
재료 구성 및 레이저 커팅 품질: 관계 이해
동일한 장비와 매개변수에서 레이저 절단 품질이 달라지는 이유는 무엇일까요? 이 기사에서는 탄소강판의 구성이 절단 결과에 어떤 영향을 미치는지 자세히 살펴봅니다. 자세히 알아보기...
눈 깜짝할 사이에 정밀도와 파워가 만나는 세상을 상상해 보세요. 이 글에서는 레이저 커팅 포커싱의 흥미로운 원리를 살펴보고, 포커스 위치를 조정하는 것이 커팅 품질에 어떻게 큰 영향을 미치는지 설명합니다. 커팅 헤드의 높이와 내부 초점 렌즈 조정이 어떻게 중요한 역할을 하는지 알아보고 자동 초점 기술의 최신 발전에 대해 알아봅니다. 마지막에는 정밀한 초점이 레이저 커팅 공정의 효율성과 정확성을 어떻게 향상시키는지 이해하게 될 것입니다.

판을 자르기 전에 초점과 판 사이의 거리를 조정해야 합니다.
아래 그림과 같이 절단 재료와 방법에 따라 초점 위치가 달라집니다. 따라서 레이저 커팅은 초점 위치를 지속적이고 동적으로 조정해야 합니다.
그렇다면 초점 위치는 어떻게 변경할 수 있을까요?

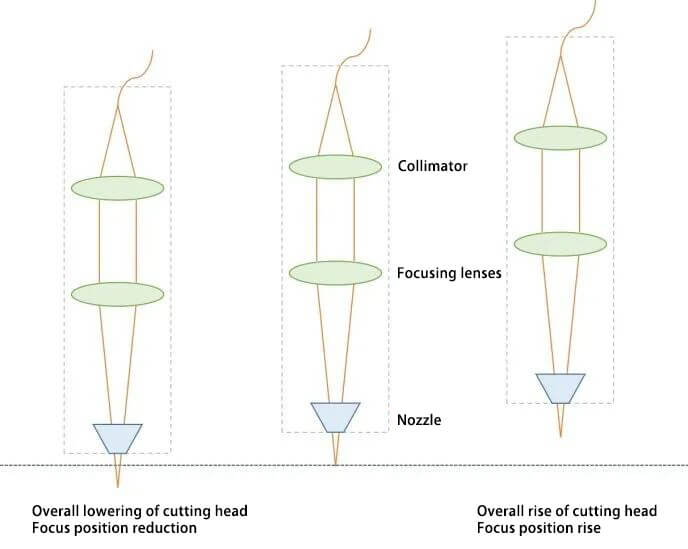
일반적으로 커팅 헤드의 상단과 하단 위치를 변경하여 초점을 맞출 수 있다고 알려져 있습니다:
일반적으로 원하는 초점 위치를 얻는 가장 쉬운 방법은 커팅 헤드의 높이 위치를 조정하는 것입니다.
예를 들어 커팅 헤드가 내려가면 초점 위치도 내려갑니다. 반대로 커팅 헤드를 올리면 아래 그림과 같이 초점 위치가 그에 따라 올라갑니다.
사실 초점 위치를 조정할 때 고려해야 할 다른 요소도 있습니다:
커팅 헤드 하단에 노즐이 설치되어 있습니다. 노즐과 공작물 사이의 거리는 가스의 유량과 확산에 영향을 미치며, 이는 결과적으로 절단 품질에 영향을 미칩니다.
일반적으로 노즐과 공작물 사이의 거리는 특정 범위 내에서 고정된 값으로 유지됩니다.
커팅 헤드를 전체적으로 위아래로 움직여 커팅 높이를 조정하는 것도 커팅 품질에 영향을 줄 수 있습니다.
따라서 커팅 헤드를 들어 올려 커팅 높이를 조정하는 것은 커팅 품질에 영향을 미치므로 적절하지 않습니다.
따라서 커팅 헤드 내부의 렌즈 높이를 조정하는 방법이 더 과학적입니다:
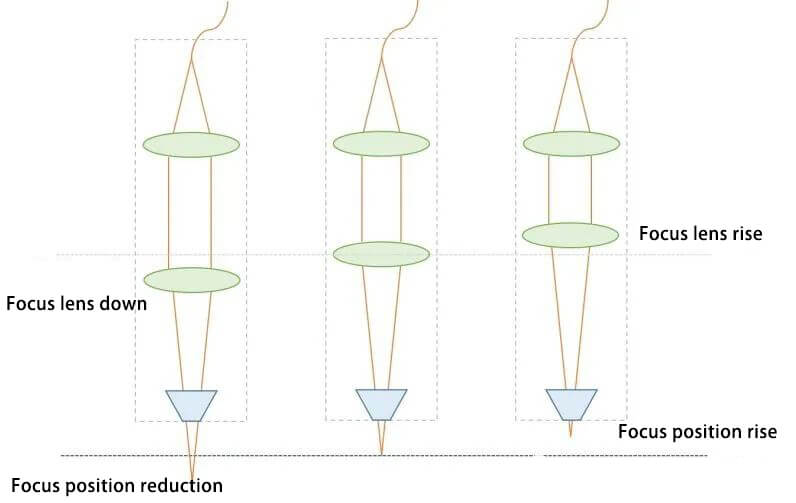
내부 초점 렌즈의 위치를 변경하면 초점 포인트의 위치도 변경할 수 있습니다:
초점 렌즈가 떨어지면 초점 위치가 감소하고, 초점 렌즈가 올라가면 초점 위치가 증가합니다. 이렇게 하면 커팅 헤드가 전체적으로 원래 위치에 유지되고 노즐과 공작물 사이의 거리가 일정하게 유지되므로 위에서 언급한 공기 흐름의 간섭을 피할 수 있습니다.
초점 렌즈 조정 기술은 시대에 발맞춰 발전하고 있습니다:
초기에는 초점 렌즈의 위아래 움직임을 조정할 때 렌치를 사용하거나 자체 롤러 또는 노브를 직접 돌려 수동으로 조정했습니다.
기술의 발전으로 자동 초점 기능이 점점 더 보편화되고 있습니다. 모터가 초점 렌즈를 위아래로 움직이게 합니다.
수동으로 초점을 맞출 때는 커팅 헤드를 공작 기계의 가장자리로 이동한 다음 조정해야 합니다.
자동 초점 방식을 사용하면 공작 기계의 어느 곳에서나 소프트웨어로 조정할 수 있어 더욱 편리하게 사용할 수 있습니다.

