
버니어 캘리퍼와 마이크로미터: 정밀한 측정에 적합한 도구는 무엇일까요?
정밀한 측정이 필요한 경우 버니어 캘리퍼와 마이크로미터 중 어떤 도구를 사용해야 할까요? 두 도구 모두 다양한 산업 분야에서 필수적인 도구이지만 각기 다른 강점이 있습니다. 이 글에서는...
물체의 내부 치수를 정밀하게 측정하는 데 어려움을 겪은 적이 있나요? 내부 측정을 위한 다용도 도구인 내부 마이크로미터는 기계 가공에서 높은 정확도를 달성하는 데 필수적입니다. 이 글에서는 내부 마이크로미터의 구조, 기술 데이터, 올바른 사용법을 안내하여 내경과 평행면 사이의 거리를 자신 있게 측정할 수 있도록 도와드립니다. 마지막에는 항상 신뢰할 수 있는 결과를 얻기 위해 이 장비를 다루고 유지 관리하는 방법을 이해하게 될 것입니다.
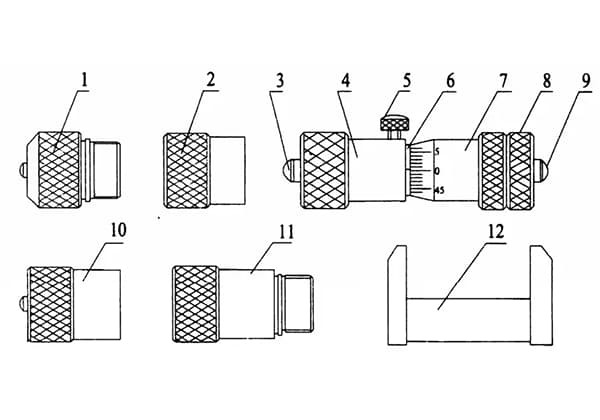
내부 마이크로미터는 나사 쌍의 원리를 사용하여 본체 양쪽 끝의 구형 측정 표면 사이의 거리를 판독하는 범용 내부 치수 측정 도구입니다. 특히 기계 가공에서 내경, 홈, 두 평행면 사이의 거리를 측정하는 데 적합합니다. 측정된 정확도 수준은 일반적으로 GB/T1800.3-1998에 명시된 IT8-IT10입니다.
내부 마이크로미터의 측정 헤드 중앙에는 경질 합금 시트를 사용하여 내부 마이크로미터의 수명을 연장합니다.
내부 마이크로미터의 구동 메커니즘은 마이크로미터 나사와 고정 슬리브에 고정된 나사산 샤프트 슬리브로 구성되며, 차동, 보정 너트 및 마이크로미터 나사는 이동 부품으로 함께 고정되고 측정 헤드, 나사산 샤프트 슬리브, 고정 슬리브 등은 고정 부품으로 연결됩니다. 내부 마이크로미터는 컴팩트한 구조와 안정적이고 신뢰할 수 있는 측정 정확도를 가지고 있습니다.
모든 정확도 지표는 국가 표준을 충족합니다.
사용자는 측정 필요에 따라 적절한 마이크로미터를 선택하거나 요구 사항에 따라 특별 주문을 할 수 있습니다. 구체적인 사양과 눈금 값은 표 1에 나와 있습니다.
