効率を最大化する:レーザー切断における補助ガスとしての空気
簡単な変更で効率を高めながら、レーザー切断のコストを削減することを想像してみてください。この記事では、レーザー切断の補助ガスとして空気を使用することで、それをどのように実現できるかを探ります。
コストを大幅に削減しながらレーザー切断の効率を高めることを想像してみてください。この記事では、レーザー切断におけるエアコンプレッサの重要な役割を探り、エアコンプレッサがいかに精度を高め、運用コストを削減するかを明らかにします。読み進めることで、他のガスよりも圧縮空気を使用する実用的な利点を発見し、技術要件を理解し、レーザー切断のニーズに適したコンプレッサーの選択方法を学ぶことができます。

レーザー切断では、高出力密度のレーザービームを使用して小さなスポットに光を集光し、材料が沸点に達して気化して空洞が形成されるまで急速に加熱する。その後、レーザービームは材料の表面に沿って移動し、切り口を形成して対象物の加工を完了する。
レーザー切断は熱切断法の一種で、さらにレーザーガス化切断、レーザー溶融切断、レーザー酸素アシスト溶融切断、制御破壊切断の4つに分けられる。
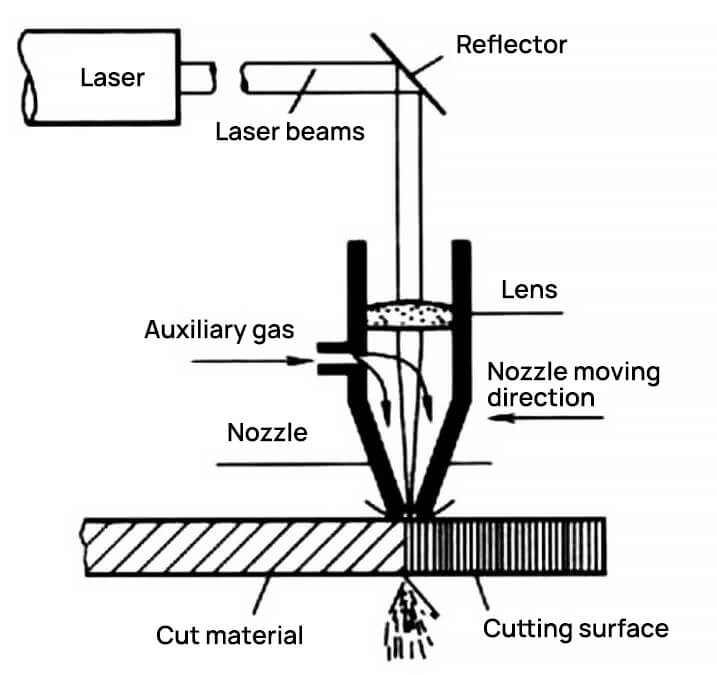
レーザーの動作原理 カッティング
他の切断方法と比較して、 レーザー切断 高速カッティングスピードと高品質な仕上がりで際立つ。
のメリット レーザー切断 を含む:
低炭素鋼板のレーザー切断と他の切断方法の切断速度の比較を下表に示す。
いくつかの切削方法の切削速度の比較:
| 切断方法 | レーザー切断 | プラズマ切断 | オキシアセチレン切断 | ウォータージェット切断 |
| 切削速度 | 非常に速い | 速い | 遅い | 非常に遅い |
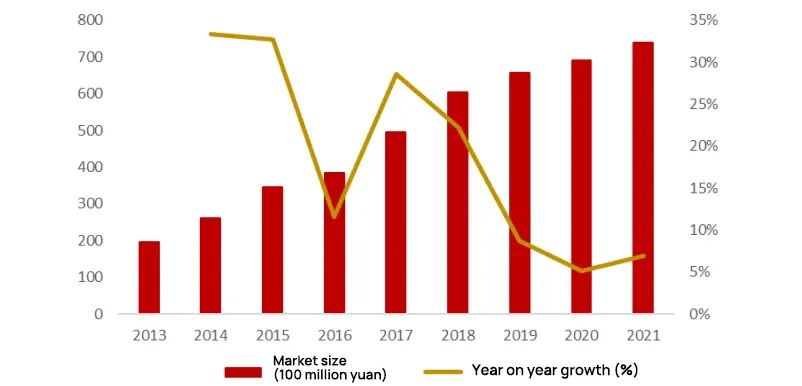
レーザー市場は2020年に成長を経験したが、増加率は過去2年に比べて鈍化した。全産業のレーザー機器の市場売上高(輸入を含む)は692億元で、前年比5.17%の増加となった。
世界経済の動向が不透明なため、2021年の中国レーザー機器市場の総売上高は740億元になり、前年比6.94%増加すると予測されている。
産業用レーザー機器市場では、レーザー切断が最も一般的に使用されているアプリケーションであり、市場の39%を占めている。2位と3位はマーキングと溶接で、それぞれ市場の19%と12%を占めている。
近年、国内のレーザー切断機技術は著しい進歩を遂げ、高出力、高精度、大判化に向かっている。
中国のインテリジェント製造業の推進に伴い、産業部門は伝統的な加工からハイエンド製造への転換が進んでいる。その結果、中国のレーザー切断セクターの市場規模は急速な成長軌道を継続すると予想される。
レーザー切断機は、さまざまな材料や切断に必要な条件を満たすことができる。 複雑な形状.高エネルギーのレーザーとともに、切断プロセスを完了させるために補助ガスも必要である。
レーザー切断に一般的に使用される補助ガスには、酸素(O2)、窒素(N2)、圧縮空気があります。圧縮空気は、酸素や窒素に比べて最も入手しやすく、手頃な価格のオプションです。レーザー切断の補助ガスとして頻繁に使用されます。
圧縮空気の質は、以下の品質に直接影響する。 金属レーザー切断.ガス圧の大きさや安定性などの要因は、切断結果に影響する。
レーザー切断機のサポートに使用するエアコンプレッサーのサイズを選択する際は、レーザー切断ヘッドの設計、必要な補助ガス圧力、ノズルサイズを考慮し、エアコンプレッサーとレーザー切断機の最適なマッチングを確保することが重要です。
レーザー切断を行う場合、切断ガスの選択は切断する材料の種類によって異なります。切断ガスの選択とその圧力は、切断の品質に大きく影響します。 レーザー切断工程.
