모터 베어링 열 발생: 전체 분석
모터 베어링이 뜨거워지는 이유는 무엇이며 어떻게 해야 할까요? 이 기사에서는 과도한 부하와 열악한 조건에서 모터 베어링 열 발생의 원인에 대해 자세히 설명합니다.
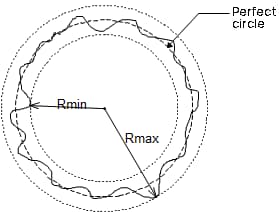
무엇이 완벽한 원을 만드는지 궁금한 적이 있나요? 기계 공학 분야에서 진원도는 회전하는 부품의 성능과 수명에 영향을 미치는 중요한 개념입니다. 이 글에서는 진원도의 정의, 측정 방법, 진원도에 영향을 미치는 요인을 살펴보며 진원도의 복잡성에 대해 자세히 살펴봅니다. 노련한 엔지니어든 호기심 많은 학습자든 진원도를 이해하는 것은 고정밀 기계를 설계하고 유지보수하는 데 있어 핵심입니다.

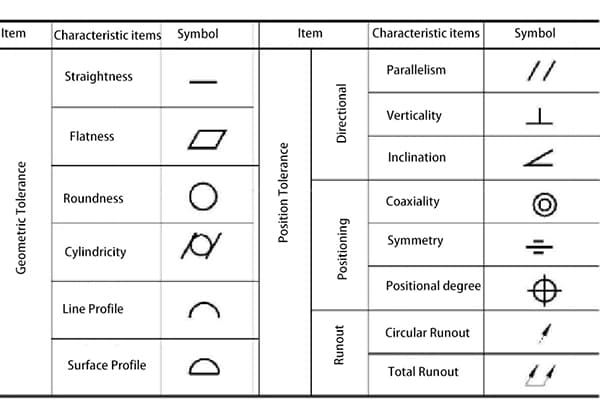
형태 및 위치 편차의 정의와 표현에 관한 일본 산업 표준(JIS) B0621-1984에서 진원도는 "원형 물체의 기하학적 원으로부터의 편차"로 정의됩니다. 이 표준은 기계 공학에서 원형 부품의 품질과 기능을 보장하는 데 중요한 진원도를 정확하게 표현하는 방법을 제공합니다.
JIS B0621-1984에서 진원도의 표현은 다음과 같습니다:
회전하는 부품의 경우 적절한 기능과 수명을 보장하려면 실제 원형 모양을 평가하는 것이 중요합니다. 당면한 문제는 완벽한 원에서 허용되는 편차, 즉 진원도 허용 오차를 결정하는 것입니다. 이 평가는 다음과 같이 시작됩니다:
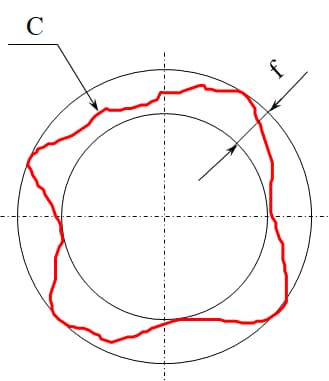
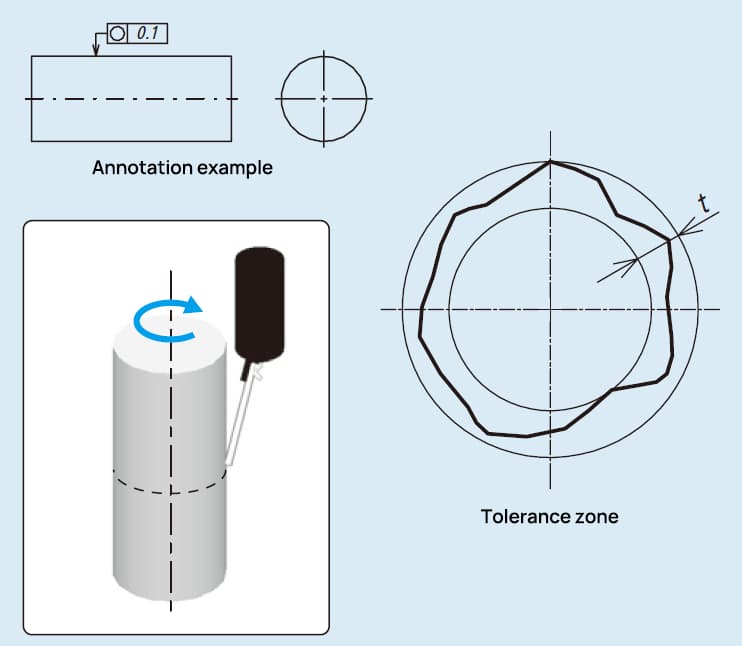
원형 공차라고도 하는 진원도 공차는 원통형 또는 구형 부품의 단면 평면에서 완벽한 원으로부터 허용되는 편차를 정의하는 기하학적 치수 및 공차(GD&T) 사양입니다. 이 공차 영역은 부품의 측정 원주가 지정된 공차 영역(반지름 차이가 t인 동일한 단면의 두 동심원 사이의 면적)에 속하는지 확인하여 부품이 정의된 한계 내에서 일관된 원형 모양을 유지하도록 보장합니다.
