
긴 샤프트 가공: 굽힘 변형 최소화
길고 가느다란 샤프트가 가공 중에 휘어지는 이유가 궁금한 적이 있으신가요? 이 기사에서는 숨겨진 힘을 밝히고 정밀도를 향상시킬 수 있는 실용적인 솔루션을 제공합니다. 변형을 최소화하는 방법을 알아보고...
작은 금속 칩이 가공 공정에 어떤 영향을 미치는지 생각해 본 적이 있나요? 금속 절삭에서 칩 형성은 효율성과 안전에 중요한 역할을 합니다. 나선형 코일부터 조각난 조각까지, 각 유형의 칩은 작업의 품질과 안전에 영향을 미칠 수 있습니다. 이 문서에서는 칩 형성에 영향을 미치는 요인을 살펴보고, 금속 절단 작업을 최적화하여 더 나은 제어와 향상된 결과를 얻기 위한 인사이트를 제공합니다. 칩 형성을 관리하고 가공 공정을 개선하는 방법을 자세히 알아보세요.
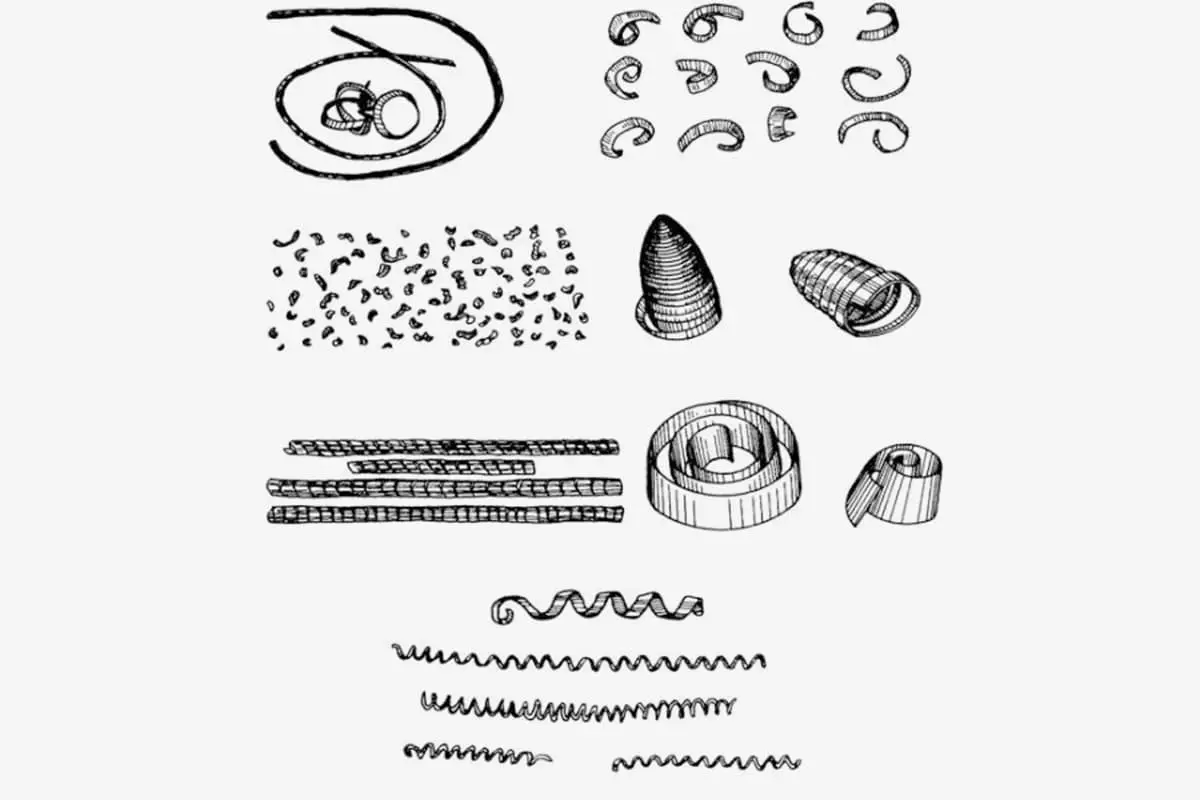
금속 절단 작업에서 일부 칩은 나선형 코일로 형성되어 특정 길이에서 자동으로 끊어지고, 다른 칩은 C자형 또는 S자형 조각으로 접힙니다.
일부는 스프링과 같은 나선형 형태를 띠는 반면, 다른 일부는 바늘 모양이나 작은 조각으로 부서져 사방으로 흩어져 안전을 위협합니다.
리본 모양의 칩이 공구와 공작물에 감겨 사고 위험을 초래할 수 있습니다. 칩을 제대로 제어하지 못하면 정상적인 생산에 지장을 줄 수 있습니다.
