
米国の工作機械メーカー トップ6
工作機械業界の巨人たちが私たちの世界をどのように形成しているのか、不思議に思ったことはないだろうか。この記事では、米国の工作機械メーカー上位6社を紹介する。この記事を読めば
レーザーは、現代技術における魅力的で多様なツールです。レーザーには10種類以上の種類があり、それぞれにユニークな用途があることをご存知ですか?医療処置から最先端の通信システムまで、これらのレーザーは、その動作モード、波長、およびドーピング材料に基づいて分類されます。この記事では、様々なレーザーの特徴的な機能と用途を探求し、それぞれのタイプがどのように異なる産業に利益をもたらすことができるかについての洞察を提供します。これらの光ビームがどのように私たちの世界を変えているのか、ぜひご覧ください!
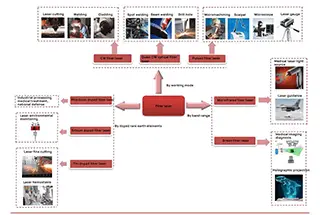
には多くの分類法がある。 ファイバーレーザーその中でもより一般的なものは、動作モード、バンド範囲、中濃度ドープ希土類元素によって分類される。
レーザー は通常、これら3つのカテゴリーのうちの1つか2つに分類されている。
例えば、IPGのYLM-QCWシリーズは、準連続イッテルビウムドープファイバーレーザーに変換される。
ファイバーレーザーの応用範囲は広い。
細分化されたレーザーはそれぞれ異なる特性を持ち、適した応用分野も異なる。
例えば、中赤外帯は人間の目に安全で、水に強く吸収される。これは理想的な医療用レーザー光源である;
エルビウム添加ファイバーは、その適切な波長により光ファイバー通信の窓を開くことができ、光ファイバー通信の分野で広く使用されている;
その視認性の高さから、グリーンレーザーはエンターテインメントやプロジェクションに欠かせない。
図1 レーザー細分化と関連産業に対応する分類の応用図
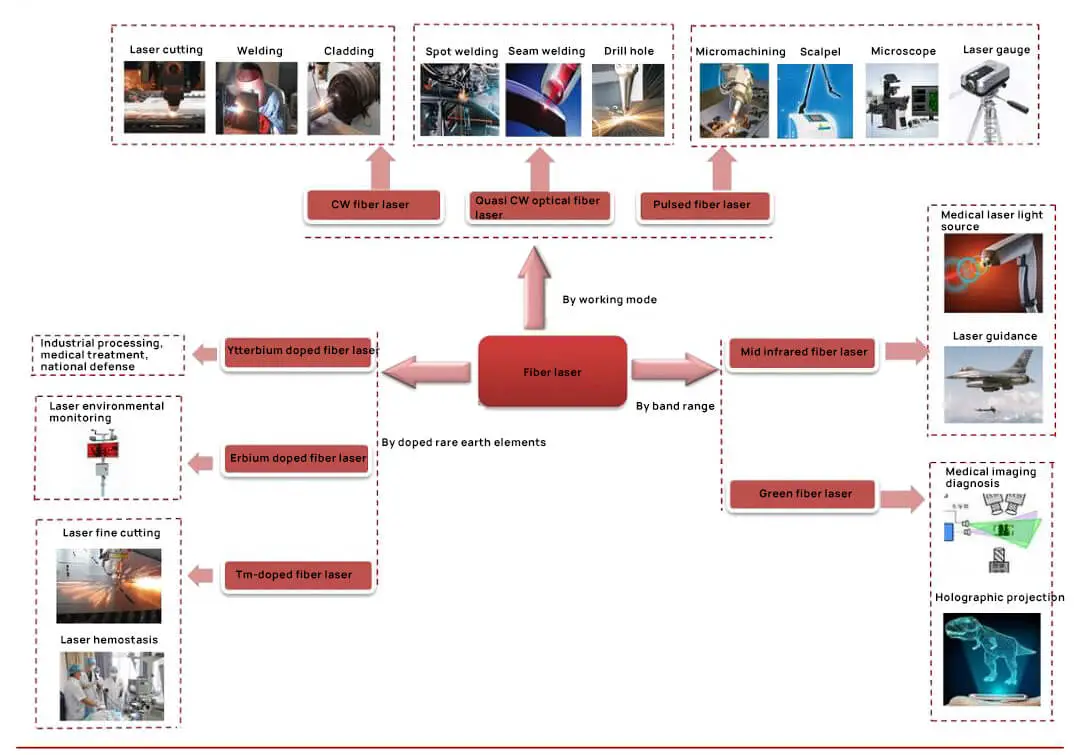
ファイバーレーザーは動作モードによって、モードロックファイバーレーザー、Qスイッチファイバーレーザー、準連続ファイバーレーザー、連続ファイバーレーザーに分けられる。
パルスファイバーレーザーを実現するための技術的アプローチには、主にQスイッチング技術、モードロック技術、シード光源主発振パワー増幅(MOPA)技術などがある。
モードロック技術で実現できること フェムト秒またはピコ秒 パルス出力で、パルスのピークパワーは一般にメガワットのオーダーで高いが、出力パルスの平均パワーは低い;
図2 ファイバー・レーザーの動作モードとパルス幅
CWレーザーの出力は連続的で、次のような分野で広く使用されている。 レーザー切断溶接とクラッディング。
レーザーポンプ光源は、連続的にエネルギーを供給し、レーザー出力を長時間発生させ、連続レーザーを得る。