원통형 부품의 단면을 상상해 보십시오. 진원도 허용 오차 영역은 두 개의 동심원 사이의 영역으로 표시됩니다. 이 원 사이의 반경 차이 t는 이상적인 원형 형태에서 허용되는 편차를 나타냅니다. 부품의 실제 원주에 있는 모든 지점이 이 영역 내에 있어야 진원도 공차 요구 사항을 충족합니다.
여러 가지 요인으로 인해 진원도와 원통도에 편차가 발생하여 가공된 부품의 정밀도와 기능에 영향을 미칠 수 있습니다. 일반적인 원인은 다음과 같습니다:
진원도를 평가하는 방법에는 여러 가지가 있으며, 각 방법마다 고유한 특징과 장점이 있습니다. 사용할 방법은 일반적으로 공작물의 특정 요구 사항에 따라 선택됩니다.
예를 들면 다음과 같습니다:
지름 방법
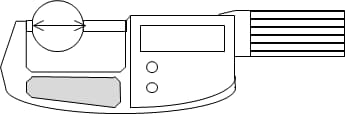
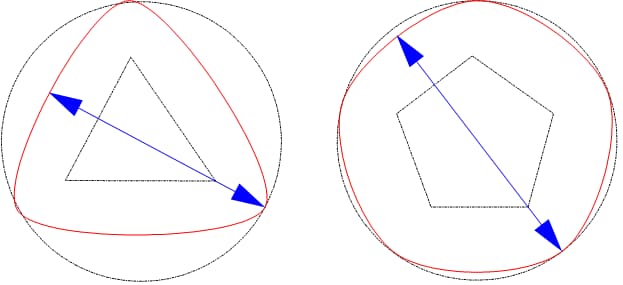
진원도는 마이크로미터와 같은 도구를 사용하여 직접 측정할 수 있습니다. 이 방법은 간단하고 쉽게 수행할 수 있습니다. 그러나 삼각형과 오각형의 지름이 같은 원을 평가할 때 원형이 아닌 경우 원형으로 측정하기 쉬워 잘못된 결과를 초래할 수 있습니다.
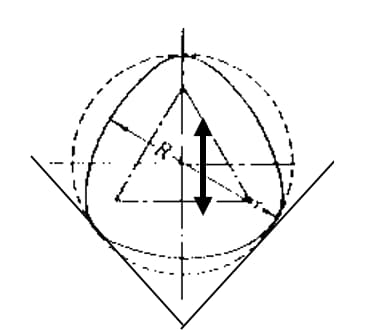
3점 방식
3점 방식은 [V블록+마이크로미터/미터+벤치]를 통해 진원도 데이터를 얻을 수 있습니다.
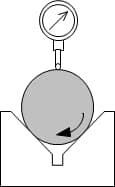
그러나 3점 방식은 선택한 지지점의 접선 차이와 기준점의 중심 결정의 어려움으로 인해 측정값이 부정확할 수 있습니다. 또한 측정 대상의 회전에 따른 상하 움직임으로 인해 측정 중 오차가 발생할 수 있습니다.
