
溶接ヒュームを理解する:形成、危険性、保護メカニズム
溶接ヒュームは、有毒ガスや微粒子を含み、深刻な呼吸器疾患や全身疾患につながる可能性があるため、環境と労働者の健康の両方に重大な危険をもたらす。この記事...
ある溶接部は強いが、他の溶接部はなぜ失敗するのか、不思議に思ったことはないだろうか。この記事では、溶接中に影響を受ける重要なゾーン、すなわち溶接融合部と熱影響部(HAZ)について掘り下げます。これらの領域は、溶接継手の完全性と性能に大きな影響を与えるため、その理解は極めて重要です。溶接に関連する構造と熱サイクルを探求することで、溶接品質を向上させるための課題と方法についての洞察を得ることができます。より強固で信頼性の高い溶接のために、溶接技術と材料を最適化する方法を発見してください。
溶融溶接中、溶接熱源の作用により、溶接部では溶融状態から固体状態への一連の変化が起こる。
さらに、溶接熱伝達の影響により、溶融していない溶接部両側の母材の組織と特性が変化する。
また、母材と溶接部の間には、溶接部とも母 材とも異なる移行部があり、溶接継手の性能に大 きな影響を与える。

1 - 溶接シーム
2 - フュージョン・ゾーン
3 - 熱影響ゾーン
4 - ベースメタル
溶接継手の重要な領域である融合帯は、溶接金属と熱影響部(HAZ)の間の移行を示す。この微細な領域は、拡大しても見分けがつかないことが多いが、溶接部の全体的な完全性において極めて重要な役割を果たしている。
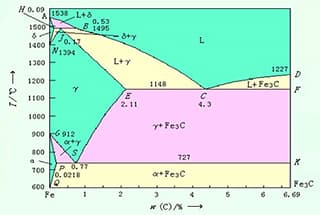
鋼構造において、「過熱組織」は重要な内部欠陥である。異常に大きな結晶粒径を特徴とするこの組織は、鋼材がAC3温度(オーステナイトの生成が完了する温度)以上に長時間加熱された場合や、加熱後に高温が維持された場合に形成される。この現象は鋼の機械的特性に深刻な影響を与える。
フュージョン・ゾーンは、鉄-炭素相図上の固相線と液相線の間の温度である。この温度範囲では、金属は部分的に溶けた状態で存在し、しばしば "Mushy Zone "または "Semi-Solid Region "と呼ばれる。この領域は非常に大きな結晶粒によって特徴付けられ、冷却すると粗い過熱組織となる。この微細組織は、塑性加工性に乏しく、靭性が 低下するため、応力下での溶接の性能を損なう可 能性がある。
フュージョン・ゾーンは、溶接継手内で特異な位 置にあるため、特に欠陥の影響を受けやすい。その固有の化学的および構造的不均質性 は、しばしば亀裂や局所的な脆性破壊の起点と なる。その結果、この領域は通常、溶接継手内で最も破壊靭性の低い領域となり、溶接工程における品質管理と非破壊検査の重要な焦点となる。
このような問題を軽減するため、溶接技術者 はしばしば、制御された入熱、適切な溶加材 の選択、溶接後の熱処理などの技術を採用し、溶 接部の微細構造と特性を最適化する。電子ビーム溶接や レーザー溶接また、フュージョン・ゾーンの幅を最小限に抑え、関連するリスクを軽減することもできる。

の影響を受けて、溶接部上のある点の温度が経時的に変化する過程。 溶接熱 熱源は "溶接熱サイクル "として知られている。この用語は、熱源が近接している溶接 部の特定の点を指す。
その間に 溶接熱サイクル熱源が遠ざかるにつれて温度は徐々に下がり、室温に戻る。熱源が遠ざかるにつれて、温度は徐々に下がり、室温に戻る。この過程は曲線で表すことができる。
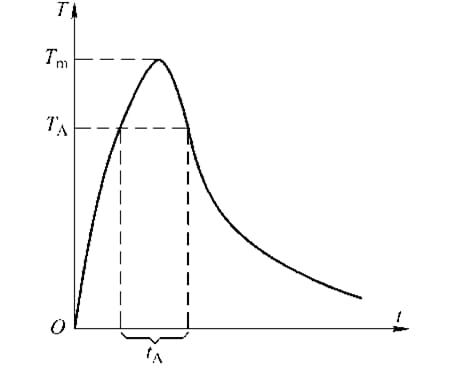
溶接熱サイクル曲線
溶接熱影響部(HAZ)」とは、溶接中に熱に曝される(溶融はしない)ことで、母材の金属組織と機械的性質が変化する領域を指す。 溶接工程.HAZの特性および性質は、溶接継手の特性お よび品質の反映である。
低炭素鋼や合金元素の少ない低合金高張力鋼の場合、溶接熱影響部は "過熱部"、"焼ならし部"、"不完全再結晶部"、"再結晶部 "に分けられる。

非焼入れ鋼の溶接熱影響部
オーバーヒート構造:ウィドマンシュタッテン構造
溶接熱影響部の過熱ゾーンでは、粗大な オーステナイト 粒は、急速冷却下で特殊な過熱構造になる。この組織の特徴は、粗粒の中に平行なフェライト(セメンタイト)針があることである。 オーステナイト 結晶粒の間に残ったオーステナイトはパーライトに変化する。この過熱構造は、"フェライト(セメンタイト)・ウィドマンスタッテン構造 "として知られている。
簡単に言うと、オーステナイト粒が粗く、冷却速度が適切な場合、鋼中のプレユーテクトイド相が針状のフレークパーライトを形成する。ウィドマンシュタッテン組織は、粒径が大きいだけでなく、多数のフェライト針が作る脆弱な表面により、金属の柔軟性が著しく低下し、焼入れの容易でない鋼材では、溶接継手の脆化の大きな原因となる。

熱影響部(HAZ)の幅は、溶接方法、溶接パラメータ、溶接 部のサイズと厚さ、金属材料の熱物性、接合部形状な ど、いくつかの要因に影響される。
HAZの幅を小さくすることは可能である。 溶接パラメータ溶接電流を減らし、溶接速度を上げるなどである。
HAZの幅は、使用する溶接方法によって異なる。電極のHAZ幅の合計 アーク溶接 は約6mmであるのに対し、サブマージアーク溶接では約2.5mm、ガス溶接では約27mmである。
マテリアルマッチング」とは、主に以下のような選択肢のことである。 溶接材料.
低炭素鋼、低合金高強度構造用鋼、低温鋼の場合、 溶接金属と母材の組成は同一である必要はないが、 機械的性質は母材と同一でなければならない。
耐熱鋼やステンレス鋼を加工する場合、溶接 部が母材と同様の高温性能と耐食性を持つよ うにするためには、溶接材料の化学組成を母材 の化学組成に近づける必要がある。
溶融溶接では、溶接金属中の溶融した母 材の割合を溶融比率と呼ぶ。

フュージョンレシオの計算式は以下の通り:
r = Fm/(Fm+Ft)
どこ

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