各エネルギー準位の粒子数と空洞内の放射線場は安定した分布を持つ。
その作業特性は、加工材料の励起とそれに対応するレーザー出力を長い時間範囲で連続的に行うことができることである。
連続光源によって励起されるファイバーレーザーは、連続ファイバーレーザーである。
他と比べて レーザーの種類連続ファイバーレーザーは、比較的高い出力を達成することができます。IPGはシングルモード20000ワット連続ファイバーレーザーを製造しており、レーザー切断、溶接、クラッディングの分野でよく使用されています。
準CWレーザーは、連続モードと高ピークパワーパルスモードで同時に動作することができます。
IPG社の公式サイトによると、従来のCWレーザーのピークパワーと平均パワーは、CWモードとCW/変調モードでは常に同じであるが、準CWレーザーのパルスモードのピークパワーは平均パワーの10倍である。
そのため、数十ヘルツから数千ヘルツの繰り返し周波数で、高いエネルギーを持つマイクロ秒やミリ秒のパルスを発生させることができ、数キロワットの平均出力やピーク出力が実現できる。
準CWファイバーレーザーは、より高い電気光学変換効率を提供し、加工速度と生産効率を大幅に向上させる。
他のレーザーシステムと比較して、準CWファイバーレーザーは10倍の光電変換効率を提供することができ、パッシブ冷却方式で30%以上の電気光学変換効率を達成することができます。
その高い平均出力とパルス繰り返し周波数により、その加工速度は一般的なレーザーの3-4倍である。
電力コストが大幅に削減され、消耗品や予備部品が不要で、メンテナンス需要が低く、予熱時間の要件がないため、コストの最適化につながる。
パルスファイバーレーザーはQスイッチファイバーレーザーとモードロックファイバーレーザーに分けられる。
Qスイッチング技術とは、短い時間間隔でレーザーエネルギーを圧縮し、高いピーク出力と狭いパルス幅を持つレーザー出力を形成する技術である。
Qスイッチングの原理は、レーザーに損失調整装置を追加することである。
ほとんどの時間帯で、レーザーの損失は非常に大きく、光出力はほとんどない。
短時間でデバイスの損失を減らし、レーザー出力を高強度の短パルスにする。
QスイッチはQスイッチ技術の中核をなすデバイスで、アクティブまたはパッシブ方式でQスイッチファイバーレーザーを実現できる。
Qスイッチパルスファイバーレーザーは、高ピークパワー、高シングルパルスエネルギー、任意のスポット径という特徴を持っています。
それは広く非金属、金、銀、銅、アルミニウムおよび非高反射の印、精密処理、写実的な印、深い彫版、シートの精密切断、訓練および他の分野で使用される 材質 ステンレス鋼.
