ファイバーレーザー切断:究極のガイド
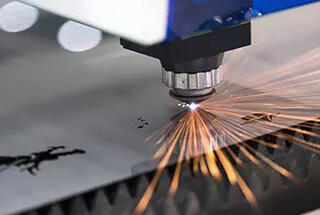
レーザーが、まるでバターを溶かす熱いナイフのように金属を切断できることを不思議に思ったことはないだろうか。この魅力的な記事では、ファイバー・レーザー切断技術の背後にある科学を探ります。
光ビームで金属や素材を切断することを想像してみてください。レーザー切断技術はこれを現実のものとし、頑丈なステンレス鋼から繊細な布地まで、幅広い物質を扱うことができる。この記事では、炭素鋼やアルミニウムなどの金属、ゴムや木材などの非金属を含め、レーザー加工機が正確に切断できる材料の種類を探ります。この技術がどのように製造工程を強化し、さまざまな産業で効率と精度を保証するかをご覧ください。レーザー切断の魅力的な能力に飛び込み、どのような材料で加工できるかを学んでください。

ステンレス鋼板の切断加工を容易にするレーザー切断機です。高出力YAGレーザー切断システムにより、最大厚さ4mmまでのステンレスの切断が可能です。さらに、自社開発の低出力YAGレーザー切断システムは、以下のことが可能です。 ステンレス鋼板の切断 厚さ4mmまで。

ほとんどの合金鋼はレーザーで切断することができ、その結果は良質である。しかし、高タングステン工具鋼や熱間ダイス鋼は、レーザー加工中に侵食が発生し、粘着性のスラグが生成されることがある。 レーザー切断工程.
最新のレーザー切断システムは、炭素鋼板の最大厚さ20mmまで切断でき、最小幅は約0.1mmです。
レーザーを使用して低炭素鋼を切断する場合、熱影響部は最小限であるため、平らで滑らかな、垂直方向に正確な切断が可能です。
それに比べると 高炭素鋼 レーザーで切断した場合、エッジの品質は向上するが、熱影響部は大きくなる。

アルミニウムの切断 は溶融切断プロセスであると考えられている。より質の高い切断を実現するために、切断領域から溶融した材料を除去するために補助ガスが利用される。
現在のところ、切断可能な最大厚さは以下の通りである。 アルミ板 は1.5mmである。
レニウム銅はレーザー切断には適さない。
レーザーは、プラスチック(ポリマー)、ゴム、木材、紙製品、皮革、天然繊維と合成繊維の両方を含むさまざまな有機材料を切断することができます。さらに、石英やセラミックなどの無機材料や、新しい軽量強化繊維ポリマーのような複合材料も切断できる。

1.広告看板の製作(主にステンレスのロゴや識別子)。
2. 板金加工 (あらゆる金属材料を含み、主に曲げ、研磨、切断を主要作業とする)。
3.機械ケースおよびキャビネットの製造(通常、炭素鋼またはステンレス鋼を使用し、主に曲げ加工および切断加工を伴う)。
4.スプリングクリップ(精密機械加工)、地下鉄部品、エレベーターシェル、機械設備ケース、台所用品(主にステンレス)の製造。同發レーザーのレーザー切断機は、神舟7号、神舟8号宇宙船の製造にも貢献しており、様々な分野に及んでいる。
6.炭素鋼の折り畳み:最新のレーザー切断システムは、厚さ20mmまでの炭素鋼板を切断できる。酸化溶融切断機構を使用することで、炭素鋼の切断継ぎ目を満足のいく幅の範囲に制御することができる。薄板の場合、切断継ぎ目を0.1mm程度に狭めることができる。
7.ステンレスの折り曲げレーザー切断は、ステンレス鋼板を主要部品として使用する産業にとって効果的なツールである。レーザー切断時の入熱対策を厳密に制御することで、切断端の熱影響部を非常に小さく抑えることができ、その結果、このような材料の良好な耐食性を効果的に維持することができる。
構造用鋼材の切断には、次のことに注意する必要がある:
鋼板の切断方式は板厚によって異なる。一般的な板厚の構造用鋼板の場合、処理ガスに酸素を使用すると良好な結果が得られる。ただし、切断端にわずかな酸化が見られることがありますが、使い勝手に影響はありません。
4mm以上の厚板では、加工ガスに窒素を使用すると切断結果が向上することが経験上わかっている。切断端の酸化を防ぐため、酸素よりも窒素の方が好ましい。
厚さが10mmを超えるような極厚鋼の切断は、より難しい。この場合、専用の レーザープレート また、加工中にワークの表面にオイルを塗布することで、より良い結果を導くことができる。
カット用 ステンレス素材あなたは注意しなければならない:
加工ガスは、特定の要件に基づいて選択することができる。酸素を選択した場合、高温の切断環境では酸化しやすく、刃先がやや鈍くなる。一方、高温でも酸化しにくい窒素を加工ガスに用いると、滑らかな切れ刃が得られる。
厚い板を切断する場合、板表面に油膜を塗布すると、加工品質に影響を与えることなく切断結果を向上させることができる。
ジュニア・カッティング・エンジニアの場合は、以下の点に特に注意する必要がある。 ステンレス鋼の切断 というのも、その強い反射熱は、高温加熱によって光学機器を損傷させる可能性があるからだ。
については アルミニウム材料の切断ご注意ください:
カッティング アルミニウム材料 は、日常的な切断作業では一般的な作業です。優れたレーザー切断機を使えば、厚さ6mm以下のアルミニウムの切断は比較的簡単です。加工ガス(酸素または窒素)の選択は、切断エッジの望ましい表面品質によって決まります。
しかし、アルミニウムは反射率が高く、光学部品への損傷を防ぐためには、切断時にその熱反射を吸収する特別な対策を講じる必要がある。特に精密光学レンズの場合、アルミニウムからの熱反射によるダメージが大きいため、この対策は重要です。
銅と真鍮の切断については、以下の点に注意すること:
銅板や真鍮板の切断には、反射率や熱伝導率が高いため、特別な配慮が必要です。厚さ1mm以下の真鍮板を切断する場合、切断補助ガスには窒素が適している。しかし、厚さが2mmを超える場合は、窒素が適さなくなるため、酸素を切断ガスとして使用しなければならない。
これらの素材は強い放射率を持つため、高い熱反射による有害な影響からレンズを保護するために、特別な放射吸収装置を取り付ける必要があることに注意する必要がある。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。