36種類のサーモメカニカルトリートメントを探る
製造工程では、熱と圧力をどのように融合させ、優れた材料を作り出しているのでしょうか?変形と熱処理を組み合わせた方法である熱機械処理は、機械的特性を高め、エネルギーを節約する。本記事では、熱機械処理について解説する。
熱と圧力を単一のシームレスなプロセスで組み合わせることで、金属を強化できるとしたらどうだろう?熱機械処理はまさにそれを実現します。この技術は、金属の耐久性と靭性を向上させるだけでなく、構造特性も最適化します。この記事では、熱機械処理の7つの本質的な種類とその用途を明らかにし、金属加工の革新に対する理解を深めるための洞察を提供します。この革新的なプロセスによって、材料工学プロジェクトがどのように向上するのか、ぜひご覧ください。
熱機械処理は、金属材料の変形強化や相変態強化を効果的に利用するために、加圧処理と熱処理を組み合わせた金属熱処理プロセスである。
加圧加工と熱処理工程を組み合わせることで、この工程は成形工程と最終的な特性を得る工程を一体化させる。
では、サーモメカニカル治療のカテゴリーと用途を探ってみよう。
| シンボル | 意味 |
| A1 | 温度 オーステナイトフェライト、セメンタイトまたはカーバイドが平衡状態で共存する。 |
| A3 | の最高共存温度 オーステナイト 低共析鋼のフェライトと平衡状態 |
| Ac1 | 鋼を加熱したときにオーステナイトが形成され始める温度 |
| Ac3 | 低共析鋼を加熱したとき、すべてのフェライト相がオーステナイト相に変化する温度。 |
| Ar1 | 鋼の高温オーステナイト化および冷却中に、オーステナイトがフェライトとパーライトに分解する温度。 |
| Ar3 | 冷却されたオーステナイトが遊離フェライトを析出し始める温度。 |
| アクム | 超共析鋼において、オーステナイトとセメンタイトまたは炭化物が平衡状態で共存する最高温度が超共析鋼の上部臨界点である。 |
| アコム | 加熱中にすべての二次セメンタイトがオーステナイトに溶解する最終温度。 |
| アーク | 冷却中にオーステナイトが二次セメンタイトを析出し始める温度。 |
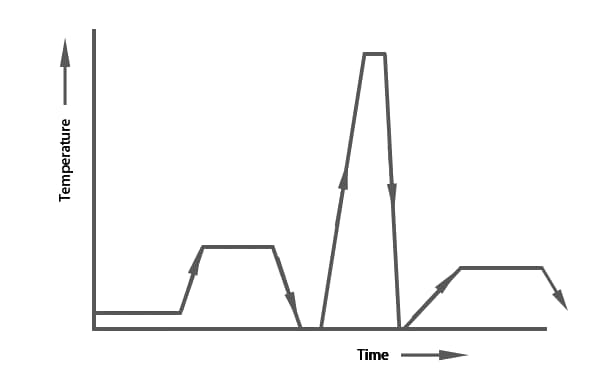
サーモメカニカル トリートメント
これは、変形強化と相変態強化を組み合わせた総合的な強化プロセスである。の塑性変形と固相変態という2つのプロセスを含む。 金属材料これらは相変態プロセスや生成物に影響を与えるように統合されている。の構造の変化を利用することで 金属材料 この工程は、変形中に所望の構造と特性を得ることを目的としている。
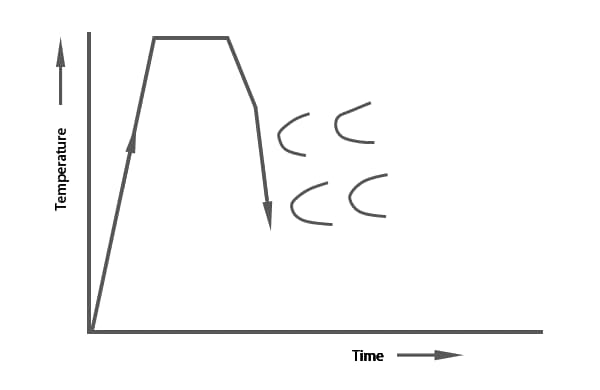
変形は、鋼のAr3変態温度以上、またはAr1とAr3の温度範囲の間で行われる。あるいは、合金の固溶化熱処理温度以上で行うこともできる。変形後、材料は 焼き入れと焼き戻し.