예를 들면 다음과 같습니다:
반경 방법
반경 방법은 공작물을 한 사이클 동안 회전시킨 후 얻은 최대 반경과 최소 반경의 차이를 사용하여 진원도를 평가합니다. 그림에서 볼 수 있듯이 측정 결과는 공작물의 수평 작동에 의해 쉽게 영향을 받을 수 있습니다.
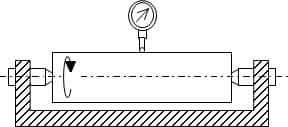
허용 오차 영역은 동일한 섹션의 두 동심원 사이입니다.
중앙 방법
중심 방식에 비해 반경 방식은 보다 정밀한 측정이 필요한 경우에 주로 사용됩니다. 진원도 감지 데이터는 기준 원에 따라 달라집니다. 테스트 원의 평가 방법이 다르면 기준 원의 중심 위치가 달라져 측정된 원형 피처의 축 위치에 영향을 미칩니다.
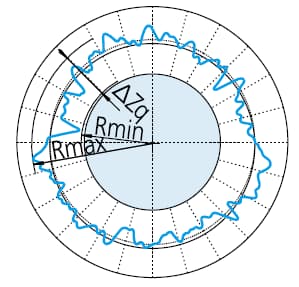
진원도를 결정하기 위해 측정된 윤곽을 원에 맞추고 윤곽 데이터의 원과의 편차 제곱의 합을 최소화합니다. 그런 다음 진원도 값은 윤곽선과 원의 최대 편차(가장 높은 피크 값에서 가장 낮은 밸리 값)의 차이로 정의됩니다.
ΔZq=Rmax-Rmin, LSC를 통한 진원도 값을 나타내는 기호
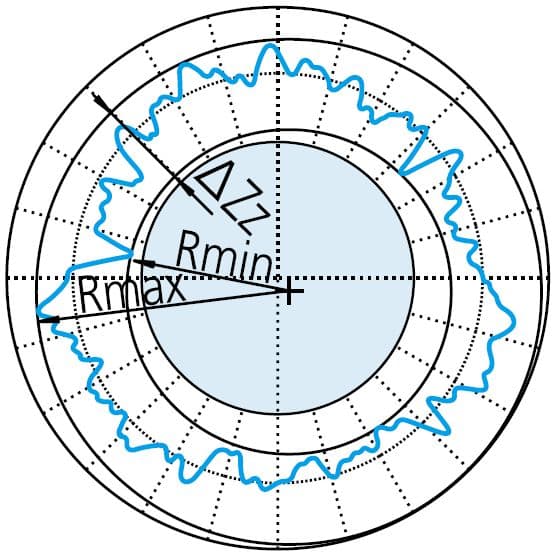
반경 차이를 최소화하기 위해 측정된 윤곽선 주위에 두 개의 동심원을 배치합니다. 진원도 값은 두 원 사이의 방사형 간격으로 정의됩니다.
ΔZz=Rmax-Rmin , MZC를 통한 진원도 값을 나타내는 기호입니다.
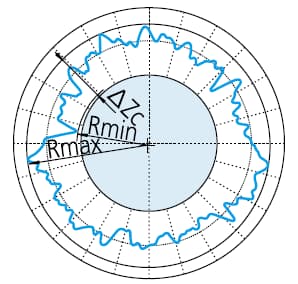
먼저 측정된 프로파일을 둘러싸는 가장 작은 원을 만듭니다. 그런 다음 진원도 값은 윤곽선과 원 사이의 최대 편차로 정의됩니다. 이 방법은 일반적으로 샤프트, 막대 및 이와 유사한 물체를 평가하는 데 사용됩니다.
ΔZc=Rmax-Rmin , MCC를 통한 진원도 값의 기호입니다.