マーキングの用途という点では、CO2 レーザーはコストが安く、性能も安定している。
モードロックパルスファイバーレーザーは、アクティブモードロックまたはパッシブモードロックによって超短パルスを生成します。
変調器の応答時間によって制限されるが、アクティブ・モード・ロッキングによって生成されるパルス幅は広く、一般にピコ秒オーダーである;
パッシブ・モードロックは、応答時間の短いパッシブ・モードロック・デバイスを使用し、フェムト秒パルスを発生させることができる。
モードロックの簡単な原理は、共振器内の互いに独立した縦モードが一定の位相関係になるように適切な手段を講じることである。
隣接する縦モードの位相差が一定であっても、レーザーは極めて狭いパルス幅と高いピークパワーを持つパルスを出力する。
モードロックパルスレーザーは、優れたビーム品質、超短パルス幅、高パルスエネルギーという利点を持つ。
金属、ガラス、セラミックス、シリコン、プラスチックなど、さまざまな材料の微細加工に適している。
医療分野では、モードロックレーザーはレーザーメスや眼科手術にも使われている。
例えば、光化学効果はスキンケアにも使われている。
短パルス、高ピークパワーという特徴から、モードロックレーザーはイメージング、顕微鏡、分光など様々な手法で広く使われている。
また、電気光学サンプリング測定、距離測定、周波数測定、集積電子回路のタイミング測定などの分野でも使用されている。
ファイバーレーザーから直接出力されるレーザーは、波長960nm~2.05μmの近赤外光が主流。
波長の短い順に並べると、X線から遠赤外まで、波長0.001nmから1000ミクロンまでのあらゆるレーザーをカバーしている。
なかでもファイバーレーザーが直接出力するレーザーは、主に近赤外域にある。
しかし、さまざまな用途のニーズに応えるため、ファイバーレーザーは周波数を2倍にすることで可視光を出力することができ、主な用途は緑色光である;
光ファイバーにフッ化物をドープすることで、中赤外光を出力することができる。
図.3 光ファイバーの波長一覧

表1.波長別レーザー
| 名称 | 波長範囲 | 主要製品 |
| 遠赤外線レーザー | 30~1000ミクロン | 分子 ガスレーザー自由電子レーザー |
| 中赤外レーザー | 3~30ミクロン | CO2分子ガスレーザー |
| 近赤外レーザー | 0.76~3ミクロン | ファイバーレーザー、CaAs半導体ダイオードレーザー、パーシャルガスレーザー |
| 可視光レーザー近赤外レーザー | 380 nm ~ 780 nm | ルビーレーザー、He Neレーザー、アルゴンイオンレーザー、クリプトンイオンレーザー |
| 近紫外レーザー | 200 nm ≈ 400 nm | 窒素分子レーザー、フッ化キセノンエキシマレーザー、フッ化クリプトン(KrF)エキシマレーザー |
| 真空紫外レーザー | 5 nm ~ 200 nm | 水素(H)エキシマレーザー、キセノン(Xe)エキシマレーザー |
| X線レーザー | 0.001 nm ~ 5 nm |
中赤外レーザーの波長は主に約23ミクロンから3.9ミクロンで、励起には希土類イオンをドープしたフッ化物ガラスファイバー媒質が必要である。
下図のファイバーレーザーの赤外遷移により発生する蛍光スペクトルから、ホルミウムドープイオン(Ho3 +)とエルビウムドープイオン(Er3 +)は、適切な媒質条件下で励起されることにより、直接発生させることができることがわかる。
フッ化物ガラスファイバーレーザーは、2.3〜3.5μmの帯域で高い効率と出力を持ち、波長は3.5μm以上である。
光ファイバー伝送や希土類イオン遷移放射に必要な低フォノンエネルギーに対応できる材料は非常に少ない。
シングルドープHo3+フッ化物ファイバーレーザーは、低温で3.9μm帯のレーザーを発振する。
図4 各種希土類イオンファイバーレーザーの最大出力と発振波長の関係

