
リニアグレーティングスケールの基礎知識:知っておくべきこと
シンプルなガラス面で工作機械の精度を解き放つことを想像してみてください。リニアグレーティングスケールはまさにそれを実現し、細い線を高精度の測定に変換する。この記事では、これらの...
サンドブラストによって表面がどのように変化するのか不思議に思ったことはありませんか?このブログ記事では、サンドブラストの魅力的な世界に飛び込み、その用途、プロセス、さまざまな種類の機械について探ります。当社の専門機械技師がこの強力な技法の複雑さをご案内し、さまざまな素材の特性と外観をどのように向上させるかを明らかにします。ブラストの背後にある科学を発見してください!
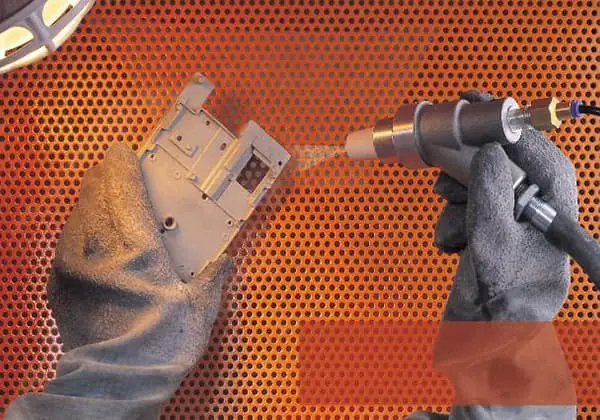
サンドブラストは、圧縮空気を動力源として高速ジェット気流を発生させ、研磨材(銅鉱砂、石英砂、ダイヤモンド砂、砂鉄、海南砂など)を処理すべきワークピースの表面に噴射します。これにより、被加工物表面の外面や形状に変化が生じる。
被加工物の表面に対する研磨材の衝撃と切削作用により、被加工物の表面はある程度の清浄度とさまざまなレベルの粗さを獲得し、それによって被加工物の表面の機械的特性が向上する。
その結果、ワークの耐疲労性が向上し、ワークと塗膜の密着性が高まり、塗膜の耐久性が長くなる。この方法は、塗膜のレベリングや装飾にも有効である。
(1)コーティングまたは接着前のワークピースの前処理のためのサンドブラストは、錆などの汚染物質をすべて除去し、一般に "つや消し表面 "として知られる重要な表面の質感を確立することができる。サンドブラスト装置の研磨材のように、異なる粒度の研磨材を使用することにより、異なる粗さレベルを達成することができ、ワークピースとコーティングまたはメッキの間の接着性を大幅に向上させ、または接着剤の接合部の接着性を強化し、品質を向上させる。
(2)サンドブラストは、残留酸化物や油汚れなど、鋳物や熱処理ワークピースの表面の汚染物質をすべて洗浄し、表面を研磨してワークピースの平滑性を向上させることができる。このプロセスは、均一な金属色を呈することができ、ワークピースの外観をより美しく魅力的にする。
(3)サンドブラストは、機械加工部品の表面の小さなバリをきれいにし、表面を滑らかにすることができ、バリの害をなくし、ワークピースの品質を向上させる。また、サンドブラストにより、ワーク表面の接合部に小さな丸みを持たせることができ、より美しく精密な仕上がりになります。
(4) サンドブラスト後、機械部品は表面に均一で微細な凹凸を作ることができ、潤滑油を蓄えることができ、潤滑条件を改善し、騒音を低減し、機械の耐用年数を延ばすことができる。
(5)サンドブラストは、次のような特殊なワークピースに対して、異なるレベルの反射率または亜光沢を達成することができる。 ステンレス鋼研磨プラスチック、ヒスイ、木製家具の表面のサブグロス、サンドブラスト加工されたガラスの表面に模様をつける、布地の表面を毛羽立たせる。また、装飾的な役割も果たすことができる。
サンドブラスト工程の前処理段階とは、次のことを指す。 表面処理 保護層をスプレーまたはコーティングする前に、ワークピースに対して実施すべきこと。
サンドブラスト工程における前処理の質は、塗膜の接着性、外観、耐湿性、耐食性に影響します。前処理が適切に行われないと、塗膜の下に錆が広がり続け、塗膜がばらばらに剥がれてしまいます。
被膜の比較に暴露法を用いた場合、入念に洗浄された表面と一般に洗浄されたワークピースとでは、被膜の寿命が4~5倍も異なることがある。表面洗浄には多くの方法があるが、最も広く受け入れられている方法は、溶剤洗浄、酸洗、手動工具、電動工具である。
サンドブラスト工程は、圧縮空気を動力として高速ジェット気流を形成し、研磨材をワークピースの表面に噴射して表面外観に変化をもたらす。被加工物の表面に対する研磨剤の衝撃と切削効果により、表面はある程度の清浄度と異なる粗さを獲得し、その結果、被加工物表面の機械的性能が向上する。
