展により、空間の自由曲面や曲線のさまざまな加工技術の開発は、そのユニークな側面を示すことができる。
レーザー切断では、レーザースポットが被加工物に対して3次元空間内を一定の軌跡で移動するだけでなく、レーザー軸が加工プロセスを通じて切断されるパイプの加工面に対して垂直であることが要求される。
CNC用 ファイバーレーザー切断 オートフォーカスが可能なヘッドにより、ノズルは自動測定・制御システムを通じてワークの表面を自動的に追跡する。
生産慣行では、チューブ切断の鍵は、チューブの加工要件を満たすように、切断品質の欠陥を最大限に排除することであることを示している。
穿孔、溝加工、トリミング、アンダーカットなどの複雑なチューブ加工において、レーザー切断は従来の機械加工よりも速いだけでなく、優れた加工品質を保証します。
加工中、まずパイプ部品の切断を確実に行い、必要な長さのパイプのブランクを得る必要がある。
従来のチューブ切断方法は、大量生産のニーズに対応することが難しく、このような従来の加工方法で加工されたチューブ部品は、一般的に切断面の品質が悪く、中には変形や倒れなどの加工欠陥があるものさえある。
チューブを切断する必要性に加え、装飾やランプ用のパターンカット、スパイラル、サイン、コサイン直線カット、マーキングなど、いくつかの加工が必要となる。
このような形式の管加工を従来の方法で行うと、加工効率が低いだけでなく、理想的な加工条件を達成するのが難しく、中には加工できないものさえある。
レーザーによるチューブ切断(ストレートカット、開先加工、フォームカットを含む)では、ノッチ幅は一般的に0.1~0.3mmである。
切断位置と温度は正確に制御でき、自動化とインテリジェント生産により適している。
さらに、従来の加工方法と比較して、切断効率は8~20倍向上し、加工コストは70%~90%削減でき、材料ロスは15%~30%節約できる。
その上、レーザー切断の騒音は低く、環境への影響もわずかである。
加工を完了するために複数の連続した工程を必要とする従来の加工方法は、同じ装置でレーザー切断を行うことで実現できる。
装置の性能と加工技術の継続的な向上により、レーザーによるチューブの高品質切断が可能になった。

レーザー切断は非接触加工法を採用し、全工程で管壁に圧力をかけないため、管外面の変形や崩壊を引き起こさない。
同時に、レーザーでチューブを切断する場合、スロットの熱場が複雑で、冷却が難しく、切断スラグが詰まりやすいため、切断の難易度が高くなる。
従って、こうした側面についての掘り下げた研究を強化する必要がある。
レーザー切断は、管の材質、形状、サイズ、加工環境などの要求において、自由度が高い。空間制御(ビームの方向転換、回転、スキャンなど)と時間制御(オン、オフ、パルス間隔)が優れており、制御が容易である。
さらに、レーザー切断の高い精度とバリの少なさは、加工に費やすフォローアップ時間を大幅に短縮する。
チューブの直径や形状を変更する場合は、プログラムを修正するだけでよいので、チューブ切断ソフトウェアの開発には大きな研究価値がある。
レーザー切断システムとコンピューター数値制御技術の組み合わせは、効率的な自動化設備を形成し、高品質、高効率、低コストの加工に新たな道を開くことができる。
チューブ切断の効率を向上させるために、レーザー切断自動生産ラインの使用は、最も効果的な生産方法です。
チューブ切断自動生産ラインの使用方法は?
まず第一に、集光後のレーザービームが、自動生産ラインによって切断される管と同期して走ることが保証されなければならない。
第二に、集光後のレーザースポットが切断される管に対して1周回転でき、レーザービームの軸が常に管の軸に垂直であることが要求される。切断プロセス中、パイプ切断生産ラインのレーザービームは、切断されるパイプと一緒に移動します。
切断工程では、チューブ切断生産ラインのレーザービームが切断されるチューブに追従する。これらの同期動作は、専門の制御システムによって制御されなければならないので、チューブレーザー切断の自動生産ラインの研究も非常に重要である。
チューブレーザー切断は、ハードウェアであるレーザー切断システム(レーザー発振器を含む)とソフトウェアであるレーザー切断技術から切り離せない。
ハードウェアの観点から見ると、将来は レーザー切断機 高速、高精度、高自動化、柔軟性、多様化といった方向で発展していくだろう。 CNC技術 新しいソフトウェアを開発する。
したがって、レーザー切断加工データの収集と仕上げ、エキスパートシステムの確立と改善は、レーザー切断産業全体の発展にとって大きな意義と研究価値がある。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。






