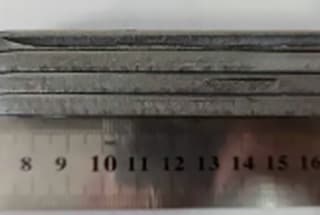
40Mnチェーンプレート(プレス)のエッジクラック分析
なぜ40Mn鋼チェーンプレートは、スタンピング中にエッジにクラックが入るのか?この記事では、この問題を調査し、主な原因として特大の非金属介在物と不均一な材料組織を特定する。分析...
金属を精密かつ効率的に、思い通りの形に成形できることを想像してみてほしい。この記事では、金属加工で使用されるさまざまな種類の金型を、硬度、品質、複雑さ、サイズによって分類して詳しくご紹介します。さまざまな金型が特定の製造ニーズを満たすように設計され、高品質な結果と長持ちする性能を保証していることをご覧ください。小規模なプロジェクトに使用される柔らかい金型から、大規模な生産に使用される硬い金型まで、このガイドには包括的な概要が記載されています。次のプロジェクトに適した金型を選択する方法を学び、金属加工のスキルを向上させましょう。
ダイス鋼 プリハードニングが施され、低硬度HB400以下、焼入れなしでの生産寿命50万回以下のものが広く使用されている。
鋼鉄の金型は、次の工程を経る。 アニール 加工は粗加工と仕上げ加工の2段階に分けられる。
粗加工後、金型を焼き入れしてHRC48°以上の硬度にする。
粗加工後に約0.2の取り代を残すことが重要である。これを怠ると、仕上げ加工がワークの要求を満たさない場合、焼入れ処理中にワークが変形する可能性がある。
このタイプの金型は小規模生産によく使われ、寿命は50~100万回である。
金型は、100万回以上のダイシンキング工程に耐えなければならない。
レベル1の金型では、顧客は最高品質の材料と付属品を使用し、可能な限り最高の金型を製造することを要求します。
レベル1の金型の条件は以下の通り:
(1) 詳細 金型設計コンピュータの図面と材料仕様書。
(2)ダイベースの硬度はHB280以上であること。
(3) ダイコアは少なくともHRC50に硬化させ、すべての列と継手も硬化させなければならない。
(4)シンブルはチューブ側面の中央にあること。
(5)ダイ・ポジションにはウェア・プレートがなければならない。
(6) 金型は、実現可能性に応じて、金型または列の位置に温度制御モニターを設置しなければならない。
(7) 冷却水の流路はすべてニッケルメッキ(無電解ニッケルめっき)で錆を防ぎ、洗浄を容易にする。
(8)パーティングラインにポジショニングロックを追加すること。
金型は、50万回以上のダイシンキング工程に耐えなければならない。
レベル2の金型は高品質とみなされ、金型公差の寸法精度に関する一定の基準を満たすとともに、優れた材料と付属品を使用しなければならない。
レベル2ダイの条件は以下の通り:
(1) 詳細な情報を入手することを推奨する。 金型設計.
(2) ダイスベースは、少なくともHB280の硬度を有すること。
(3) 金型のコアの硬度はHRC48以上でなければならず、すべての列と継手は熱処理を受けなければならない。
(4)温度制御モニターは、金型内、または可能であればライン位置に設置されるべきである。
(5) 位置決めロックがパーティングライン上になければならない。
(6)以下の要件は、個別かつ見積時に指定することができる。
金型は少なくとも25,000回のシンク工程に耐えなければならず、この要件は一般金型と生産金型の両方に適用される。
レベル3の金型については、以下の条件を満たさなければならない:
(1) 金型設計.
(2)ダイベースの硬度はHB165以上であること。
(3)金型のコアの硬度はHB280以上であること。
(4) 上記3つの基本要件に加え、その他の要件はすべてオプションとみなされ、追加要件として指定することができる。
金型は約10,000回のシンキングプロセスに耐えることが期待され、低生産金型とみなされます。特別な要件はありませんが、金型の品質は高く、顧客に受け入れられるものでなければなりません。
レベル4の金型については、以下の条件を満たさなければならない:
(1)金型設計をすることを推奨する。
(2)ダイ・ベースは通常の銅製でもアルミ製でもよい。
(3)その 金型材料 アルミニウム製でもスチール製でも、顧客の承認があれば可能。
(4) 上記3つの基本要件に加え、その他の要件はすべてオプションとみなされ、追加要件として指定することができる。
特大:幅800mm以上の金型。
大型:幅が600~800mm(800mmを除く)の金型。
ミディアム:幅350~600mm(600mmを除く)の金型。
小型:幅350mm以下の金型。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