レーザー切断に最も一般的に使用される補助ガスには、酸素(O2)、窒素(N2)、圧縮空気、場合によってはアルゴン(Ar)などがある。
切削ガスはその圧力によって高圧ガスと低圧ガスに分類される。

レーザー切断補助ガスの主な機能は、燃焼と放熱のサポート、切断時に発生する溶融残渣の除去、溶融残渣のノズルへの跳ね返りの防止、集光レンズの保護などである。
レーザー切断プロセスと補助ガスの選択は、切断される材料とレーザー切断機の出力に依存する。
以下は、さまざまな種類の補助ガスの特徴、用途、適用範囲についてまとめたものである:
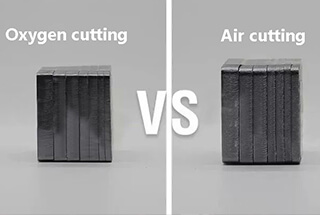
酸素は主に切断に使用される。 炭素鋼材料.酸素と鉄の化学反応から発生する熱は、金属の吸熱溶融を促進するため、切断効率が向上し、より厚い材料の切断が可能になる。これにより、レーザー切断機の加工能力が大幅に向上する。
しかし、酸素が存在すると、切断面に酸化膜が形成され、周囲の材料に焼き入れ効果をもたらし、硬度が上昇する。これは、その後の加工に影響を与える可能性がある。
酸素で切断された炭素鋼板の切断面は通常、黒色か濃い黄色である。これらの鋼板は通常、低圧酸素で切断された後、打ち抜かれる。
切断の補助ガスとして窒素を使用すると、溶融金属の周囲に保護雰囲気が形成され、酸化が防止され、酸化膜の形成が回避されます。その結果、酸化のない切断が可能になります。
しかし、窒素は金属と反応しないため、酸素に比べて反応熱が不足し、切断能力が弱くなる。さらに、窒素切断時の窒素消費量は酸素の数倍で、切断コストが高くなる。
非酸化性切断の利点は、直接溶接、コーティング、強力な耐食性などである。切断面は白色である。
窒素は通常、以下の用途に使用される。 ステンレス鋼の切断亜鉛メッキ板、アルミニウム板、アルミニウム合金板、真鍮など。低圧穿孔法、高圧切断法ともに対応可能。
窒素切断では、ガスの流量が切断に大きな影響を与える。最適な切断を行うためには、切断ガス圧力を確保しながら、十分なガス流量を維持することが重要です。
圧縮空気は簡単に入手でき、エアコンプレッサーで直接供給できるため、酸素や窒素よりもはるかに安価である。
空気には20%程度の酸素しか含まれていないため、酸素切断に比べると切断効率は劣るが、切断能力は窒素切断に近く、窒素切断よりもわずかに高い。
の切断面。 エアカット は黄色である。
切断材の表面色に厳しい要求がない場合、切断に圧縮空気を使用するのが、窒素を使用するのに比べて最も経済的で実用的な選択肢である。
アルゴンは不活性ガスで、酸化や窒化を防ぐためにレーザー切断でよく使用される。また、溶接工程でも利用できる。しかし、アルゴンは窒素に比べてコストが高いため、一般的なレーザー加工では費用対効果が低いことに注意する必要がある。 レーザー切断アプリケーション.
アルゴン切断は主に次のような用途に使用される。 チタン やチタン合金のアルゴン切断で得られる切断端面は白色である。
現在、液体窒素の市場価格は1トン当たり約1400元である。液体 レーザー切断用窒素デュワー缶が必要で、一般的な缶は120kg入る。液体窒素1kgのコストは3元以上。
トン当たり1400元で計算してみよう。
120×1.4=168元、標準状態の窒素の比重は1.25kg/mである。3従って、デュワー・タンク内の液体窒素の最大使用量は約120÷1.25=96Nmとなる。3これを1nmあたりの窒素コストに換算すると168/96=1.75元/Nm3.
国産ブランドのエアコンプレッサーを使用して16barの圧縮空気を供給する場合、1.27m3 このタイプのエアコンプレッサーの全負荷入力電力は13.4kwである。
工業用電気料金を1.0元/kWhとすると、1mあたりの空気代は以下のようになる。3 は13.4×1.0/(1.27×60)=0.176元/m3.
実際の消費量が0.5mの場合3 ガス毎分、レーザー切断機は1日8時間動作し、窒素切断と比較して空気切断を使用することによって節約される毎日のコストは:(1.75-0.176)x8x60x0.5=378元。
レーザー切断機が年間300日稼働するとすると、1年間に節約できるガス代は378×300=113400元となる。
切断に窒素の代わりに圧縮空気を使用することが、より経済的で実用的な選択肢であることは明らかです。近年、レーザー切断技術は大きな進歩を遂げ、高出力、高精度、大判サイズに焦点が当てられています。
中国がインテリジェント・マニュファクチャリングに移行するにつれ、産業部門は従来の加工からハイエンド製造へと変貌を遂げつつある。
中国のレーザー切断市場は急成長を続けると予想され、レーザー・エア・コンプレッサに十分な市場機会を提供している。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。