その波長特性により、中赤外レーザーは大気の窓を開くことができ、レーザー誘導、位置決め、測定に広く使用されている。
軍事分野では、レーザーの指向性エネルギーの応用や大気透過窓を通した長距離伝送には、強力なビームエネルギーが必要である。
赤外線ミサイル対策では、中赤外レーザーは3〜5μm帯の大気透過窓を得ることができる。
数キロワットのシングルモード出力を持つ中赤外ファイバーレーザーは、対巡航ミサイル、ロケット誘導、UAV空域偵察などの国防戦争プラットフォームでさらに広く使用される可能性がある。
中赤外ファイバーレーザーは、その強い指向性と人間の目の安全性から、医療分野で広く使用されている。
中赤外レーザーの帯域は人間の目に安全で、水に強く吸収される。
レーザーの強い指向性により、レーザー手術では組織貫通の深さは浅く、物理的損傷の範囲は非常に小さく、高精度を達成することができる。
現代医療では、中赤外レーザーは主に光熱効果を利用して病変組織を治療または切除する。
整形外科、胃腸科、泌尿器科で広く使用されている。
泌尿器組織の切除や切断、故障した臓器の蒸散や摘出に理想的な医療用レーザー光源となっている。
脂質、骨、タンパク質を多く含む組織を切断する過程で、中赤外レーザーを使用すると、軽度の損傷が生じる。
ファイバーレーザーは、周波数を2倍にすることで緑色の光出力を得ることができる。
周波数倍増グリーン・ファイバー・レーザーは、その活性化媒質が532nmのレーザー・ビームを直接放出しないため、厳密な意味でのグリーン・ファイバー・レーザーではないが、このタイプのファイバー・レーザーは、600kHzまでのパルス持続時間と繰り返し周波数の狭い範囲を提供する。
高い分光輝度を持つレーザー光源は、効率的な変換を促進し、84%の変換効率と20%以上の電気光学変換効率を実現する。
355nmと266nmの高出力へのアップグレードは可能である。
グリーンレーザーは、印刷、医療、データストレージ、軍事、生物学などの分野で広く使用されている。
例えば、IPGのグリーンファイバーレーザーは、粒子イメージング、速度測定/流れの可視化、画像診断と手術、光キャプチャ/光ピンセット、太陽電池製造、製造検査と品質管理、ホログラフィと干渉計、エンターテイメントとプロジェクションなどに使用できる。
ファイバーレーザーは主に希土類元素をドープしたファイバーを利得媒質として使用し、希土類元素の違いによって使用波長が異なる。
ドープファイバーとは、希土類イオンなどの不純物をファイバーコアに添加することで、ファイバーを改質し、レーザー効果を発揮するものです。
動作原理は、まずポンプ光がカップリングシステムを通して希土類イオンでドープされた利得媒質にカップリングされ、次にドープされたコアの希土類イオンがポンプ光子エネルギーを吸収し、エネルギー準位遷移を生じるというものである。
例えば、エルビウム(Er3 +)、プラセオジム(Pr3 +)、ツリウム(Tm3 +)、ネオジム(Nd3 +)、イッテルビウム(Yb3 +)などの希土類イオンをドーパントとして使用して光ファイバーを作り、ドープファイバー増幅器(XDFA)やファイバーレーザー(XDFL)を作ることができる。
希土類元素によって作用する波長域は異なるが、近赤外線の範囲にある。
図5 一般的なドープコアにおける希土類イオンの動作波長。

イッテルビウム添加ファイバー・レーザーは、その高い安定性、良好なビーム品質、高いスロープ効率により、急速に発展してきた。
イッテルビウム添加ファイバーには多くの利点がある。
イッテルビウムドープファイバを用いて開発したファイバレーザは、高いスロープ効率と光変換効率を有し、1m帯域で高出力のレーザ出力を得ることができる。
そのため、多くの注目を集め、急速に発展してきた。
レーザー産業における主要な指導力となっており、工業加工、医療、国防などの分野で良好な応用の見通しを持っている。
