
レーザー検流計の動作原理を理解する
スピードと精度を兼ね備え、レーザーマーキングの精度に革命を起こす装置を想像してみてください。レーザー・ガルバノメーターの世界へようこそ。この注目すべきツールは、コンピューター制御のミラーを使用して、レーザー光を...
対象物に触れることなく、ピンポイントの精度で距離を測定することを想像してみてください。レーザー変位センサーは、レーザー技術を利用して、位置や変位などの正確な測定値を取得します。この記事では、レーザー三角測量やエコー解析など、これらのセンサーの原理を学び、製造業からエレクトロニクスまで、さまざまな産業での応用例をご紹介します。品質管理の改善や生産効率の向上など、レーザー変位センサーを理解することは、大きな変化をもたらす可能性があります。
レーザー変位センサーは、レーザー技術を利用して測定物の位置や変位などの変化を測定する計測器です。レーザー、レーザー検出器、測定回路で構成される。
このタイプのセンサーは、正確な非接触測定を提供し、変位、厚さ、振動、距離、直径、その他の精密な幾何学的測定が可能です。センサーに使用されているレーザーは 真直 という特徴がある。
超音波センサーに比べて、レーザー変位センサーは高い精度を持つ。しかし、レーザー発生装置は比較的複雑で大型であるため、レーザー変位センサーの応用範囲は限られている。
レーザー変位センサーは、物体の位置、変位、その他の寸法変化を正確に測定する非接触装置です。変位、厚み、振動、距離、直径、材料や部品の様々な幾何学的特性を検出するために、産業用アプリケーションに広く採用されています。
レーザー変位センサーの動作原理は、主にレーザー三角測量と飛行時間(TOF)解析の2つに分類される。レーザー三角測量は通常、高精度の短距離測定(通常1mまで)に利用され、飛行時間解析は長距離測定(数百mまで)に適しています。
以下は、これら2つの測定方法の簡潔な概要である:
センサーの内部信号処理には、アナログとデジタルの両方の電子部品が使われている。受光素子上の反射光の位置が処理され、マイクロプロセッサーで分析され、対応する出力値に変換されます。この値は、レーザー発光の調整と測定の微調整に使用され、センサーの動作範囲全体で最適な性能を保証します。
部品を測定するには、ベルトコンベア上の所定の位置に置きます。その後、レーザースキャナーによってトリガーされたレーザーセンサーが部品を検出・測定し、最終的に長さを決定します。
被測定物の傾斜方向に複数のレーザセンサを配置し、1つのセンサから直接測定値を出力させる。さらに、受信した信号やデータから測定値を計算し、結果を表示するソフトウェアを利用することもできる。
2台のレーザースキャナーを使用し、測定する部品をその間に配置し、センサーを通してデータを取得し、部品の寸法の正確さと完全性を評価する。
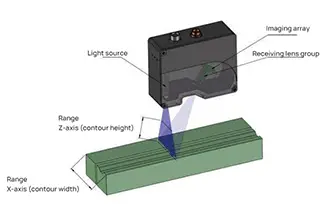
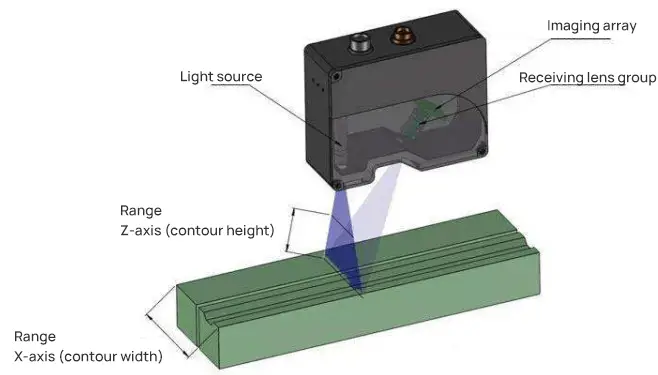
レーザートランスミッターは、可視赤色レーザーをレンズを通して測定対象物の表面に照射します。対象物の表面で散乱したレーザー光は、受光レンズを通過し、内蔵のCCDリニアカメラで検出されます。
対象物との距離に基づいて、CCDリニアカメラは異なる角度で光スポットを検出する。この角度とレーザーとカメラ間の既知の距離を使用して、デジタル信号プロセッサがセンサーと対象物間の距離を計算します。
受信素子内のビーム位置はアナログ回路とデジタル回路で処理され、対応する出力値がマイクロプロセッサーで計算されます。標準データ信号は、ユーザーが設定したアナログウィンドウ内で比例して出力されます。スイッチング値出力が選択された場合、設定されたウィンドウ内では作動し、ウィンドウ外では停止します。
アナログ出力とスイッチング出力は、それぞれ別の検出ウィンドウを持つことができる。レーザー変位センサーは、三角測量を使用し、0.1umの分解能で1umの最大直線性を達成することができます。例えば、ZLDS100タイプのセンサーは、0.01%の高分解能、0.1%の高直線性、9.4KHzの高速応答、過酷な環境での性能を誇ります。
レーザー変位センサーは、エコー解析の原理を利用し、距離を正確に測定します。センサーは、プロセッサーユニット、エコー処理ユニット、レーザー送信機、レーザー受信機、およびその他のコンポーネントで構成されています。
レーザー送信機は毎秒100万個のレーザーパルスを検出対象物に送り、それが受信機に戻る。プロセッサーは、レーザーパルスが物体に到達して戻ってくるまでの時間を計算し、距離値を算出する。
この値は、パルス時間法を用いて、数千回の測定値の平均を取ることによって決定される。レーザーエコー解析法は遠距離探知に適しているが、レーザー三角測量法に比べると精度が落ちる。到達可能な検出距離は250メートルです。
レーザー変位センサーは、長さ、距離、振動、速度、方位など様々な物理量を測定するために広く使用されています。これらのセンサーはまた、大気汚染物質の欠陥検出やモニタリングにも応用されている。
の厚さを測定するためにレーザーセンサーが使用される。 メタルシート.
