
판금 절곡을 위한 0° - 180° 굽힘 허용치 차트
판금 부품이 어떻게 정밀하게 설계되고 제조되는지 궁금한 적이 있나요? 이 블로그 게시물에서는 중요한 요소인 굽힘 공차의 매력적인 세계에 대해 자세히 알아보겠습니다.
판금 벤딩에서 완벽한 벤딩을 보장하는 것은 무엇일까요? 이 문서에서는 최소 굽힘 반경, 굽힘 높이, 구멍 여백, 굽힘 선 위치, 구멍 위치의 중요성 등 판금 벤딩 프로젝트의 성패를 좌우할 수 있는 5가지 중요한 요소에 대해 설명합니다. 독자는 이러한 기본 원칙을 더 깊이 이해하여 금속 가공 작업의 정밀도와 품질을 보장할 수 있습니다.

최소 굽힘 반경은 굽힘 과정에서 시트의 외부 섬유가 끊어지지 않는 경우 내부 굽힘 모서리의 반경을 나타냅니다.
최소 굽힘 반경은 특별한 요청이 있는 경우에만 지정해야 하며, 일반적인 조건에서는 가능한 한 많이 늘려야 합니다.
표 1에는 일반적으로 사용되는 다양한 두께 계열의 판금 재료에 대한 최소 굽힘 반경이 나와 있습니다.
표 1 최소 굽힘 반경
| 두께(mm) | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 |
|---|---|---|---|---|---|---|---|---|---|
| 자료 | |||||||||
| Q195 | 2 | 2 | × | × | × | × | × | × | × |
| Q235 | × | × | 5 | 5 | 5 | 10 | 10 | 10 | 15 |
| Q345 | × | × | 5 | 5 | 10 | 10 | 10 | 15 | 15 |
| 일반적으로 사용되는 알루미늄 합금 시트 | 2 | 2 | 2 | 5 | 5 | 5 | × | × | × |
2.1 구부러진 공작물의 품질을 보장하려면 구부러진 부품의 직선 모서리가 최소 구부러진 높이보다 작아서는 안 됩니다.
그림 1과 같이 직각을 이루도록 구부릴 때 최소 구부림 높이는 공식 (1)에 의해 결정됩니다.
h분 = r+2t---------------------(1)