그리고 합금 원소가공품 소재의 경도 및 열처리 상태는 칩의 두께와 컬링에 영향을 미칩니다. 연강은 경강보다 더 두꺼운 칩을 형성하며, 경강은 말림이 덜 발생합니다.
쉽게 말리지 않는 칩은 얇지만 부드러운 강철은 칩 두께가 너무 크면 말림에 저항합니다. 공작물의 외부 모양도 또 다른 중요한 요소입니다.
공구 절삭 영역의 적절한 기하학적 파라미터는 칩 형성 제어와 칩 파쇄의 신뢰성을 향상시키는 가장 일반적인 방법입니다.
레이크 각도는 칩 두께에 반비례하며 가공되는 재료에 따라 최적의 값을 가지며, 주 간격 각도는 칩 두께와 폭에 직접적인 영향을 미치며 각도가 클수록 칩 파쇄가 용이합니다.
도구 팁 호의 반경은 칩 두께, 너비 및 칩 흐름 방향과 관련이 있습니다.
미세 가공은 반경이 작을 때 적합하고, 황삭 가공은 반경이 클 때 더 적합합니다.
칩 파쇄 홈의 폭은 이송 속도에 따라 비례적으로 선택되며, 이송 속도가 작을 때는 폭이 좁고 이송 속도가 클 때는 폭이 넓습니다.
칩 파쇄 홈의 깊이는 이송 속도에 따라 반비례하여 선택되며, 이송 속도가 작으면 깊고 이송 속도가 크면 얕습니다.
절단 매개변수의 세 가지 요소는 칩 제거 범위를 정의합니다.
이송 속도와 후방 절삭 깊이가 칩 제거에 가장 큰 영향을 미치는 반면, 표준 범위 내의 절삭 속도는 가장 적은 영향을 미칩니다.
이송 속도는 칩 두께에 정비례하고, 후방 절삭 깊이는 칩 폭에 정비례하며, 칩 속도는 칩 두께에 반비례합니다. 절단 속도를 높이면 칩 제거의 유효 범위가 좁아집니다.
현대 CNC 공작 기계 NC 편집 기능을 사용하여 이송 속도를 주기적으로 조정하여 일반적으로 '프로그램 제어 칩 제거'라고 하는 작업을 수행합니다.
이 방법은 칩 제거에 매우 안정적이지만 절삭 측면에서는 경제성이 떨어집니다. 이 방법은 일반적으로 선삭 끝면과 깊은 곳 등 칩 제거가 까다로운 작업에 사용됩니다. 그루빙.
절삭유를 추가하면 효과적인 칩 제거 범위가 넓어지며, 특히 작은 이송 속도로 인해 칩이 쉽게 말리는 경우 더욱 두드러집니다.
칩 파쇄 및 제거를 위해 고압 절삭유를 사용하는 것은 깊은 구멍과 같은 특정 가공 공정에서 효과적인 방법입니다. 드릴링고압 절삭유가 절삭 영역에서 칩을 배출할 수 있습니다.
스트립형 칩을 형성하는 과정은 세 단계로 나눌 수 있습니다:
1. 기본 변형 단계:
이 단계는 절단되는 금속층이 공구의 절삭날과 상호 작용하기 시작하여 칩이 공작물 재료에서 분리되는 단계입니다.
2. 컬링 변형 단계:
여기에는 상향 컬링, 옆으로 컬링, A와 B 방향이 모두 포함되는 원뿔형 컬링이 포함됩니다.
3. 추가 변형 및 파쇄 단계.

공작물 소재와 절단 조건이 다양하기 때문에 절단 공정 중에 다양한 칩 모양이 생성됩니다.
칩의 주요 모양은 그림과 같이 리본형, 세그먼트형, 세분화된 유형, 조각화된 유형으로 분류할 수 있습니다.

1. 리본 모양의 칩
가장 일반적인 유형의 칩입니다. 안쪽 표면은 매끄럽고 바깥쪽 표면은 푹신합니다.
연성 금속을 가공할 때 절삭 두께가 얇고 절삭 속도가 빠르며 공구 경사각이 큰 조건에서 이러한 유형의 칩이 형성되는 경우가 많습니다. 절삭 공정의 균형이 잡혀 절삭력의 변동이 적고 가공 표면의 거칠기가 더 작습니다.
2. 세그먼트 칩
분쇄 칩이라고도 합니다. 외부 표면은 톱니 모양이고 내부 표면에는 때때로 균열이 있습니다. 이러한 유형의 칩은 절삭 속도가 낮고 절삭 두께가 크며 공구 레이크 각도가 작을 때 종종 형성됩니다.
