
溶接リークを止める6つのテクニック
工場の生産ラインが、重要なパイプラインの漏水によって突然停止したとしよう。さらなる損害やダウンタイムを招くことなく、それを解決するにはどうしたらいいでしょうか?これは...
今日の洗練された自動車や頑丈な橋、先進的な飛行機がどのようにして作られているのか、不思議に思ったことはないだろうか。この記事では、レーザー溶接から超音波金属溶接まで、製造業に革命をもたらしている6つの最先端溶接技術を紹介する。読むことで、これらの方法がさまざまな産業でどのように精度、スピード、強度を高めているかがわかるだろう。

レーザー溶接は、レーザー放射を利用して材料の表面を加熱し、熱伝導によって内部に熱を伝える。レーザー・パルス幅、エネルギー、ピーク・パワー、繰り返し周波数などのパラメーターを制御することで、特定の溶融プールが被加工物上に形成される。
スポット溶接
連続レーザー溶接
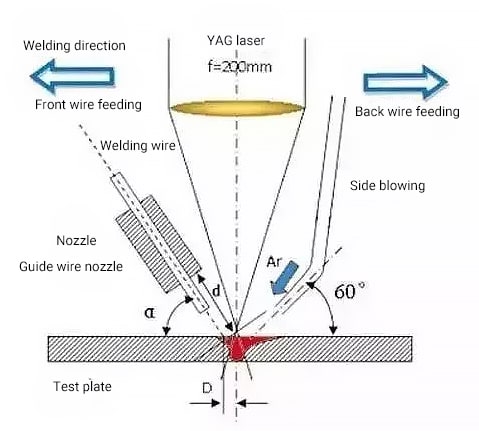
レーザー溶接は、連続またはパルス・レーザー・ビームのいずれかを使用することで実現できる。
レーザー溶接の原理は、熱伝導溶接とレーザー深部に分けられる。 ペネトレーション溶接.
レーザー溶接技術は、自動車、船舶、航空機、高速鉄道などの高精度製造業で広く使われている。人々の生活の質を大きく向上させ、家電業界を精密製造の時代へと押し上げた。
特に、フォルクスワーゲンが生み出した42メートルのシームレス溶接技術は、ボディの完全性と安定性を大幅に向上させた。

大手家電メーカーのハイアール・グループは、レーザー・シームレス溶接技術で製造された初の洗濯機を発表した。
高度なレーザー技術は、人々の生活に大きな変化をもたらす可能性を秘めている。
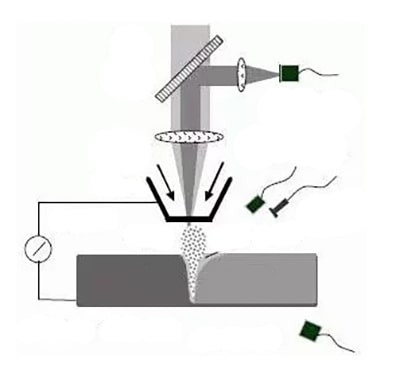
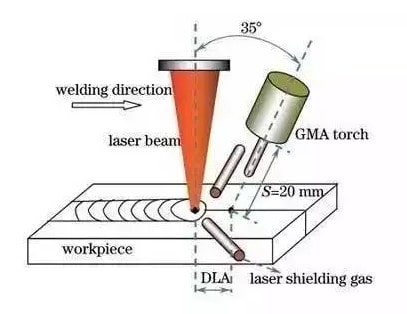
レーザー・ハイブリッド溶接は、レーザー・ビーム溶接とMIG(メタル・イナート・ガス)溶接技術を組み合わせ、高速溶接と優れた溶接ブリッジ能力を特徴とする最適な溶接効果を生み出します。この方法は、レーザー溶接の精度と高エネルギー密度を活用し、MIG溶接の汎用性と溶加材能力を備えています。