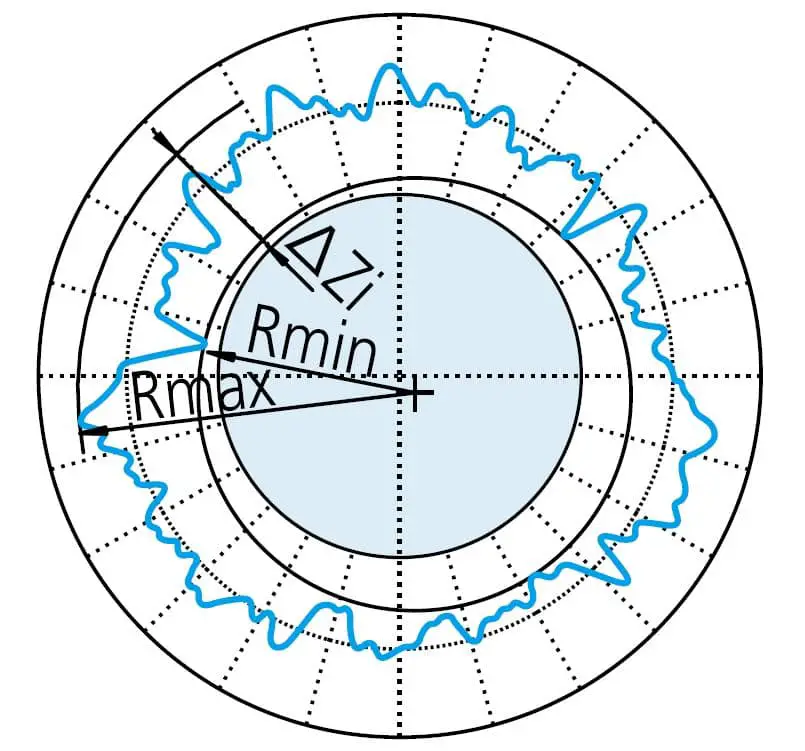
측정된 프로파일을 둘러쌀 수 있는 가장 큰 원을 만듭니다. 그런 다음 진원도 값은 윤곽선과 원 사이의 최대 편차로 정의됩니다.
ΔZi=Rmax-Rmin , MIC를 통한 진원도 값을 나타내는 기호입니다.
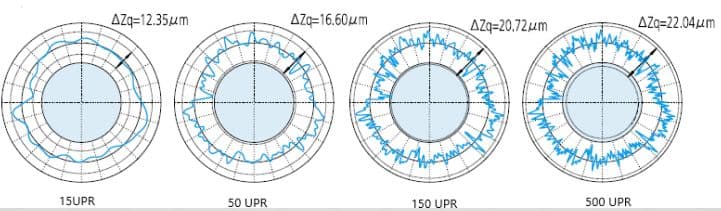
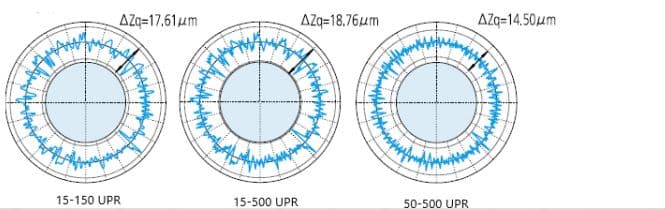
진원도를 평가할 때 일반적으로 획득한 윤곽선을 필터링하여 불필요한 노이즈의 영향을 줄이거나 제거합니다.
필터링 방법과 설정된 필터링 차단 값(UPR: 회전당 변동)은 특정 측정 요구 사항에 따라 달라질 수 있습니다. 아래 그림은 필터 설정이 측정된 윤곽에 미치는 다양한 효과를 보여줍니다.
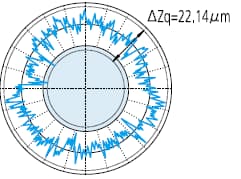
필터 없음:
로우 패스 필터:
대역 통과 필터:
평가자로서 이 수치는 우리에게 무엇을 말해줄 수 있을까요?