類家レーザーのほとんどのレーザー製品は、イッテルビウムドープファイバーを使用しています。
表2.国内外の主要ミラードープ光ファイバ製品の比較
| 会社概要 | 技術の採用 | 製品の状態/価格 | コア径( μ m) | クラッド径 | コア開口数 NA |
| ヌファーン | 超大モードフィールドミラードープファイバ(3クラッド) | 売りUSD 1030 / M | 290.0±20.0 | 400±18 | 0.110±0.010 |
| 夜 | 大きなモードフィールドを持つダブルクラッドイッテリビウムドープファイバ | 売る | 20.0±1.5 | 400±10.0 | 0.070±0.005 |
| 長飛光ファイバー | 大きなモードフィールドを持つダブルクラッド・イッテルビウムファイバー | 売る | 20.0±2.0 | 400±15.0 | 0.06±0.01 |
| ビーコン・テクノロジー | ダブルクラッドイッテリビウムドープファイバ | 売る | 20.0±2.0 | 400±5.0 | 0.075±0.005 |
| 武漢瑞新 | 大きなモードフィールドを持つダブルクラッドイッテリビウムドープファイバ | 売る | 20.0±1.5 | 400.0±10.0 | 0.065±0.005 |
イッテルビウム添加ファイバーレーザーは、主に連続レーザーやパルスQスイッチレーザーに使用されている。
イッテルビウムイオンの単純なエネルギー準位構造と小さな粒子損失により、このレーザーは高出力動作下で高い変換効率と低い熱影響を持ち、利得帯域幅が広い(975nm~1200nm)。
同時に、イッテルビウムイオンの上層の寿命は比較的長く、通常は約1ミリ秒である。
これらはQスイッチング技術にとって好都合である。
そのため、パルスレーザーでは超短パルス出力が実現されている。
CWレーザーの側面では、イッテルビウム添加ファイバーレーザーの出力は10000ワットのオーダーに達している。
エルビウムドープファイバーレーザーは、安全な波長と超高パルスエネルギーの特性を持っています。エルビウムドープファイバーレーザーは、シングルモード動作が可能で、線幅が極めて狭く、単色性、安定性に優れています。
エルビウムイオンは利得帯域幅が広く、レーザー共振器内のマルチモード発振を悪化させ、超短パルスレーザーを実現することができる。
波長1.5μmのレーザーは、人間の眼に対する安全性(「人間の眼に対する安全性」とは、波長1.5μmのレーザーが人間の眼に障害を与える閾値よりも著しく低いことを指す)が高いというユニークな特性を持っているため、自由空間光通信、ライダー、環境検出、ワークの校正、工業加工などの分野で幅広く実用化されている。
エルビウム添加ファイバーは、その適切な波長のため、光ファイバー通信の分野で広く使用されている。
エルビウム添加ファイバーは波長1550nmで高い利得を持つため、約40nmの利得スペクトルプロファイルは光ファイバー通信における低損失の最良のウィンドウに相当し、潜在的な応用価値がある。
ツリウムドープファイバーレーザーは、閾値が低く、効率が高く、ビーム品質が良いという特徴がある。
ツリウム添加ファイバーレーザーは、人間の目に安全な波長のファイバーレーザーの研究ホットスポットであり、ツリウム添加ファイバーレーザーは、Sバンド(150〜75mm)で動作することができます。
潜在的な通信リソースの周波数空間を開発し、光ファイバー通信システムの容量を向上させる上で非常に重要な役割を果たしている。
Qスイッチや連続スリウムドープファイバーレーザーは、ここ数年でより高い平均出力まで発展してきた。
現在では、平均出力10Wの商業用パルスレーザーを提供できるサプライヤーが一定数存在する。
ツリウムドープファイバーレーザーは、レーザー医療、ライダー、宇宙光リモートセンシングなどの分野で広く使用されている。
ツリウムドープファイバーレーザーの出力波長は約2μm。