厚みの変化を検出することで、しわや小さな穴、重なりを特定し、機械の故障を防ぐことができる。
測定する部品をベルトコンベア上の所定の位置に置きます。その後、レーザーセンサーが部品を検出し、同時にトリガー式レーザースキャナーで測定し、最終的に長さを決定します。
測定するワークの傾斜方向に複数のレーザーセンサーを配置します。測定値はセンサの1つを通して直接出力することができる。さらに、ソフトウェアプログラムを利用して、信号またはデータに基づいて測定値を計算し、結果を提供することもできます。
測定した部品を2台のレーザースキャナーの間に置き、センサーを通してデータを読み取ることで、部品サイズの正確さと完全性を検出する。
レーザーセンサーは充填製品の製造工程に組み込まれている。充填された製品がセンサーを通過する際、容量に充填されているかどうかを正確に検知することができます。このセンサーは、レーザービームの表面反射の高度なプログラムを使用して、製品の充填が標準に達しているかどうか、また製品の量を正確に判断します。
まず、図のように、2~3個のレーザー変位センサーを組み合わせて測定する必要があります。
次に、3つのレーザー変位センサーを生産ラインに平行に一直線に配置し、必要な測定精度に基づいてセンサー間の間隔を決めます。
最後に、対象物をレーザー変位センサーの設置ラインと平行な方向に移動させる。
生産ラインとセンサーの設置ラインを一致させた場合、3つのセンサーで測定した距離の差が大きいほど、対象物の真直度は悪くなる。逆に、3つのセンサーで測定した距離の差が小さいほど、対象物はまっすぐであることを示す。
測定対象物の長さと3つのセンサーの設置間隔を考慮することで、真直度のパーセンテージを計算することができ、定量的な出力信号が得られます。
このセットアップで、物体の直進性を検出するという目的を達成することに成功した。
解決力:
渦電流センサーの分解能は0.1mmにも達し、レーザー変位センサーに匹敵する。
直線性:
渦電流センサーの直線性は一般的に低く、測定レンジの1%程度です。一方、ハイエンドのレーザー変位センサーの直線性は約0.1%です。
測定条件:
渦電流センサーは、アルミニウムや銅のような導電性で非磁性材料(鉄は不可)の試験体を必要とする。
一方、レーザー変位センサーは、磁性体と導電体の両方を測定することができる。
静電容量式変位センサーの精度は非常に高く、レーザー変位センサーを凌ぐ。しかし、その測定範囲はかなり狭く、通常は1mm以下です。一方、レーザー変位センサーの測定範囲は非常に広く、最大で2メートルまで測定可能です。
光ファイバー変位センサーの測定原理は、変位によって物体表面から反射される光束と光強度の変化を検出することによって、物体の変位を決定することである。
センサーのプローブは、送信用光ファイバーと受信用光ファイバーで構成されている。
微小物体の場合、従来の非接触変位センサでは反射面積が制限され、測定性能が劣る。しかし、光ファイバー変位センサーは、最小直径0.2mmという非常に小さなプローブで設計できるため、小さな物体の測定に適しています。
さらに、リニア送受信の形式にもできる。
変位値は、変位プロセス中の光ファイバーに対する対象物の遮蔽度を測定することによって算出され、その精度は最大0.01umである。
センサーの最大測定範囲は4mm。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。