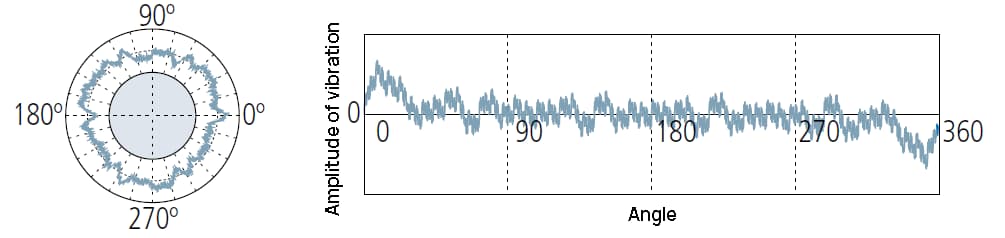
그림: 측정 결과 차트
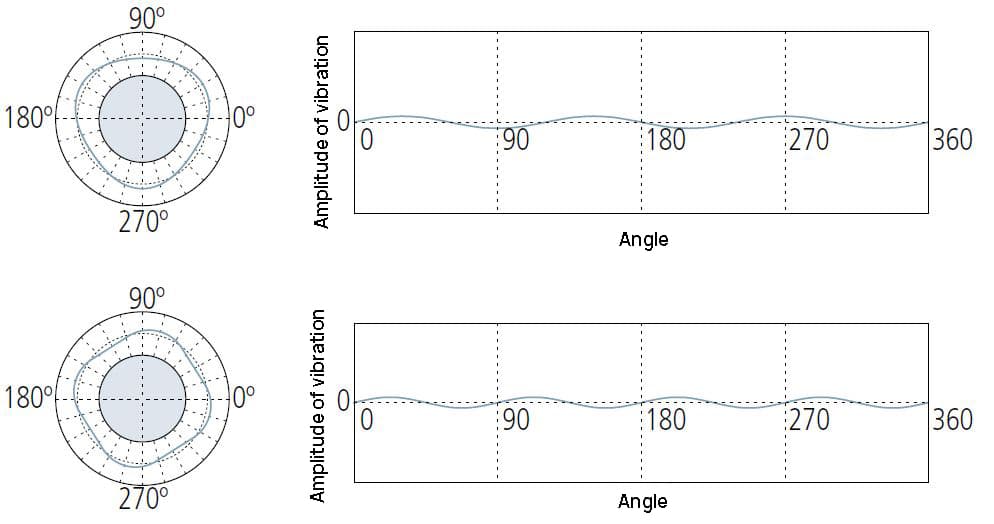
1 UPR: 필터링 후 하나의 웨이브만 유지됩니다:
1UPR 구성 요소는 측정기의 회전축을 기준으로 한 공작물의 편심을 나타냅니다.
파형의 진폭은 레벨 조정에 따라 달라집니다.
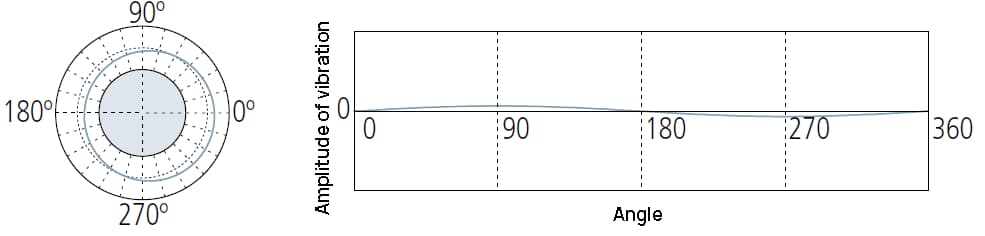
2UPR 구성 요소가 표시될 수 있습니다:
측정 기기의 레벨 조정이 불충분합니다;
공작물을 공작 기계에 잘못 설치하여 모양을 형성하는 경우 ② 원형 런아웃이 발생합니다;
공작물의 모양이 타원형인 경우(예: IC 엔진의 피스톤) ③ 공작물의 디자인이 타원형인 경우.
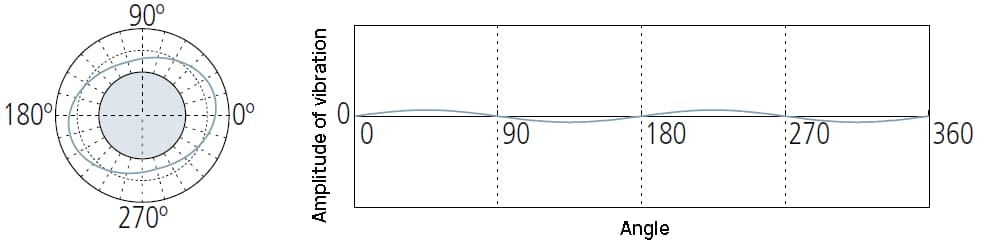
표시할 수 있습니다:
측정기의 고정 척이 너무 꽉 조여 변형이 발생했습니다.
