
방청 오일: 최적의 보호를 위해 알아야 할 6가지 유형
매년 녹으로 인해 우리 경제가 얼마나 많은 비용을 지불하는지 생각해 보셨나요? 이 기사에서는 금속 부식의 엄청난 영향에 대해 살펴보고, 이를 방지하는 다양한 종류의 방청 오일을 소개합니다....
녹은 방치하면 금속을 소리 없이 파괴하여 구조물과 기계를 약화시킬 수 있습니다. 이 글에서는 녹의 등급을 구분하여 각 등급이 금속 표면에 미치는 영향을 자세히 살펴보고 다양한 녹 제거 기술을 살펴봅니다. 연마 블라스팅부터 수작업에 이르기까지, 금속 부품의 무결성을 유지하려면 이러한 공정을 이해하는 것이 중요합니다. 이 책을 읽으면 녹 등급을 매기는 기준과 금속 표면을 원래 상태로 복원하는 모범 사례를 배울 수 있습니다.

1. 강철 표면 녹 및 녹 제거 등급에 대한 표준은 "코팅 전 강철 표면의 녹 및 녹 제거 등급"으로 알려진 국가 표준 GB8923-88을 기반으로 합니다.
2. 이 표준은 녹 제거 샷 또는 연마 블라스팅, 수동 및 전동 공구, 화염 녹 제거의 세 가지 유형으로 분류합니다.
3. 샷 또는 연마 블라스팅은 문자 "SA"로 표시되며 네 가지 등급으로 나뉩니다:
SA1 - 가벼운 블라스팅. 강철 표면에 눈에 보이는 그리스, 먼지, 느슨하게 부착된 스케일, 녹, 페인트 코팅 또는 기타 잔여물이 없는 상태입니다.

SA2 - 철저한 블라스팅. 강철 표면에 눈에 보이는 그리스, 먼지, 스케일 및 녹과 같은 잔여물이 기본적으로 제거됩니다.
SA2.5 - 매우 철저한 블라스팅. 강철 표면에 그리스, 먼지, 스케일, 녹, 페인트 코팅 또는 기타 잔여물이 보이지 않으며 남은 흔적은 약간의 얼룩이나 줄무늬에 불과합니다.


SA3 - 매우 깨끗한 블라스팅. 강철 표면에 그리스, 먼지, 스케일, 녹, 페인트 코팅 또는 기타 잔여물이 보이지 않고 표면이 균일한 금속색을 띠는 상태입니다.

St1 - 철저한 수동 및 전동 공구 청소:
확대하지 않고 관찰했을 때 표면에 잔류 오일, 그리스, 먼지가 없어야 합니다. 산화되지 않은 피부, 녹, 페인트 또는 이물질이 없어야 합니다. 남아있는 오염 물질은 단단히 부착되어 있어야 합니다.
St2 - 철저한 수동 및 전동 공구 녹 제거.
강철 표면에는 눈에 보이는 기름과 먼지가 없어야 하며, 느슨하게 부착된 스케일, 녹 또는 페인트 코팅이 없어야 합니다.


St3 - 매우 철저한 수동 및 전동 공구 녹 제거.
강철 표면에는 눈에 보이는 그리스와 먼지가 없어야 하며, 느슨하게 부착된 스케일, 녹 또는 페인트 코팅이 없어야 합니다. 녹 제거는 St2보다 더 철저하게 이루어져야 하며, 소재의 노출된 부분은 금속 광택이 있어야 합니다.


표면 처리 는 좋은 코팅 효과를 얻기 위한 핵심 요소입니다. 표면 처리에 대한 투자는 상당한 가치가 있습니다. 따라서 표면 처리 방법과 그에 맞는 페인트 시스템을 선택할 때 신중하게 고려해야 합니다.
표면 처리 정도를 측정할 때는 스웨덴 표준과 같은 국제 표준을 사용하는 것이 중요합니다: SIS055900 또는 ISO08501.
표면 처리 표준의 초석은 네 가지 부식 수준에 있습니다:
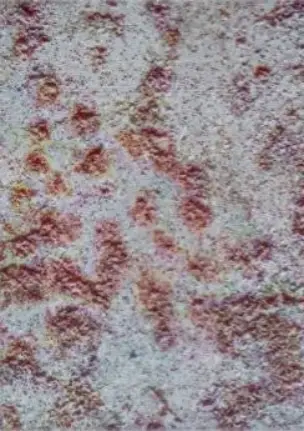
레벨 A: 강철 표면이 밀착된 밀 스케일로 완전히 덮여 있으며 녹이 거의 없습니다.

레벨 B: 강철 표면이 녹슬기 시작하고 밀 스케일이 벗겨지기 시작합니다.

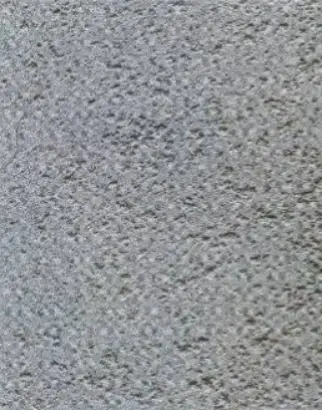
레벨 C: 강철 표면의 밀 스케일이 녹슬었거나 긁어낼 수 있지만 육안으로 미세한 녹반이 보입니다.