표 1
| 시리즈 및 표시기 | 측정 하한 | |||
| 50 | 150 | 250 | 개별 내경 | |
| 마이크로미터 헤드의 측정 범위 | 13 | 25 | 50 | 25 |
| 졸업 값 | 0.01 | 0.01 | 0.01 | 0.01 |
| 사양(측정 범위) | 50-250 50-600 50-1000 50-1500 | 150-1500 150-2000 150-3000 | 250-2000 250-3000 250-4000 250-5000 250-6000 | 50-75 75-100 275-300 |

| 기술 데이터 | ||||||
| 측정 범위 | 50~75 | 75~125 | >125~200 | >200~325 | >325~500 | >500~600 |
| 졸업 값 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 |
| 표시 오류 | ±0.006 | ±0.006 | ±0.008 | ±0.010 | ±0.012 | ±0.016 |
| 표면의 구형 반경을 측정합니다. | 20 | 20 | 20 | 20 | 20 | 20 |
| 마이크로미터 나사의 범위는 13입니다. | ||||||
| 카드 보드의 크기와 편차를 50 ± 0.002로 확인합니다. | ||||||
내부 마이크로미터의 외관에 측정에 영향을 줄 수 있는 결함이 없는지 관찰합니다. 측정 접점, 측정 헤드, 측정 헤드를 청소하고 차동 장치를 돌려서 유연하게 회전하는지 확인하고 잠금 장치가 단단히 고정되어 있는지 확인합니다.
인사이드 마이크로미터를 사용하기 전에 보정 클램프를 사용하여 마이크로미터 헤드의 영점 위치(3~9개 구성 요소의 조합)를 보정하고 균일한 힘을 가하세요.
약간의 오차가 있는 경우 먼저 잠금 나사를 조인 다음 캘리브레이션 너트를 풀어 차동 실린더의 영점 위치를 고정 슬리브의 세로선에 맞추고 마지막으로 캘리브레이션 너트를 조입니다.
사용 중에 커넥팅로드를 인사이드 마이크로미터에 연결할 때는 먼저 나사산 샤프트 슬리브의 너트를 풀고 커넥팅로드의 오른쪽 끝을 나사산 샤프트 슬리브의 왼쪽 끝으로 조입니다.
내부 마이크로미터를 사용하여 조리개를 측정할 때는 측정 표면에 측정 접점의 측정 표면을 지지하고 차동을 조정한 다음 구멍의 방사형 부분에서 차동 실린더의 한쪽 측정 표면을 흔들어서 최대 크기를 찾은 다음 구멍의 축 방향으로 흔들어서 최소 크기를 찾습니다. 이 조정은 여러 번 반복해야 합니다.
마지막으로 잠금 나사를 조이고 내부 마이크로미터를 제거한 후 측정값을 읽습니다. 평행한 두 평면 사이의 거리를 측정할 때는 내부 마이크로미터를 여러 방향으로 흔들어서 가장 작은 크기를 측정 결과로 삼습니다.
인사이드 마이크로미터는 내경 및 내부 치수 측정을 위해 커넥팅 로드와 함께 사용할 수 있을 뿐만 아니라 마이크로미터 헤드(3~9개 구성품의 조합)를 하나의 인사이드 마이크로미터로 사용할 수도 있습니다.
인사이드 마이크로미터를 사용할 때는 제공된 커넥팅 로드 비교표에서 적절한 커넥팅 로드를 선택하여 누적 오차를 줄이기 위해 필요한 크기를 구성하세요. 또한 가장 큰 커넥팅로드를 마이크로미터 헤드에 연결한 다음 측정 접점에 순차적으로 연결하여 연결 후 축의 휨을 줄이세요.
내부 마이크로미터를 사용하여 조리개를 측정할 때는 적어도 하나의 단면을 두 개의 수직 방향에서 측정해야 합니다. 깊은 구멍을 측정할 때는 지지면의 수를 적절히 늘려야 합니다.
측정 중 온도의 영향에 주의하고 손이나 기타 열원으로 인한 열 전달을 방지하세요. 특히 대형 측정의 경우 특별한 주의를 기울여야 합니다.
측정 시 인사이드 마이크로미터의 지지 위치가 정확해야 합니다. 길이가 긴 인사이드 마이크로미터로 측정할 때는 전체 길이의 양쪽 끝에서 0.211L로 지지하세요. 이렇게 하면 변형을 줄이고 측정 오류를 최소화할 수 있습니다.