液体水の強い吸収帯は約1950nmで、これは標準的なツリウムファイバーレーザーの波長に近いため、吸収特性は大幅に改善される。
一般に水は多くの有機化合物や無機化合物の中に存在するため、2μmのスペクトル領域で吸収特性を向上させる材料が数多く存在する。
そのため、ツリウム添加ファイバーレーザーは、医療、目の安全、超高速光学、短距離リモートセンシング、生物学にとって理想的な光源であり、良好な発展の見込みがあると考えられている。
同時に、医療の分野でもツリウムドープファイバーレーザーは、気化促進、超微細切断技術、医療における凝固止血など、多くの応用がある。
高出力ツリウムドープファイバーレーザーは、人間の目に安全な波長やライダー光源として使用できるだけでなく、固体結晶レーザーのポンプ光源として使用することで、より長波長の赤外レーザーの出力を実現することができます。
図6 波長別の液体水の吸収特性

ファイバーレーザーは、卓越した性能上の利点と明白な代替効果を持っています。
炭酸ガスレーザーは分子レーザーの一種である。
一般的な高出力CWレーザーの一つである。
主原料は二酸化炭素分子である。
COの主な構造2 レーザーには、レーザー管、光共振器、電源、ポンプが含まれる。
出力が大きく、連続作業が可能なのが最大の特徴だが、構造が複雑で容積が大きく、メンテナンスが難しい。
図7 炭酸ガスレーザーの構造

粒子数反転は炭酸ガスレーザーの発光の鍵である。
炭酸ガスレーザーの作動物質には、炭酸ガス、窒素、ヘリウムが含まれる。直流電源が投入されると、混合ガス中の窒素分子が電子衝撃によって励起される。
励起された窒素分子が二酸化炭素分子に衝突すると、二酸化炭素分子にエネルギーが伝達され、二酸化炭素分子が低エネルギー準位から高エネルギー準位に遷移し、粒子数反転を形成してレーザーを放出する。
図8 炭酸ガスレーザーの発光過程の模式図

光ファイバーと炭酸ガスレーザーにはそれぞれ利点があるので、異なるニーズに応じてツールを選択する必要がある。
現在広く使用されている切断技術から、ファイバーレーザーとCO2 レーザーは、特定のアプリケーション要件に直面した場合、それぞれの長所と短所がある。
完全に取って代わることはできないが、補完し、共存する必要がある。
加工材料の種類に関しては、吸収効果のため、ファイバーレーザーは非切断には適さない。金属材料従来のCO2 レーザーは、銅やアルミニウムのような反射率の高い材料の切断には適さない;
切断速度に関しては、CO2 ファイバーレーザーはより速くシートを切断する一方で、厚さが6mmを超えるシートには利点がある;
レーザー切断の前に被加工物を貫通させる必要があり、CO2 はファイバーレーザーよりかなり速い;
切断部の品質に関しては、CO2 レーザーは全体としてファイバーレーザーより優れている。
表3.ファイバーレーザーと炭酸ガスレーザーの比較
| ファイバーレーザー | 炭酸ガスレーザー | |
| 切断材料 | 非金属材料は切断できない | 高反射素材は適応性に劣る |
| 切削速度 | 3mm以下の明らかな利点 | 炭酸ガスは6mmを超えると有利になる。 |
| 浸透効率 | スピードは比較的遅い | 厚みが増すほど、その利点は明らかだ。 |
| セクションの質 | やや悪化 | より良い粗さと垂直性 |
ファイバーレーザーは光変換効率が高く、コストが低い。
計算によると、ファイバーレーザーの使用コストは23.4元/時間、炭酸ガスレーザーの使用コストは39.1元/時間であり、そのうちファイバーレーザーの電力コストは7元/時間、水冷コストは8.4元/時間、その他のコストは8元/時間である;
炭酸ガスレーザーの電力コストは21元/時間、水冷コストは12.6元/時間、その他のコストは5.5元/時間である。
表4.ファイバーレーザーと炭酸ガスレーザーのコスト比較
| ファイバーレーザー | 炭酸ガスレーザー | |