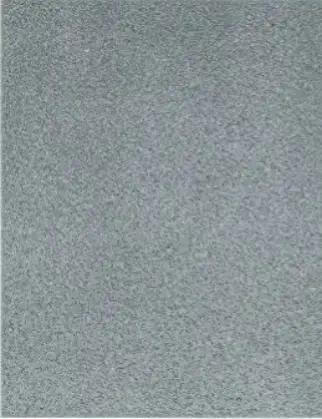
레벨 D: 강철 표면의 밀 스케일이 녹슬고 벗겨져 육안으로 많은 녹 반점이 보입니다.

SIS055900에 따르면, 이러한 부식 수준의 표면 처리는 와이어 브러싱 및 연마 블라스팅에 대한 다음 품질 표준에 따라 수행됩니다:
확대하지 않고 관찰했을 때 표면에 잔류 오일, 그리스, 먼지가 없어야 합니다. 산화되지 않은 피부, 녹, 페인트 또는 이물질이 없어야 합니다. 남아있는 오염 물질은 단단히 부착되어 있어야 합니다.
표면에는 눈에 보이는 그리스, 먼지, 밀 스케일, 녹, 페인트 코팅 및 이물질이 없어야 합니다.
St2와 유사하지만 금속 기판에 금속 광택이 나타나므로 St2보다 더 철저하게 처리해야 합니다.
이러한 표준은 표면 처리에 대한 중요한 지침과 지원을 제공합니다. 페인트 공급업체는 일반적으로 각 페인트 유형에 해당하는 표면 처리 표준 및 요구 사항을 설정합니다.
연마 블라스팅을 하기 전에 표면의 두꺼운 녹층을 모두 제거해야 합니다. 눈에 보이는 기름, 그리스, 먼지도 모두 제거해야 합니다. 연마 블라스팅 후에는 표면이 깨끗하고 먼지와 이물질이 없어야 합니다.
표면에는 눈에 보이는 그리스, 먼지, 불안정한 산화층, 녹, 페인트 코팅 및 불순물이 없어야 합니다.
표면은 기본적으로 눈에 보이는 그리스, 먼지, 산화층, 녹, 페인트 코팅 및 불순물이 없어야 하며, 남아있는 물질은 단단히 부착되어 있어야 합니다.
표면에는 눈에 보이는 그리스, 먼지, 산화층, 녹, 페인트 코팅 및 불순물이 없어야 합니다. 잔여 흔적은 경미한 얼룩이나 줄무늬 변색으로만 나타나야 합니다.
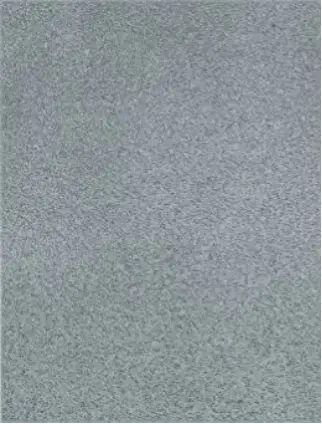
표면에는 눈에 보이는 그리스, 먼지, 산화층, 녹, 페인트 코팅 및 불순물이 없어야 하며 균일한 금속 광택이 나타나야 합니다.
확대하지 않은 상태에서는 표면에 잔류 오일, 그리스, 먼지가 없어야 하며, 산화되지 않은 산화층, 녹, 페인트, 이물질이 없고 균일한 금속 광택이 나타나야 합니다.

화염 청소 전에 두꺼운 녹층을 긁어내고 눈에 보이는 잔여물, 기름, 때 등도 제거해야 합니다. 화염 청소 후에는 전동 와이어 브러시로 표면을 닦아야 합니다.
(화염 청소에는 전동 와이어 브러시로 부산물을 최종적으로 제거하는 작업이 포함됩니다. 수동 와이어 브러시로는 만족스러운 페인팅 표면을 얻을 수 없습니다.)
확대하지 않은 상태에서는 표면에 산화, 녹, 페인트, 이물질이 없어야 합니다. 잔류 물질은 표면 변색(다양한 색상의 그림자)으로만 나타나야 합니다.



'이물질'이란 용해성 염분과 용접 슬래그를 포함합니다. 이러한 오염물질은 건식 샌드블래스팅, 수동 및 전동 공구, 화염으로는 완전히 제거할 수 없습니다. 대신 습식 샌드블라스팅 또는 물 분사 방법을 사용해야 합니다.
오일스톤 스크레이퍼로 긁어낼 수 있는 산화물, 녹, 페인트는 느슨하게 부착된 것으로 간주합니다. 샌드블라스팅 전에 두꺼운 녹층을 긁어내고 눈에 보이는 잔여 기름, 그리스, 먼지도 제거해야 합니다. 샌드블라스팅 후에는 먼지와 잔여물을 청소해야 합니다.

MachineMFG의 창립자인 저는 10년 넘게 금속 가공 산업에 종사해 왔습니다. 폭넓은 경험을 통해 판금 제조, 기계 가공, 기계 공학 및 금속용 공작 기계 분야의 전문가가 될 수 있었습니다. 저는 이러한 주제에 대해 끊임없이 생각하고, 읽고, 글을 쓰면서 제 분야에서 선두를 유지하기 위해 끊임없이 노력하고 있습니다. 저의 지식과 전문성을 귀사의 비즈니스에 자산으로 활용하세요.