측정 후에는 기기의 변형을 방지하기 위해 내부 마이크로미터를 평평하게 놓아야 합니다.
사용 중에는 마이크로미터에 부딪히지 않도록 주의하세요. 커넥팅로드를 조립하기 전에 모든 접촉면과 측정 표면을 깨끗이 닦아주세요. 사용 후에는 각 측정 표면에 방청 오일을 바르고 상자에 넣어 보관하세요.
커넥팅 로드 비교 표는 아래에 첨부되어 있습니다.
(50-70) mm 측정 범위를 제외한 다른 모든 구성 요소는 연결 슬리브를 사용하여 마이크로미터 헤드에 연결됩니다.
| 내경 (50-600)mm 마이크로미터의 익스텐션 로드 비교표 | |||||||||
| 측정 범위 mm | 마이크로미터 헤드 50mm | 접점 측정 13mm | 측정 헤드 20mm | 익스텐션 로드 NQ1 13mm | 익스텐션 로드 NQ2 25mm | 익스텐션 로드 NQ3 50mm | 익스텐션 로드 NQ4 100mm | 익스텐션 로드 NQ5 150mm | 익스텐션 로드 NQ6 200mm |
| 50~63 | 1 | – | – | – | – | – | – | – | – |
| 63~70 | 1 | ||||||||
| 70~83 | |||||||||
| 83~95 | 1 | ||||||||
| 95~108 | – | 1 | |||||||
| 108~120 | 1 | ||||||||
| 120~133 | – | – | 1 | ||||||
| 133~145 | 1 | ||||||||
| 145~158 | – | 1 | |||||||
| 158~170 | 1 | ||||||||
| 170~183 | 1 | – | 1 | – | – | – | 1 | – | – |
| 183~195 | 1 | ||||||||
| 195~208 | – | 1 | |||||||
| 208~220 | 1 | ||||||||
| 220~233 | – | – | – | 1 | |||||
| 233~245 | 1 | ||||||||
| 245~258 | – | 1 | |||||||
| 258~270 | 1 | ||||||||
| 270~283 | – | – | – | 1 | |||||
| 283~295 | 1 | ||||||||
| 295~308 | – | 1 | |||||||
| 308~320 | 1 | ||||||||
| 320~333 | 1 | – | 1 | – | – | 1 | – | – | 1 |
| 333~345 | 1 | ||||||||
| 345~358 | – | 1 | |||||||
| 358~370 | 1 | ||||||||
| 370~383 | – | – | – | 1 | |||||
| 383~395 | 1 | ||||||||
| 395~408 | – | 1 | |||||||
| 408~420 | 1 | ||||||||
| 420~433 | – | – | – | 1 | |||||
| 433~445 | 1 | ||||||||
| 445~458 | – | 1 | |||||||
| 458~470 | 1 | ||||||||
| 470~483 | 1 | – | 1 | – | – | 1 | – | 1 | 1 |
| 483~495 | 1 | ||||||||
| 495~508 | – | 1 | |||||||
| 508~520 | 1 | ||||||||
| 520~533 | – | – | – | 1 | |||||
| 533~545 | 1 | ||||||||
| 545-558 | – | 1 | |||||||
| 558~570 | 1 | ||||||||
| 570~583 | – | – | 1 | ||||||
| 583~595 | 1 | ||||||||
| 595~608 | – | 1 | |||||||

MachineMFG의 창립자인 저는 10년 넘게 금속 가공 산업에 종사해 왔습니다. 폭넓은 경험을 통해 판금 제조, 기계 가공, 기계 공학 및 금속용 공작 기계 분야의 전문가가 될 수 있었습니다. 저는 이러한 주제에 대해 끊임없이 생각하고, 읽고, 글을 쓰면서 제 분야에서 선두를 유지하기 위해 끊임없이 노력하고 있습니다. 저의 지식과 전문성을 귀사의 비즈니스에 자산으로 활용하세요.




