
캐스팅의 14가지 유형: 궁극의 가이드
주조의 매혹적인 세계에 대해 궁금한 적이 있나요? 오래되었지만 끊임없이 진화하는 이 제조 공정은 수많은 방식으로 우리의 일상을 형성하고 있습니다. 이 블로그 게시물에서는 주조에 대해 자세히 알아보세요.
중력 주조와 압력 주조 중 하나를 선택하는 것은 제조업체에게 어려운 결정처럼 느껴질 수 있습니다. 중력 주조의 단순성과 비용 효율성 중 어느 것을 선택해야 할까요, 아니면 압력 주조의 정밀성과 효율성 중 어느 것을 선택해야 할까요? 이 글에서는 두 가지 방법의 주요 차이점, 장점 및 한계를 살펴보고 어떤 기술이 귀사의 제품 요구 사항에 가장 적합한지 이해하는 데 도움을 드립니다. 끝으로 어떤 주조 방법이 프로젝트의 요구 사항에 부합하는지 명확하게 이해하여 최적의 성능과 비용 효율성을 보장할 수 있습니다.

중력 주조는 중력의 힘으로 용융 금속을 금형에 주입하는 과정으로, 간단히 주조라고도 합니다.
중력 주조의 넓은 정의에는 모래 주형 주조, 금속 주형 주조, 덩어리 주형 주조, 사라지는 주형 주조, 점토 주형 주조 등 다양한 방법이 포함됩니다.
그러나 좁은 의미에서 중력 주조는 구체적으로 금속 주형을 주조하는 것을 말합니다.
금속 몰드 주조는 내열성을 사용하는 최신 기술입니다. 합금강 를 사용하여 몰드를 만듭니다.
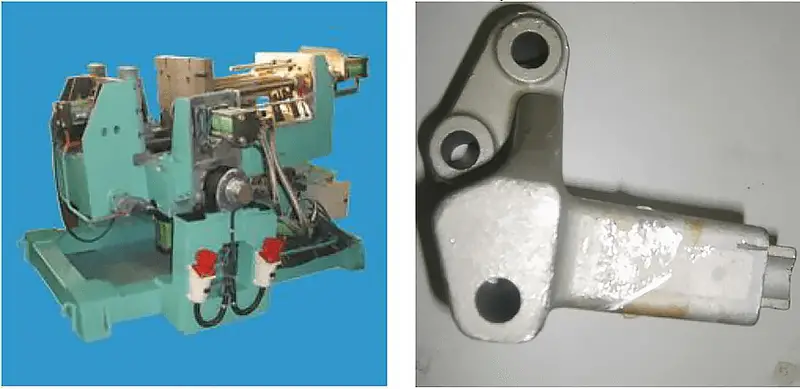
액체 금속은 일반적으로 수동으로 게이트에 붓고, 금형 캐비티를 채우고, 배기, 냉각, 액체 금속의 무게에 의한 힘으로 금형을 열어 최종 제품을 생산합니다.
이 공정에는 제련, 금형에 재료 붓기, 배기, 냉각, 금형 열기, 열처리 및 후처리 등의 단계가 포함됩니다.
중력 캐스팅의 특징은 다음과 같습니다:
압력 주조는 고압 주조와 저압 주조의 두 가지 범주로 나뉩니다.
고압 주조는 용융 합금을 압력 챔버 내의 강철 주형 캐비티에 빠르게 부어 고압으로 응고시키는 주조 기술입니다.
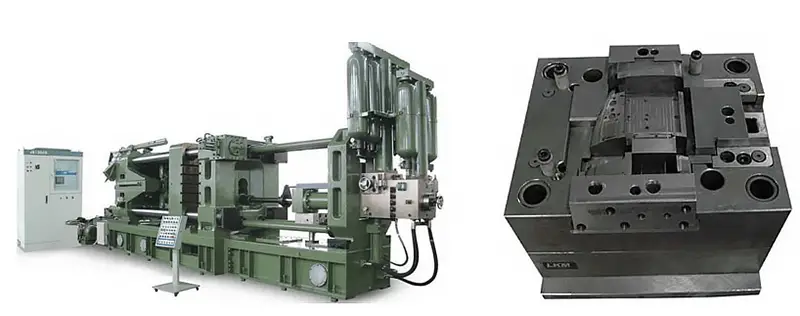
(1) 금속 액체는 압력을 받아 캐비티에 채워지고 결정화를 통해 응고되며, 일반적으로 압력 범위는 15-100MPa입니다.
(2) 금속 액체는 내부 게이트를 통해 유입되는 10~50m/s의 속도, 경우에 따라 80m/s를 초과하는 고속으로 캐비티에 채워집니다. 그 결과 금속 액체의 충전 시간은 주물의 크기에 따라 다르지만 일반적으로 0.01~0.2초로 매우 짧습니다.
