
14種類のキャスティング:究極のガイド
鋳物の魅力的な世界を不思議に思ったことはありませんか?古くからありながら進化を続けるこの製造工程は、数え切れないほど多くの方法で私たちの日常生活を形作っています。このブログでは、鋳物の製造工程についてご紹介します。
1.目的 社内の全亜鉛合金ダイカスト製品の製造作業手順を標準化する。2.2.適用範囲 亜鉛合金ダイカスト製品を生産する社内生産及び協力メーカーの作業指針として適用する。3.工程フローチャート 4.製造作業手順 4.1 合金製錬温度は、435℃~440℃に設定する。合金の完全溶解後、温度は420℃から430℃の維持範囲に調整される。4.2 合金が完全に溶融した後、スラグが除去され、成分分析が実施される。4.3 合金組成は以下のように管理される:元素 Al Cu Mg Fe Pb Cr [...]...

社内のすべての亜鉛合金ダイカスト製品の製造作業手順を標準化すること。
亜鉛合金ダイカスト製品を製造するメーカーをサポートするため、また社内生産のための作業ガイドとして適用される。
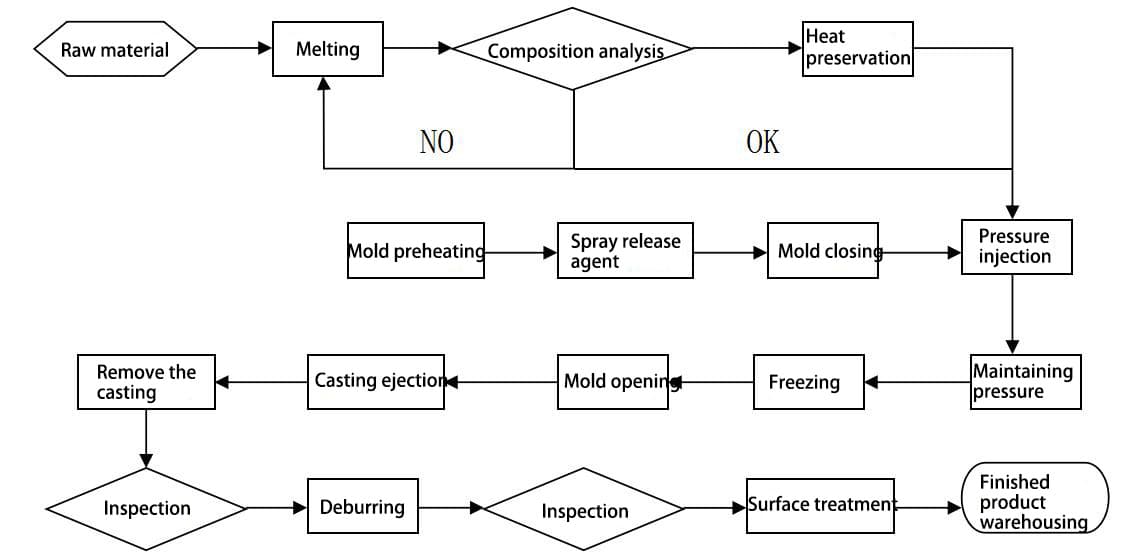
4.1 合金製錬温度は、当初435℃~440℃に設定される。合金の完全溶融後、温度は420℃から430℃の維持範囲に調整される。
4.2 合金が完全に溶融した後、スラグを除去し、成分分析を行う。
4.3 合金組成は以下のように管理される:
| エレメント | アル | 銅 | Mg | フェ | 鉛 | Cr | スナップ | 亜鉛 |
| 内容 | 3.8-4.3 | 0.7-1.1 | 0.035-0.06 | <0.02 | <0.003 | <0.003 | <0.001 | 残り |
4.4 射出圧力を調整する:射出速度:2.5m/s、金型充填時間:0.01s、昇圧時間:1.5s、冷却時間:6s。
4.5 型を150~200℃に予熱する。
4.6 離型剤とパンチオイルを均一に塗布し、元の離型剤と水の比率は約1:200である。
4.7 エジェクションロッドを後退させ、型閉じ動作を行う。
4.8 装填後、射出動作を行い、合金溶湯を金型キャビティに充填する。
4.9 鋳物が冷めたら、鋳物を射出し、鋳型から取り出します。
4.10 鋳物にコールド・シャット、ポロシティ、ショート・ショット、ブリスター、パ ターンなどの欠陥がないか検査する。
4.11 適格な鋳物からスプルー、スラグ口、バリなどを取り除く。
4.12 パフォーマンス サンドブラスト を鋳物表面に塗布し、入庫前に検査する。
5.1 合金鋳塊が清潔で乾燥した場所に保管されていることを確認する。
5.2比率 新素材 をリサイクル材料に変換する場合は、50%を超えないこと。
5.3 安全作業手順を厳守すること。
5.4 適格品と不適格品を明確に表示し、厳密に区別する。
5.5 安全な生産を確保するため、生産作業工程では労働保護具を着用すること。
5.6 生産終了時には、機械および装置の保護および清掃作業を行う。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