サンドブラスト機は、アブレイシブジェット加工で最も広く使用されている製品です。サンドブラスト機は一般に、乾式サンドブラスト機と液体サンドブラスト機に分けられる。乾式サンドブラスト機はさらに吸引式と加圧式に分けられる。
I.吸引式ドライサンドブラスト機械
II.加圧式ドライサンドブラスト機
III.液体サンドブラスト機械
乾式サンドブラスト機と比較して、液体サンドブラスト機の最大の利点は、サンドブラスト工程中の粉塵汚染を効果的に制御し、サンドブラスト作業者の作業環境を改善することである。
クリーン度とも呼ばれ、代表的な国際規格として、1985年に米国が策定した「SSPC-」と、1976年にスウェーデンが策定した「Sa-」があり、Sa1、Sa2、Sa2.5、Sa3の4段階に分かれている。一般的に使用されている国際規格であり、詳細な紹介は以下の通りである:
Sa1レベル - 米国SSPC-SP7レベルと同等。一般的で単純な手作業によるブラッシングとサンディングの方法が用いられている。これは4段階の清浄度の中で最も低いレベルであり、コーティングの保護性能は未処理のワークピースよりわずかに優れている程度である。Sa1レベル処理の技術基準:ワークピースの表面には、オイル、グリース、残留酸化皮膜、錆点、残留塗料などの目に見える汚れがあってはならない。Sa1レベルは、手動ブラッシング洗浄レベル(またはスイープレベル)とも呼ばれます。
Sa2レベル - 米国SSPC-SP6レベルと同等。サンドブラスト洗浄方法を使用し、これはサンドブラスト処理の最低レベル、つまり一般的な要求であるが、塗膜の保護は手動のブラッシング洗浄よりはるかに高い。Sa2レベル処理の技術基準:ワークピースの表面には、目に見える油、汚れ、酸化皮膜、錆、塗料、酸化皮膜、腐食、その他の異物(欠陥を除く)があってはならないが、欠陥はわずかな影、欠陥と錆腐食によるわずかな変色、酸化皮膜と塗料の欠陥を含め、1平方メートル当たり表面積の33%以下に制限される。ワークの元の表面に溝がある場合、溝の底にわずかな錆と塗料が残ります。Sa2レベルは、商業洗浄レベル(または工業レベル)とも呼ばれます。
Sa2.5レベル - Sa2.5レベルは産業界で一般的に使用されており、受け入れ技術要件および標準レベルとして使用することができます。Sa2.5レベルはニアホワイトクリーニングレベル(ニアホワイトまたはアウトホワイトレベル)とも呼ばれる。Sa2.5レベル処理の技術基準:Sa2要求事項の前半と同じですが、欠陥はわずかな影、欠陥や錆腐食によるわずかな変色、酸化皮膜や塗装の欠陥を含む、1平方メートルあたりの表面積の5%以下に制限されています。
Sa3レベル - 米国SSPC-SP5レベルに相当し、業界最高レベルの処理であり、ホワイトクリーニングレベル(またはホワイトレベル)とも呼ばれる。Sa3レベル処理の技術基準:Sa2.5レベルと同じであるが、5%の影、欠陥、錆腐食などが存在してはならない。
サンドブラスト:金貨や銀貨の鋳造技術の専門用語。金貨や銀貨の製造型に様々な大きさや形の金属砂の粒子を吹き付けて、模様部分を非常に細かいつや消しの表面にする。金貨や銀貨を製造する際、模様部分に美しい銀の層が現れ、立体感や重層感が増す。
サンドブラスト(金属表面の錆取りやメッキのこと)は石英砂、普通石英砂、精製石英砂を使用する:硬度が高く、錆取り効果がよく、物理的、化学的指標は以下の通りである:SiO2≥98-99.8%、Fe2O3≤0.06-0.005%、耐火度1750-1800℃、粒子外観が均一で、一般的に使用される粒子サイズは1-3MMと0.1-0.3MM、純白。
粒度範囲は主に5~220メッシュで、ユーザーの要求に応じて生産できる。主な用途は、冶金、炭化ケイ素、ガラス、ガラス製品、エナメル、鋳鋼、水ろ過、花のアルカリ浸漬、化学工業、サンドブラスト工業などである。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