초점 위치의 높이는 제로 초점 지점을 기준으로 합니다.
따라서 초점을 조정하기 전에 제로 초점 포인트의 위치를 결정하는 것이 중요합니다. 그런 다음 초점 렌즈를 일정 거리만큼 위 또는 아래로 움직여 초점 위치의 증가 또는 감소 값을 조정합니다.
이전 분석에 따르면, 가장 작은 점은 제로 포커스 위치에서 발생하며, 이는 가장 작은 슬릿을 나타냅니다.
초점 위치를 위아래로 이동하면 광점이 두꺼워져 슬릿이 선형으로 넓어지고 절단 품질이 저하됩니다.
커팅 헤드의 영점 위치는 일반적으로 "0" 표시 눈금에 가깝습니다.
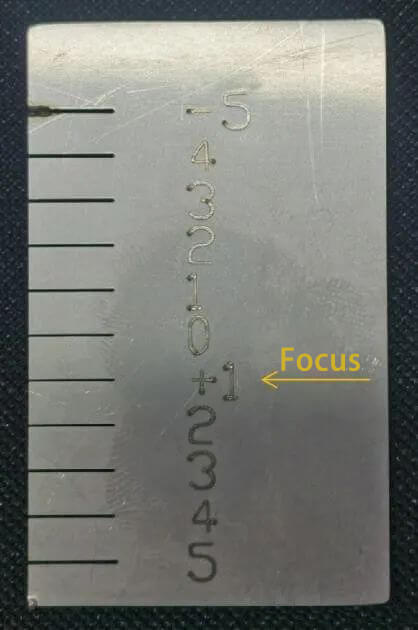
제로 포커스 위치를 찾으려면 먼저 눈금을 "0"으로 조정하고 작업대에 평평한 판을 놓습니다. 5mm에서 +5mm 범위 내에서 1mm마다 자르기를 진행합니다.
결과 슬릿을 주의 깊게 비교하고 가장 좁은 지점을 제로 초점 위치로 식별합니다.
후속 컷을 만들 때 앞서 찾은 제로 초점 위치(즉, +1 스케일 위치)를 기준으로 스케일을 조정하여 해당되는 defocus 금액.
저전력의 일반적인 초점 위치 레이저 커팅:
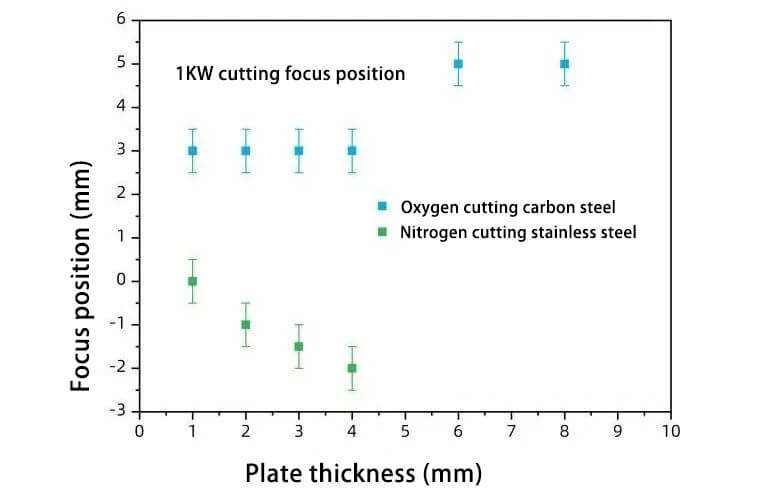

