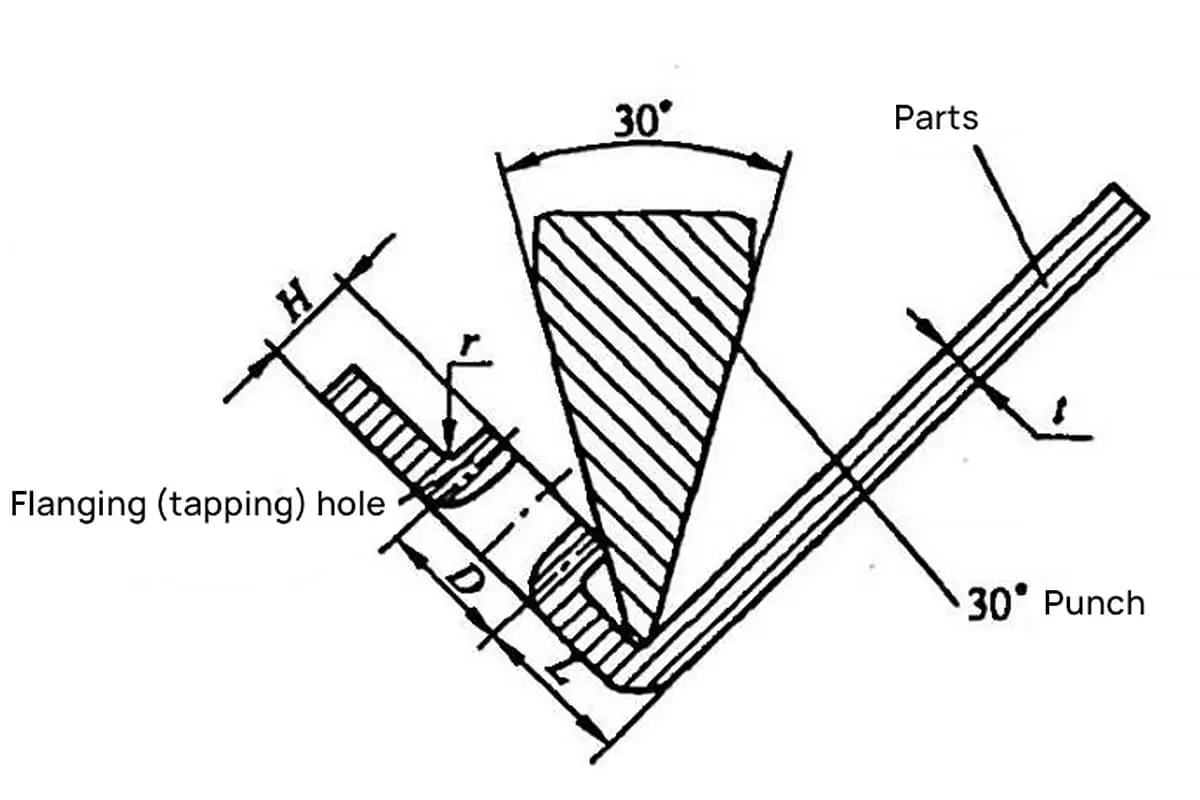
플랜지 구멍 벽과 벤딩 엣지 사이의 최적의 간격
플랜지 구멍 벽과 굽힘 모서리 사이의 거리가 금속 부품의 무결성에 어떤 영향을 미칠까요? 금속 가공에서 이 간격은 작업 중 손상을 방지하는 데 매우 중요합니다...
얇은 금속판을 어떻게 정밀한 모양으로 구부리는지 궁금한 적이 있나요? 이 글에서는 판금 제조에서 L, U, Z 벤딩 기술의 매혹적인 세계를 살펴봅니다. 매번 완벽한 벤딩을 달성하기 위한 핵심 요소, 공식 및 실용적인 팁을 배워보세요.
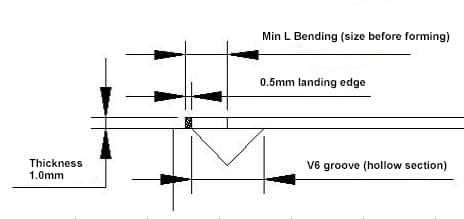
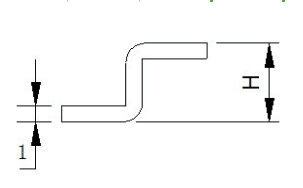
1) 최소값을 결정하는 요인 L 굽힘
중간에 브레이크 누르기 V 홈은 속이 비어 있으며 성형시 가장자리 접힘은 속이 빈 부분보다 길어야하며 특정 랜딩 에지 크기는 회사마다 생산에 따라 다릅니다 (V 홈의 하단 부분을 장시간 사용하면 R 각도가 증가하여 스크랩 에지 거리가 그에 따라 증가하며 그렇지 않으면 "미끄러짐"이 발생 함).