| 出力(kw) | 3 | 3 |
| 光変換効率 | 30% | 10% |
| 消費電力(kw) | 10 | 30 |
| 電気料金(元/kWh) | 1 | 1 |
| 負荷持続時間 | 70% | 70% |
| 電力コスト(元/時間) | 7 | 21 |
| 水冷装置出力(kw) | 12 | 18 |
| 電気料金(元/kWh) | 1 | 1 |
| 負荷持続時間 | 70% | 70% |
| 水冷コスト(元/時間) | 8.4 | 12.6 |
| 消耗品コスト(元/時間) | 3 | 2.5 |
| モジュール消費コスト(元/時間) | 5 | |
| メディアコスト(元/時間) | 1 | |
| 従来のポイントソリューション(元/時間) | 2 | |
| その他の費用(元/時間) | 8 | 5.5 |
| 利用料金(元/時間) | 23.4 | 39.1 |
YAGレーザーとは、一般的にNd.YAGレーザー(ルビジウムドープイットリウムアルミニウムガーネット結晶)は、Nd. 固体レーザー.
結晶中のルビジウム原子の含有量は0.6~1.1%で、パルスレーザーまたは連続レーザーを発生させることができ、放出される光は波長1.064μmの赤外光である。
Nd.YAGレーザーはクリプトンランプやキセノンランプをポンプランプとして使用することが多いが、これは特定の波長のポンプ光だけがNdイオンに吸収され、ほとんどのエネルギーは熱エネルギーに変換されるためである。
一般にYAGレーザーのエネルギー変換効率は低い。
図9 Nd:YAGレーザーのシンプルな構造

ファイバーレーザーの発展により、YAGレーザーは徐々に取って代わられるかもしれない。
YAGレーザーは、主に切断やレーザー加工に使用される。 溶接工程 しかし、ファイバーレーザーの発展に伴い、YAGレーザーは徐々にファイバーレーザーに取って代わられるかもしれない。
切断分野では、YAGレーザーは購入コストが安く、高反射材を切断できるが、加工パワーが低く、エネルギー消費率が高い。 スローカット ファイバーレーザーは出力効率が高く、調整やメンテナンスが不要である;
溶接の分野では、準連続ファイバーレーザーの出現後、パルス状ネオジム:ヤグレーザーに代わって急速に普及し始めた。
YAGレーザーに比べ、準CWファイバーレーザーはマイクロ秒からミリ秒のパルス幅で数ジュールから数十ジュールのパルスエネルギーを供給することができる。
その高い平均出力とパルス繰り返し周波数は、処理速度と生産効率を大幅に向上させる。
の長所を持っているに等しい。 ボーリング とYAGレーザーの溶接能力、そしてCO2 レーザーを同時に照射する。
より幅広い用途がある。
表5.YAGレーザーとファイバーレーザーの比較
| レーザー | YAGレーザー | ファイバーレーザー |
| 主な構成 | ポンプランプ, Nd: YAG, 共振システム | 半導体ポンプ、光ファイバー共振システム、 伝送システム |
| ウォールプラグ効率 | 4%~5% | 30%について |
| 加工角度 | 購入コストが安く、反射率の高い素材も切断可能 | カッティングパワーは高く、効率は速く、ハイパワーは小さなパッケージで実現できる。 |
| コストの観点 | 成熟した技術は比較的安価 | 技術の漸進的発展に伴い、消費電力は小さくなっている。 |
| メンテナンスの角度 | 光学レンズなし、調整・メンテナンスフリー |
半導体レーザーレーザーダイオードとも呼ばれ、半導体材料を作動材料として使用する。
一般的な作動材料には、ガリウムヒ素や硫化カドミウムなどがある。
電気注入、電子ビーム励起、光ポンピングの3つの励起モードがある。
半導体レーザーの主な利点は、体積が小さく、効率が低く、エネルギー消費が大きいことである。
レーザー通信、レーザー治療、その他の分野で広く使用されている。