再加熱と焼入れの工程を省くことで、鋼の強度を10-30%向上させ、靭性と耐疲労性を改善し、焼戻し脆性のリスクを低減することができます。この技術は、非鉄合金の強度と塑性を向上させるのにも効果的です。
この製法は、炭素鋼、低級鋼、中級鋼の板、帯、パイプ、ワイヤー、棒鋼の製造に一般的に採用されている。 合金鋼単純な形状の機械部品と同様に。
鋼はAr3以上またはAr1とAr3の間で変形される。その後、550 ℃以上になるまで空気または水で冷却し、その後空冷してフェライト-パーライトまたはベイナイト組織を得る。
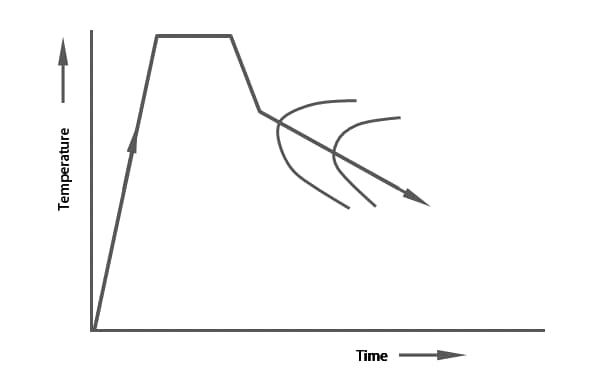
を増やすことである。 降伏強度このため、Nb、V、Tiを含む低炭素鋼、溶接可能な鋼板、鋼帯、線材など、さまざまな製品の製造に適している。これらの製品は、焼入れ・焼戻しを行わない。
鋼は、過冷却オーステナイトの安定域(500~600℃)で変形させ、焼入れ・焼戻しする。
鋼の塑性を確保する条件で、強度を大幅に向上させることができる。高強度を必要とする中合金高張力鋼製部品、小断面高張力鋼線、高合金鋼製金型、高速度鋼製工具などに適用できる。
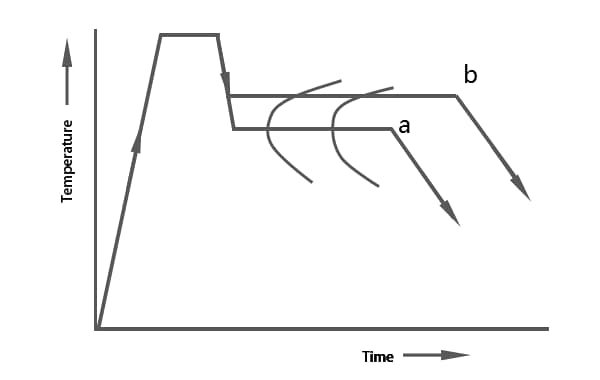
(a) 変形は、鋼のパーライト変態温度域の前と変態中に起こる。
(b) 変形はパーライト変態の後にも起こりうる。
(a)微細なフェライト亜粒と球状炭化物は、鋼の衝撃靭性を数倍向上させることができ、合金構造鋼の小部品の製造に適している。
(b)このプロセスは、球状化時間を大幅に短縮し、球状化温度を下げ、球状化組織を改善することができる。工具鋼および 軸受鋼 を製造している。
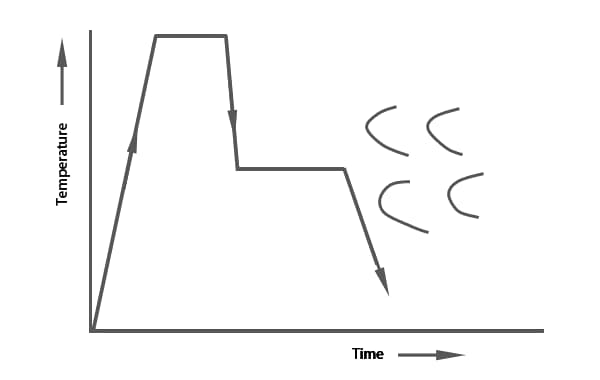
変形は鋼のMs~Mdの温度範囲で行われる。
塑性を確保した状態で強度を向上させる。
オーステナイト系ステンレス鋼および変態誘起塑性鋼(TRIP鋼)に適用できます。

溶体化処理後、時効処理前に冷間加工または温間加工を施す。
強度は大幅に向上し、必要な可塑性は確保できる。
オーステナイト鋼、マルエージング鋼、ニッケル基超合金、アルミニウム合金、銅合金など、強化が必要な鋼種や合金に使用。
室温での冷間変形から始まり、中間焼戻しが行われる。その後、二次急速加熱と焼入れを行い、最終焼戻しを行う。
変形による強化効果を保持できるため、冷間圧延鋼管、冷間引き抜き高強度鋼線、冷間成形が可能な単純形状の小部品の製造に適している。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。