그림 1
2.2 굽힘 높이의 특수 요구 사항:
디자인에서 굽힘 높이 h ≤ r + 2t를 구부려야 하는 경우 가장 먼저 해야 할 일은 굽힘 높이를 늘린 다음 필요한 크기로 구부려서 처리하는 것입니다.
굽힘 변형 영역에서 얕은 아크 홈을 처리한 후 그림 2와 같이 다시 구부립니다.
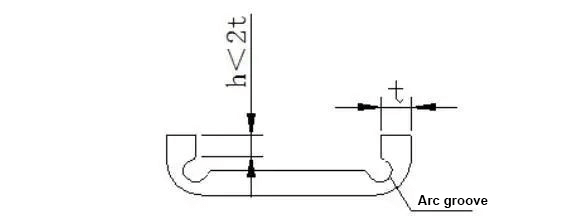
그림 2
2.3 모서리가 경사진 구부러진 면의 직선 가장자리 높이입니다.
그림 3과 같이 측면 모서리가 경사진 구부러진 조각을 구부릴 때.
측면 가장자리의 최소 높이는 방정식 (2)와 같습니다.
h분 = (2~4) t > 3mm---------------(2)
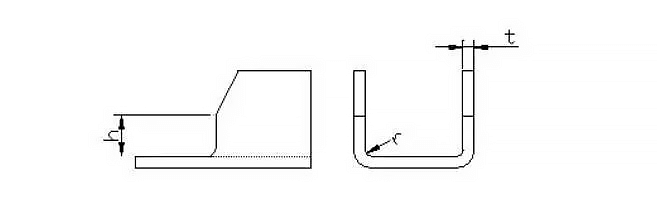
그림 3
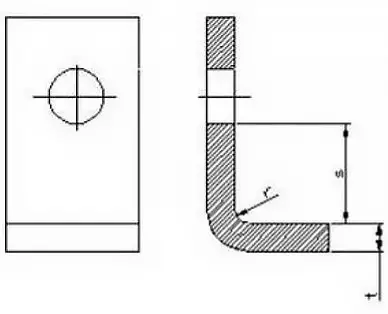
펀칭 후 굽힘이 필요한 경우 구멍을 굽힘 변형 영역 외부에 배치하여 펀칭 중에 변형되는 것을 방지해야 합니다. 벤딩 프로세스.
구부러진 가장자리의 안쪽 표면에서 구멍 가장자리까지의 거리는 표 2에 나와 있습니다.
표 2: 최소 홀 여백
 |  | ||
|---|---|---|---|
| t(mm) | s(mm) | ||
| t(mm) | s(mm) | ≤25 | s≥2t+2 |
| ≤2 | s≥t+r | >25-50 | S≥2.5T+2 |
| >2 | S≥1.5T+R | >50 | s≥3t+r |
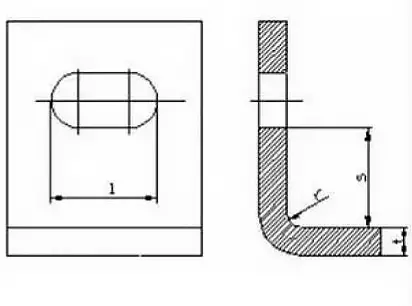
4.1 섹션을 부분적으로 구부릴 때는 벤드 라인 는 치수 변화의 날카로운 모서리에서 응력 집중으로 인한 굽힘 균열을 방지하기 위해 치수 급격한 위치에 있지 않아야 합니다.
돌연변이로부터의 거리 S는 굽힘 반경 r보다 커야 합니다(그림 4a 참조).
또는 변형 영역과 비변형 영역을 분리하기 위해 프로세스 구멍 또는 홈을 펀칭합니다(그림 4b, 4c 참조).
그림의 크기 요구 사항을 참고하세요: S ≥ R, 슬롯 너비 k ≥ t, 슬롯 깊이 L ≥ t + R + k / 2.

그림 4
4.2 구멍이 굽힘 변형 영역에 있는 경우 굽힘 전에 취해야 할 공정 조치는 그림 5에 나와 있습니다.

그림 5
다이에서 시트의 정확한 위치를 보장하고 절곡 중 움직임으로 인한 제품 낭비를 방지하려면 그림 6과 같이 절곡된 부품에 공정 위치 지정 구멍을 설계해야 합니다.
특히 여러 번의 굴곡을 통해 형성된 부품의 경우, 누적 오차를 줄이고 제품 품질을 보장하기 위해 공정 구멍을 위치 지정의 기준점으로 사용해야 합니다.
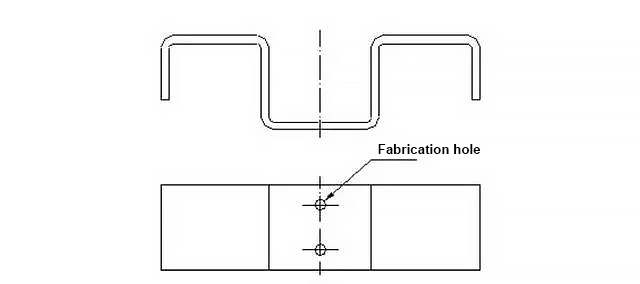
그림 6

MachineMFG의 창립자인 저는 10년 넘게 금속 가공 산업에 종사해 왔습니다. 폭넓은 경험을 통해 판금 제조, 기계 가공, 기계 공학 및 금속용 공작 기계 분야의 전문가가 될 수 있었습니다. 저는 이러한 주제에 대해 끊임없이 생각하고, 읽고, 글을 쓰면서 제 분야에서 선두를 유지하기 위해 끊임없이 노력하고 있습니다. 저의 지식과 전문성을 귀사의 비즈니스에 자산으로 활용하세요.