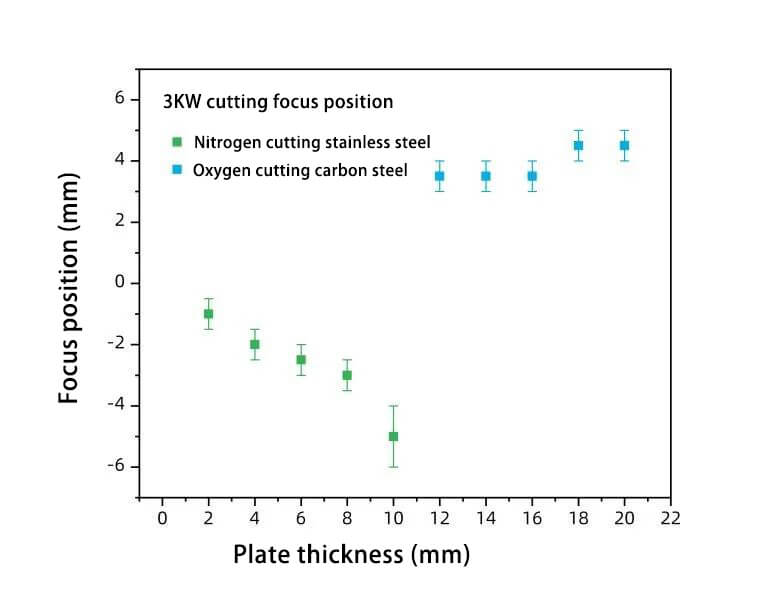
실제 절단 작업에서는 특정 절단 요구사항에 따라 적절한 초점 위치를 선택해야 합니다. 레이저 커팅 초점 선택 방법에 대한 자세한 내용은 다음 게시물을 참조하세요.

MachineMFG의 창립자인 저는 10년 넘게 금속 가공 산업에 종사해 왔습니다. 폭넓은 경험을 통해 판금 제조, 기계 가공, 기계 공학 및 금속용 공작 기계 분야의 전문가가 될 수 있었습니다. 저는 이러한 주제에 대해 끊임없이 생각하고, 읽고, 글을 쓰면서 제 분야에서 선두를 유지하기 위해 끊임없이 노력하고 있습니다. 저의 지식과 전문성을 귀사의 비즈니스에 자산으로 활용하세요.