また、ファイバーレーザーの励起光源には通常、半導体レーザーが使われている。
電気注入式半導体レーザーを例にとると、通常、半導体材料にGaAS(ガリウムヒ素)、InAS(インジウムヒ素)、Insb(インジウムアンチモン)などを添加して半導体表面接合ダイオードを作る。
ダイオードに十分な大電流が注入されると、中間活性領域の電子(負に帯電)と正孔(正に帯電)が自発的に化合し、余分なエネルギーを光子の形で放出する。
そして、共振器の選別と増幅を経てレーザーが形成される。
図10 半導体レーザーの単純構造の模式図

直接半導体レーザーは明白な特徴を持ち、川下での応用範囲は広い。
直接半導体レーザーは、コンパクトな構造、低メンテナンスコスト、最大47%の電気光学変換効率を持っています。主に溶接やクラッディングに使用されます。
低出力半導体レーザーは、主にプラスチック溶接や錫溶接に使用される。
光ファイバー出力溶接により、非接触の遠隔操作を実現し、自動生産ラインとの統合に便利です;
キロワットクラスの直接半導体は、肉盛溶接や金物溶接に使用できる。
光スポットが大きく、電気光学変換率が高いという特徴がある。
産業以外の分野でも、半導体レーザーは軍事、情報、医療、生命科学の分野で広く使われている。
表6.直接半導体レーザー・アプリケーション
| フィールド | 分譲申請 | アプリケーションシナリオ |
| 産業 | 溶接 | プラスチック加工、金物溶接 |
| クラッディング | 鉄鋼、航空宇宙 | |
| ミリタリー | レーダー | ライダーシステム、自動識別補正システム |
| ガイダンスとフューズ | レーザービーム誘導、レーザー照準、警告照準 | |
| インフォメーション | 信号通信 | 光ファイバー通信用光源 |
| 情報調査 | スペクトル解析、光コンピューティング、光ニューラルネットワーク | |
| 医療 | 臨床操作 | 軟部組織切除と組織連合 |
| ライフサイエンス研究 | 光学ピンセット |
半導体レーザーは加工用途への可能性を秘めているが、技術的な欠陥によって制限されている。
研究によると、直接半導体レーザーは材料加工への応用可能性が高く、ファイバーレーザーや炭酸ガスレーザーよりも切断速度や切断品質が優れている。
しかし、半導体レーザーの最大の欠点は、高出力でのビーム品質が低いことである。 レーザー出力.
現在、工業用半導体レーザーは、電気メッキなど一部の加工に限られている、 ろう付け そして、より多くのハイパワー溶接。
したがって、半導体レーザーが材料加工分野全体に革命をもたらしたり、他の光源に取って代わったりすることは、今後数年間はないだろう。
表7.ダイレクト半導体レーザー、ファイバーレーザー、炭酸ガスレーザーの切断加工の比較
| 直接半導体レーザー | ファイバーレーザー | 炭酸ガスレーザー | |
| 共通バンド( μ m) | 0.97 | 1.07 | 10.6 |
| 電気光学変換率 | 47% | 30% | 10% |
| 金属吸収率 | 0.97 | 1.07 | 10.6 |
| シートカット スピード | 47% | 30% | 10% |
| 最大切断厚さ(mm) | 15 | 12 | 25 |
| 切断品質(4mm以上) | より高い | より高い | より低い |
| 出力ビームの品質 | 最速 | より速く | 最も遅い |
上記の分析によると、CO2 レーザーとYAGレーザー、ファイバーレーザーは、明らかにコストとアプリケーションの利点を持っているか、徐々に置き換えられます。
その一方で、半導体レーザーは依然として技術的なボトルネックによって制限されている。
現時点では限界があり、今後数年で他の光源に取って代わることはないだろう。
そのため、ファイバーレーザーの透過性改善の余地は広い。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







