
ねじの種類と効果的な締め方:究極のガイド
なぜ、あるネジは長持ちするのに、あるネジは緩んでダメになるのか不思議に思ったことはないだろうか?この記事では、ガジェットの小さなファスナーから...
なぜネジは時計回りに締めるのか、不思議に思ったことはないだろうか。この記事では、初期の右利き用工具の使用とねじ製造の進化にまでさかのぼり、この慣習の背後にある歴史的かつ実用的な理由を掘り下げます。読者は、今日の標準化されたねじ山に至るまで、関連する機械的原理と進歩について学ぶことができる。この日常的なオブジェクトの魅力的な旅を発見する準備をしなさい。

スクリュー」という英語は、過去数世紀にわたってその意味を大きく変えてきた。
その名前だけでなく、地味なネジはその発明から時計回りに締め、反時計回りに緩めるという標準化まで、何千年にもわたって使われてきた。
なぜネジは時計回りに締めるのか、考えたことはあるだろうか?
最も単純な6つの機械工具とは、ねじ、傾斜面、てこ、滑車、くさび、車輪、車軸である。
これら6つの単純機械のうち、スクリューは本質的に、軸の周りにらせん状の表面を巻いたものである。今日に至るまで、ねじのサイズは標準化されている。一般的なネジの使い方は、時計回りに回して締める(緩める場合は逆)。
当初、ネジは手作業で作られていたため、職人の好みによって細かいディテールが一定しないことが多かった。
16世紀半ばには、フランスの宮廷技師ジャック・ベッソンがねじ山を切削できる旋盤を発明したが、この技術が普及するのに100年かかった。1797年、イギリス人のヘンリー・モーズリーが近代的な旋盤を発明し、ねじ山の精度を大幅に向上させた。
とはいえ、1841年までスクリューのサイズと精度は標準化されていなかった。モーズレーの弟子、ジョセフ・ウィットワースは、スクリューモデルの標準化を提唱する論文を市工学会に提出した。
彼は2つの点を提案した:
イギリス規格の製造上の問題に対処するため、アメリカ人のウィリアム・セラーズが1864年にフラットトップスレッドを発明した。この小さな技術革新により、ねじの製造が簡素化され、切削工具と機械が1台で済むようになった。
セラーズのねじ山はアメリカで普及し、瞬く間にアメリカの鉄道会社の標準となった。
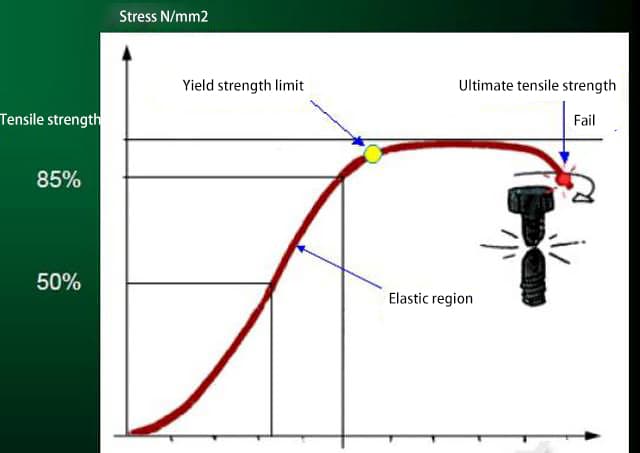
引き締めプロセスにおける主な変数
定義定義:設定トルクに達すると、直ちに締め付けを停止する制御方法。
利点制御システムはシンプルでダイレクト、締め付け品質はトルクセンサーや高精度トルクレンチで簡単にチェックできる。
デメリット制御精度が高くなく(予張力誤差±25%程度)、素材のポテンシャルを十分に生かせない。
定義定義:ボルトをまず小さなトルクで締め付け、そこから所定の角度で締め付ける方法。
利点軸方向の予張力精度が高く(±15%)、平均値付近に密接に分布する値で、より高い軸方向の予張力を実現。
デメリット:制御システムがより複雑になり、トルクと角度の両方を測定する必要がある。品質検査部門は、締め付け結果をチェックする適切な方法を特定するのが難しいと感じるかもしれない。
定義:定義:ボルトが降伏点まで締まると締め付けを止める方法。
メリット締め付け精度が非常に高く、予張力の誤差は±8%以内に制御可能。ただし、その精度は主にボルト自身の降伏強度に依存する。
デメリット締め付けプロセスでは、トルクと回転角曲線の傾きを動的かつ連続的に計算・判断する必要があるため、制御システムには高いリアルタイム性能と計算速度が求められる。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