가공 공작 기계의 고정 척에서 언로딩할 때 응력 방출로 인한 이완 변형.
일반적으로 가공 방법이나 공작물 생산 과정의 불균형 요소를 말합니다.
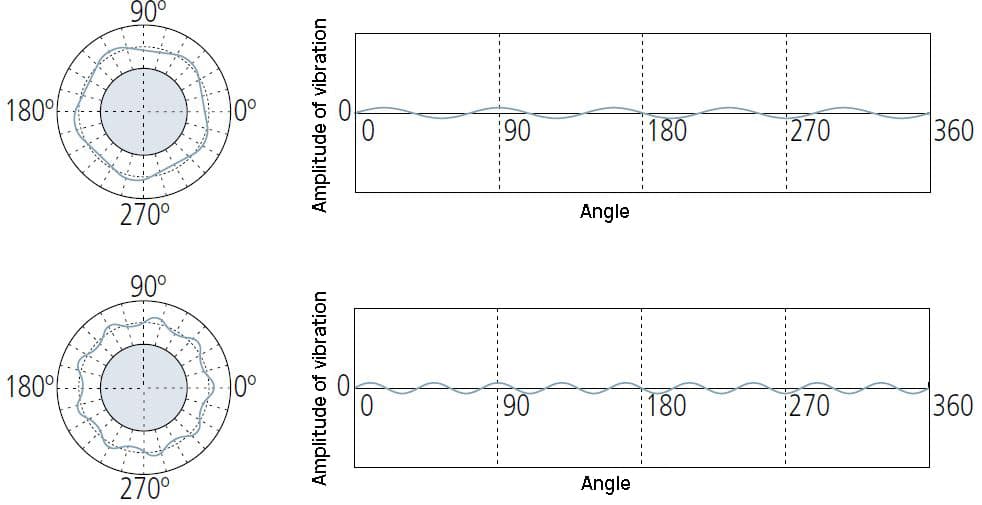
15개 이상의 UPR 조건은 일반적으로 공구 진동, 기계 진동, 절삭유 전달 효과, 재료 불균일성 등과 같은 자체적인 원인으로 인해 발생합니다.

| 매개변수 | 의미 |
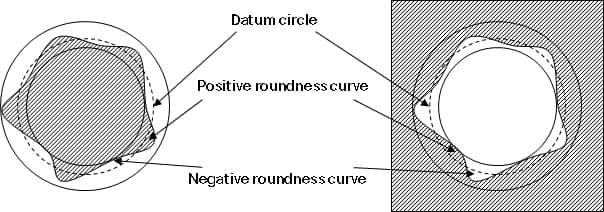
| RONt | 측정된 진원도 값은 양의 진원도 곡선의 최대값과 음의 진원도 곡선의 최소값의 차이 또는 절대값의 합을 나타냅니다. |
| RONp | 측정된 진원도 곡선의 피크 높이는 양의 진원도 곡선의 최대값을 나타냅니다. |
| RONV | 측정된 진원도 값은 음의 진원도 곡선의 최소값의 절대값을 나타냅니다. |
| RONq | 이중 평균 제곱근 진원도 측정값은 진원도 곡선의 이중 평균 제곱근을 나타냅니다. |
마지막으로 진원도를 측정하는 데 사용할 수 있는 도구와 기기는 어떤 것이 있는지 살펴볼까요?
마이크로미터:

진원도 측정기:

좌표 측정기:

지면이 제한되어 있으므로 다루지 않은 사항에 대해 메시지를 남기고 비판할 수 있습니다.
이 글을 읽으시고 둥글기에 대해 더 깊이 이해하셨기를 바랍니다. 더 궁금한 점이 있으면 아래에 댓글을 남겨 주세요.

MachineMFG의 창립자인 저는 10년 넘게 금속 가공 산업에 종사해 왔습니다. 폭넓은 경험을 통해 판금 제조, 기계 가공, 기계 공학 및 금속용 공작 기계 분야의 전문가가 될 수 있었습니다. 저는 이러한 주제에 대해 끊임없이 생각하고, 읽고, 글을 쓰면서 제 분야에서 선두를 유지하기 위해 끊임없이 노력하고 있습니다. 저의 지식과 전문성을 귀사의 비즈니스에 자산으로 활용하세요.