レーザー・ハイブリッド溶接は、その多くの利点から、現在最も先進的な溶接方法のひとつと考えられている:
レーザーハイブリッド溶接は汎用性が高く、自動車シート構造以外にもさまざまな用途に適している:
摩擦攪拌接合(FSW)は、摩擦熱と塑性変形熱を主な熱源とする革新的で非常に効果的な接合技術である。このプロセスは、材料を溶かすことなく接合できるため、材料本来の特性を維持し、欠陥を最小限に抑えることができる点で特に注目されています。
FSWでは、円筒形またはねじ付き円筒のような特殊形状のピンが、被加工物の接合部に挿入される。ピンを収納する溶接ヘッドが高速で回転し、接合部の材料と摩擦する。この摩擦によって熱が発生し、材料が軟化して融点に達することなく可塑化する。

摩擦攪拌接合は、航空宇宙、自動車、造船、鉄道など、高強度・高品質の接合部が不可欠な産業で広く使用されています。また、異種材料の接合も可能なため、異なる材料特性の組み合わせが必要な製造用途でも重宝されています。
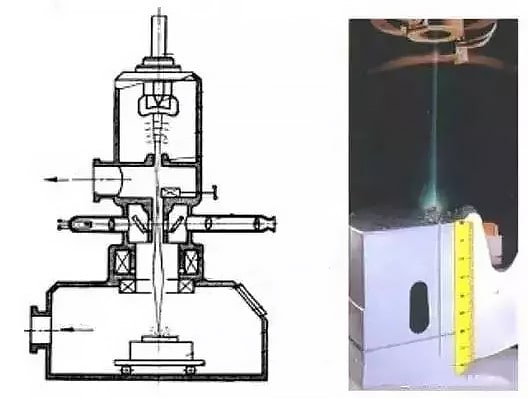
電子ビーム溶接 (EBW) は、加速・集束された電子ビ ームによって発生する熱エネルギーを利用する高 度な溶接技術である。このビームは、真空または非真空環境で被溶接材に照射され、目的の溶接を実現します。

EBWは、以下のような様々な高精度産業で広く使用されている:
この技術は、電極が不要であること、酸化が少ないこと、プロセスの再現性に優れていること、熱変形が最小限であることなど、多くの利点があることから好まれている。

超音波金属溶接は、超音波周波数の機械的振動エネルギーを利用して、類似または異種の金属を接合するユニークで高度な方法である。従来の溶接方法とは異なり、超音波金属溶接では、被加工物に電流や高温の熱源を印加する必要はありません。
超音波金属溶接では、静圧下で超音波トランスデューサーからの振動エネルギーが摩擦仕事、変形エネルギー、および限定的な温度上昇に変換されます。このプロセスは、接合部間の冶金的結合をもたらし、母材を溶かすことなく固体溶接を形成します。機械的振動によって金属表面が互いに摩擦し、表面の酸化物や汚染物質が分解され、清浄な金属表面が分子レベルで結合します。

超音波金属溶接にはいくつかの利点がある:

この溶接技術は汎用性があり、以下のような用途に使用できる:
超音波金属溶接でよく溶接される材料には、以下のようなものがある:
この技術は、さまざまな産業で次のような用途に広く使われている:

その利点にもかかわらず、超音波金属溶接にはいくつかの限界がある:
フラッシュバット溶接は、2つの金属片を電気抵抗で加熱し、圧力を加えて鍛造することによって接合する特殊な溶接技術である。この方法は、導電性の高い金属の接合に特に有効で、鉄道の軌道、パイプ、構造部品の製造など、さまざまな産業用途で広く使用されている。
フラッシュ・バット溶接の原理は、バット溶接機を使用して金属片の両端を接触させることである。ここでは、そのプロセスの詳細を説明する:


鋼のフラッシュ・バット溶接の場合、2本の棒鋼を突き合わせて溶接する。接触点を通過する溶接電流が抵抗熱を発生させ、金属を溶かして強い火花を発生させる。この閃光は微量分子を放出し、しばしば刺激臭を伴う。溶接工程は、鍛造力を素早く加えることで完了し、堅牢で耐久性のある溶接部が得られる。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