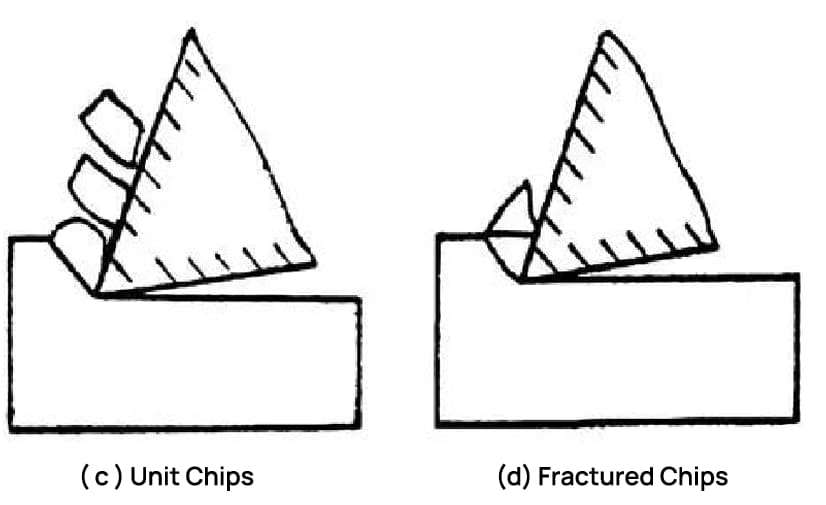
3. 세분화된 칩
단위 칩이라고도 합니다. 칩 형성 과정에서 전단면의 전단 응력이 재료의 파단 강도를 초과하면 균열이 전체 표면으로 확장되고 칩 유닛이 그림 C와 같이 절단된 재료에서 떨어져 나와 세분화된 칩을 형성합니다.
위의 세 가지 유형의 칩은 연성 재료를 가공할 때만 얻을 수 있습니다. 그중 리본형 칩의 절단 공정이 가장 안정적이며 단위 칩의 절삭력 변동이 가장 큽니다.
생산에서는 리본 모양의 칩이 가장 일반적이며, 때로는 분쇄된 칩을 얻기도 하며 단위 칩은 거의 보이지 않습니다.
공구 레이크 각도를 더 줄이거나 절삭 속도를 줄이거나 절삭 두께를 늘리는 등 파쇄된 칩의 조건을 변경하면 단위 칩을 얻을 수 있습니다. 반대로 리본 모양의 칩을 얻을 수도 있습니다.
이는 절단 조건에 따라 칩의 형태가 변형될 수 있음을 나타냅니다. 변경 규칙을 숙지하면 칩의 변형, 형태 및 크기를 제어하여 칩 컬링 및 브레이킹의 목적을 달성할 수 있습니다.
4. 부서지기 쉬운 칩 형성
이러한 유형의 칩 형성은 부서지기 쉬운 재료에서 발생합니다. 칩의 모양이 불규칙하여 거칠고 고르지 않은 가공 표면이 생성됩니다.
절단 공정에서 이러한 칩은 파단되기 전에 최소한의 변형을 거치므로 연성 재료로 형성된 칩과 차별화됩니다.
취성은 주로 재료의 인장 한계를 초과하는 응력이 가해졌기 때문입니다. 고규소 주철 및 백주철과 같이 부서지기 쉽고 단단한 재료는 특히 절단 두께가 상당한 경우 이러한 칩을 생성하는 경우가 많습니다.
절삭 공정이 불안정하면 공구가 손상되고 공작 기계가 손상되며 이미 가공된 표면이 거칠어질 수 있습니다.
따라서 생산 시 이를 피해야 합니다. 이를 방지하는 방법으로는 절단 두께를 줄여 칩이 바늘 모양 또는 시트 모양으로 형성되도록 하고 절단 속도를 적절히 높여 공작물 재료의 연성을 향상시키는 방법이 있습니다.
위는 대표적인 네 가지 유형의 칩이지만 가공 현장에서 얻은 칩은 다양한 모양으로 제공됩니다.
최신 절삭 작업에서는 절삭 속도와 금속 제거율이 높은 수준에 도달하여 종종 상당한 양의 "허용되지 않는" 칩이 생성되는 가혹한 절삭 조건이 만들어집니다.
절단 공정에서 적절한 조치를 취하여 칩의 말림, 흐름 및 파손을 제어하여 "허용 가능한" 모양을 갖춘 칩을 형성해야 합니다.
실제 가공에서 가장 널리 사용되는 칩 제어 방법에는 공구 전면에 칩 파쇄 홈을 연마하거나 클램프 스타일을 사용하는 방법이 있습니다. 칩 브레이커.

MachineMFG의 창립자인 저는 10년 넘게 금속 가공 산업에 종사해 왔습니다. 폭넓은 경험을 통해 판금 제조, 기계 가공, 기계 공학 및 금속용 공작 기계 분야의 전문가가 될 수 있었습니다. 저는 이러한 주제에 대해 끊임없이 생각하고, 읽고, 글을 쓰면서 제 분야에서 선두를 유지하기 위해 끊임없이 노력하고 있습니다. 저의 지식과 전문성을 귀사의 비즈니스에 자산으로 활용하세요.