고압 주조의 특징은 다음과 같습니다:
그러나 고압 주조는 금형 비용이 높고 금형 수명이 짧습니다.
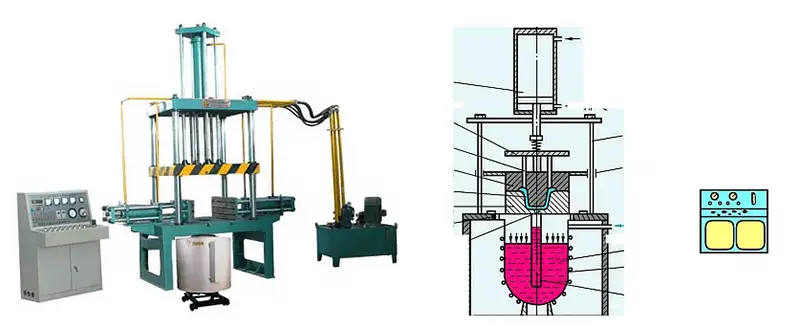
저압 주조 기술의 공정은 다음과 같습니다: 건조하고 압축된 공기가 밀폐된 도가니 또는 탱크에 유입됩니다. 가스 압력의 영향을 받아 액체 금속이 라이저를 따라 스프 루로 상승하여 금형 캐비티로 원활하게 들어갑니다. 가스 압력은 주물이 완전히 응고될 때까지 도가니의 액체 레벨에서 유지됩니다.
응고 후 액체 표면의 가스 압력이 방출되어 라이저의 액체 금속이 도가니로 다시 흐르게 됩니다.
마지막으로 몰드를 열고 주물을 제거합니다.
저압 주조는 장비, 공정 및 제품 성능 측면에서 고압 주조와 큰 차이가 있습니다.
저압 주조에서 가해지는 압력은 일반적으로 20~60kPa로 비교적 낮으며, 압력 공급원은 가스로 공급됩니다.
압력이 낮기 때문에 제품의 충전 속도가 느리고 생산 효율은 낮지만 제품의 다공성이 개선되어 열처리가 가능합니다.
일반적으로 저압 주조는 고압 주조와 중력 주조의 장점 사이에서 균형을 이루는 방식입니다.
| 기술 | 금형 비용 | 다이 라이프 | 다공성 | 열처리 | 가공 수당 | 표면 마감 | 적합한 제품 | 생산 효율성 | |
| 고압 주조 | 복합 | 높은 | 짧은 | 나쁜 | 아니요 | 작은 | 높은 | 얇은 벽으로 둘러싸인 부품 | 높은 |
| 저압 주조 | simple | 낮은 | long | 좋은 | yes | 큰 | 높은 | 중간 벽 부품 | medium |
| 중력 캐스팅 | simple | 낮은 | long | 좋은 | yes | 큰 | 낮은 | 두꺼운 벽 부품 | 낮은 |
의 강점 알루미늄 합금 는 원재료의 차이로 인해 크게 달라질 수 있습니다. 반면 다이캐스팅 제품은 고압에서 성형되기 때문에 밀도와 강도가 높습니다. 예를 들어 A380 다이캐스트 제품의 강도는 360MPa이고 연신율은 3.7%에 불과합니다.
중력 주조 제품은 일반적으로 다이캐스트 제품에 비해 강도가 낮습니다. 예를 들어, ZL101A는 열처리 후 강도는 310MPa이지만 연신율은 5-6%입니다. 380MPa 이상의 강도를 가진 ZL201a 및 ZL204a와 같은 소재도 있습니다.
생산 공정을 선택할 때 제품의 벽 두께가 주요 고려 사항입니다. 고압 주조는 매우 효율적인 공정이므로 생산 공정과 제품 성능이 요구 사항을 충족하는 한 가장 먼저 선택해야 합니다. 그러나 제품 벽 두께가 8mm보다 큰 경우 내부 기공으로 인해 고압 주조가 원하는 강도 요구 사항을 충족하지 못할 수 있으며, 이 경우 중력 주조 또는 저압 주조를 고려할 수 있습니다.

MachineMFG의 창립자인 저는 10년 넘게 금속 가공 산업에 종사해 왔습니다. 폭넓은 경험을 통해 판금 제조, 기계 가공, 기계 공학 및 금속용 공작 기계 분야의 전문가가 될 수 있었습니다. 저는 이러한 주제에 대해 끊임없이 생각하고, 읽고, 글을 쓰면서 제 분야에서 선두를 유지하기 위해 끊임없이 노력하고 있습니다. 저의 지식과 전문성을 귀사의 비즈니스에 자산으로 활용하세요.