2) 감소 공식(경험적): 6T/2+0.5+(1.8T/2)
3) 아래 그림에서 볼 수 있듯이 T=1, K=1.8*1일 때 최소 L 굽힘은 3+0.5+0.9=4.4입니다.
| V 그루브/두께 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 16 | 18 |
| 0.5 | 2.5 | 3 | ||||||||||
| 0.8 | 3.2 | 3.7 | 4.2 | |||||||||
| 1 | 3.5 | 4 | 4.5 | 5 | 5.5 | |||||||
| 1.2 | 3.5 | 4 | 4.5 | 5 | 5.5 | |||||||
| 1.5 | 4.8 | 5.2 | 5.8 | 6.2 | 6.8 | |||||||
| 2 | 7.5 | 8.5 | ||||||||||
| 3 | 11 | 12 | ||||||||||
| 4 | 15 | 16 | ||||||||||
| 5 | ||||||||||||
| 19 | 20 | |||||||||||
| 22 | 24 | 26 | 28 | 30 |
1) U 굽힘 유형
A. 정기적 인 형성 프레스 브레이크 펀치
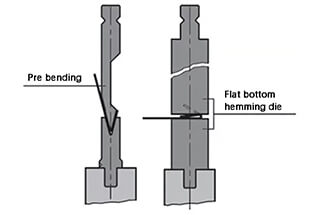
B. 개스킷-역접기-헤밍(먼저 30°로 구부린 후 중간에 적절한 개스킷을 배치한 다음 헤밍)
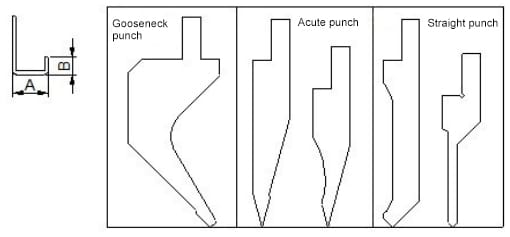
2) 최소 U 굽힘을 결정하는 요인
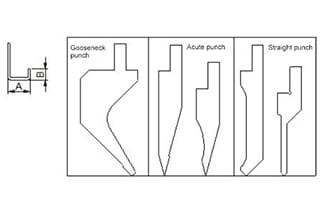
일반적인 펀치 몰드로 판단할 때, U 폴딩에 가장 적합한 것은 "구즈넥 펀치' 등 다양한 유형이 있으며 특히 다양한 회사의 요구 사항에 따라 달라질 수 있습니다.
두 크기 사이의 관계 증가:
A가 길수록 B가 길어집니다.
3)감소 공식 (구즈넥 펀치의 경험적 가치)
0.5mm 시트:
최소 U 굽힘: A =7.67, B= 0.5, 최소 L 굽힘=3.0
값 증가: A가 1mm 증가할 때마다 B는 그에 따라 1.87 증가합니다.
공식: A 크기를 알면 B 크기=(A-7.67)/T*증가 값 + 이 플레이트의 최소 L 굽힘 값입니다.
예를 들어
A=15일 때 B=(15-7.67)/0.5*1.87+3.0=30.4입니다.
B 크기를 알면 A 크기=(B- 이 플레이트의 최소 L 굽힘 값)/증가 값 *T+7.67입니다.
예를 들어
B=30.4일 때 A=(30.4-3)/1.87*0.5+7.67=15
0.8mm 시트
최소 U 굽힘 A 사이즈=8.5, B 사이즈=0.8, 최소 L 굽힘=4.2。
Increasing value:1.87/0.5*0.8=2.99
1.0mm 시트
최소 U 굽힘 A 사이즈=8.94, B 사이즈=1.0, 최소 L 굽힘=4.5
증가 값: 1.87/0.5*1.0=3.7
1.2mm 시트
최소 U 굽힘 A 사이즈=9.3, B=1.2, 최소 L 굽힘=4.5
증가 값: 1.87/0.5*1.2=4.5
1.5mm 시트
최소 U 굽힘 A 사이즈=10.3, B=1.5, 최소 L 굽힘=6.2
증가 값: 1.87/0.5*1.5=5.5
2.0mm 시트
최소 U 굽힘 A 크기=12.7, B= 2.0, 최소 L 굽힘=12.0
증가 값: 1.87/0.5*2=7.4
참고:
| 두께 | 크기(분) | B 사이즈(최소) | K |
|---|---|---|---|
| 0.5 | 7.67 | 3 | 1.87 |
| 0.8 | 8.5 | 4.2 | 2.99 |
| 1 | 8.94 | 4.5 | 3.7 |
| 1.2 | 9.3 | 4.5 | 4.5 |
| 1.5 | 10.3 | 6.2 | 5.5 |
| 2 | 12.7 | 12 | 7.4 |
관련: V자 및 U자 굽힘력 계산기
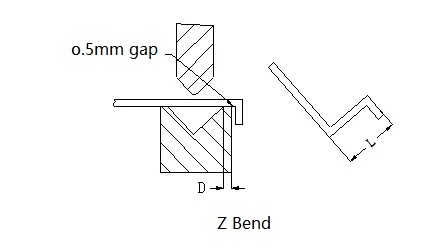
1) Z 굽힘 유형
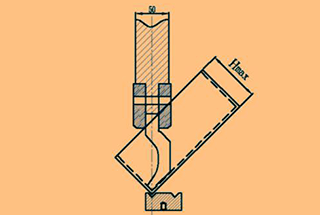
2) 메인 최소 Z 굽힘 값에 영향을 미치는 요인 의 너비는 V 홈 와 V 홈의 중심에서 가장자리까지의 거리입니다.
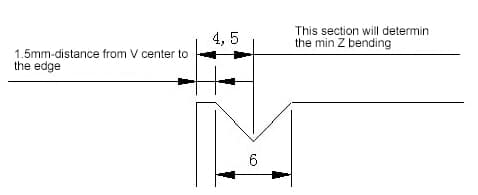
3) 공식: 6T/2+에지 거리 V 홈 +(1.8T/2)+T(그림 참조)
예를 들어 1.0mm 플레이트의 경우 가장자리 거리=1.5까지 최소 Z 굽힘 H=6입니다.1/2+1.5+(1.81/2)+1=6.4.
L자 굽힘의 시작 상태는 다음 그림에 나와 있습니다:
냉간 압연 시트의 내부 R 굽힘 및 최소 굽힘 높이에 대한 참조 표
| 아니요. | 두께 | 다이 홈 폭 | 볼록 다이 R | 최소 굽힘 높이 |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0.8/0.2 | 3.7 |
| 4 | 1.0 | 6 | 1/0.2 | 4.4 |
| 5 | 1.2 | 8/6 | 1/0.2 | 5.5/4.5 |
| 6 | 1.5 | 10/8 | 1/0.2 | 6.8/5.8 |
| 7 | 2.0 | 12 | 1.5/0.5 | 8.3 |
| 8 | 2.5 | 16/14 | 1.5/0.5 | 10.7/9.7 |
| 9 | 3.0 | 18 | 2/0.5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
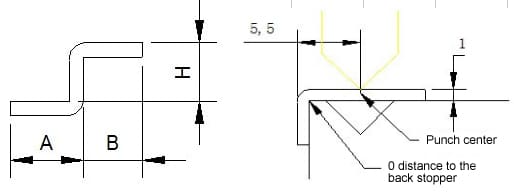
Z-벤드의 시작 상태는 다음 그림에 나와 있습니다:
최소 굽힘 크기(L)는 판금 두께가 다른 재료의 Z 굽힘에 해당하는 값은 다음 표에 나와 있습니다:
| 아니요. | 두께 | 다이 홈 폭 | 볼록 다이 R | Z 굽힘 높이 |
| 1 | 0.5 | 4 | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0.8/0.2 | 9.5 |
| 4 | 1.0 | 6 | 1/0.2 | 10.4 |
| 5 | 1.2 | 8/6 | 1/0.2 | 11.7/10.7 |
| 6 | 1.5 | 10/8 | 1/0.2 | 13.3/12.3 |
| 7 | 2.0 | 12 | 1.5/0.5 | 14.3 |
| 8 | 2.5 | 16/14 | 1.5/0.5 | 18.2/17.2 |
| 9 | 3.0 | 18 | 2/0.5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |

MachineMFG의 창립자인 저는 10년 넘게 금속 가공 산업에 종사해 왔습니다. 폭넓은 경험을 통해 판금 제조, 기계 가공, 기계 공학 및 금속용 공작 기계 분야의 전문가가 될 수 있었습니다. 저는 이러한 주제에 대해 끊임없이 생각하고, 읽고, 글을 쓰면서 제 분야에서 선두를 유지하기 위해 끊임없이 노력하고 있습니다. 저의 지식과 전문성을 귀사의 비즈니스에 자산으로 활용하세요.