Advancements in Laser Additive Manufacturing of 316L Stainless Steel
Imagine producing intricate, high-strength stainless steel components with unparalleled precision and efficiency. Laser additive manufacturing of 316L stainless steel is revolutionizing the industry, employing advanced techniques like Directed Energy Deposition (DED) and Selective Laser Melting (SLM). This article delves into the methods, benefits, and challenges of these cutting-edge technologies, offering insights into their impact on manufacturing processes and the future of material engineering. Explore how this innovation can enhance product durability and performance, promising a new era in industrial fabrication.
Laser additive manufacturing technology has the advantage of rapidly forming complex-shaped parts and has received widespread attention in recent years.
This article introduces two laser additive manufacturing technologies, directed energy deposition (DED) and selective laser melting (SLM), and summarizes the research progress on laser additive manufacturing of 316L stainless steel from the perspectives of common defects, structure and texture, and mechanical properties.
It analyzes the existing problems in the laser additive manufacturing of 316L stainless steel and looks forward to its development prospects.
1. Laser Additive Manufacturing Process
Laser additive manufacturing includes two technologies, directed energy deposition (DED) and selective laser melting (SLM).
Both use high-energy laser beams as heat sources to locally melt metal powder and form a molten pool; when the laser beam moves away, the molten pool solidifies quickly. However, the working principles of DED and SLM technologies are different.
DED, also known as near-net-shape laser engineering, laser metal deposition, or rapid laser forming, is a typical coaxial powder delivery laser additive manufacturing technology.
The metal powder inside the powder drum enters the molten pool through the conveying pipe and specially designed nozzle. The laser beam moves along a predetermined trajectory under computer control to melt the metal powder and form a thin layer.
After that, the deposition head moves upward, continuing to deposit the next layer, repeating this process layer by layer until the desired part is produced.
In addition to directly forming metal parts, DED technology can also be used to prepare coatings, repair damaged components, and prepare functionally graded materials. SLM is a typical powder bed laser additive manufacturing technology.
The metal powder is not sprayed from the nozzle but is pre-spread evenly on the powder bed. The laser beam selectively melts the powder bed according to a predetermined path.
After one layer is formed, the powder bed moves a certain distance downward and is re-powdered and selectively melted, repeating this process layer by layer until the desired part is produced.
To avoid oxidation of 316L stainless steel parts, both the DED and SLM forming processes need to be carried out under inert gas protection.
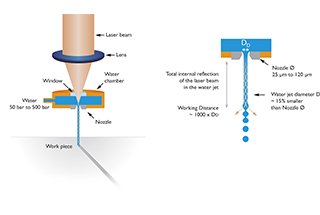
Aside from differing operational principles, Directed Energy Deposition (DED) and Selective Laser Melting (SLM) also have significantly diverse process parameters. The laser beam diameter in DED typically ranges between 600 to 1300μm, while in SLM, it is significantly smaller, usually between 15 to 80μm.
Currently, 316L stainless steel powder used for laser additive manufacturing is often prepared by atomization.
Considering the beam diameters of DED and SLM, the particle size of 316L stainless steel powder for DED usually lies between 45 to 180μm, while for SLM, it is typically between 5 to 63μm.
During the DED process, the laser power (P) can reach up to 200 to 720W, but the scanning speed (v) is often less than 10mm·s-1.
Consequently, the line energy density (EL=P/v) is extremely high, even up to tens or hundreds of joules per millimeter. A higher line energy density leads to stronger laser penetration, so the layer thickness in DED is usually set to 254 to 500μm, with a scanning interval typically set to 350 to 500μm.
In contrast, SLM often uses lower laser power (60 to 380W) and higher scanning speed (30 to 7000mm·s-1), resulting in a very low line energy density, usually between 0.01 to 0.5 J·mm-1.
To ensure the absence of insufficient fusion defects, both the scanning interval and layer thickness in SLM must be small enough, usually between 20 to 300μm and 10 to 60μm, respectively.
During DED formation, the temperature gradient and cooling rate can reach up to 102 to 103K·mm-1 and 103 to 104K·s-1, respectively.
As the line energy density in SLM is lower, the temperature gradient inside its melt pool is even larger, up to 103 to 105K·mm-1, and the cooling rate is faster, reaching 104 to 107K·s-1.
2. Common Defects
Compared to traditional metallurgical techniques, laser additive manufacturing technology has significant advantages.
However, if process parameters are chosen incorrectly, various defects may be introduced during the forming process, such as porosity, lack of fusion, and cracks. These defects can significantly decrease the mechanical properties of 316L stainless steel.
Therefore, how to reduce or eliminate these defects is a crucial issue in laser additive manufacturing.
Porosity and lack of fusion are the two most common defects in the laser additive manufacturing of 316L stainless steel. Porosity typically appears spherical, primarily originating from gases in the 316L stainless steel powder.
The pores within the powder can’t be completely expelled during the rapid solidification of the melt pool and remain within the component. Inert gases can also be entrained into the melt pool and form pores.
Additionally, during the laser additive manufacturing process, the highest temperature is on the surface of the part. Heat is conducted inward, forming a wide and shallow melt pool.
However, when the laser power is extremely high or the laser scanning speed is very low, i.e., the laser line energy density is very high, the melt pool formation will switch from a heat conduction mode to a deep melting mode, forming a narrow and deep melt pool channel.
This channel is very unstable and can easily form pores at the bottom of the melt pool. It is generally believed that when the ratio of the width to the depth of the melt pool falls below a certain critical value, the deep melting mode is triggered.
To control the porosity rate of 316L stainless steel in laser additive manufacturing, the gas content of the 316L stainless steel powder should be strictly controlled, and process parameters should be optimized to avoid porosity caused by the deep melting mode.
In contrast to the formation mechanism of porosity, lack of fusion defects typically originate from insufficient laser energy density leading to inadequate melting depth, resulting in irregularly shaped, large voids between layers. This type of defect can generally be resolved by reducing the layer thickness.
Ballification is one of the common defects in the laser additive manufacturing of 316L stainless steel. This phenomenon refers to the inability of molten metal droplets to form a continuous molten line, instead creating a droplet-shaped surface on the formed part; the cumulative effect of ballification can significantly reduce the accuracy of the part.
This effect is often caused by an excessive oxygen content in the forming cavity, which results in oxidation on the surface of the metal droplets, preventing their fusion. Therefore, it is crucial to strictly control the oxygen content in the forming cavity during the forming process.
316L stainless steel is one of the metals suitable for additive manufacturing, but there have been reports of cracking defects in the laser additive manufacturing of 316L stainless steel.
Thermal cracking (or solidification cracking) is one of the important mechanisms for cracking, often occurring in the late stage of rapid solidification of the molten pool.
At this point, the proportion of the solid phase is large, the molten pool is occupied by a cellular substructure, and there is a liquid phase film at the boundary of the cellular substructure.
The strength of this structure is extremely low, which makes it prone to cracking under tensile stress, and at this moment, it is difficult for the liquid to flow in to fill the crack area, eventually forming a grain-boundary thermal crack.
The common defects and their formation mechanisms in the laser additive manufacturing of 316L stainless steel are shown in Table 1.
Table 1: Common defects and their formation mechanisms in the laser additive manufacturing of 316L stainless steel.
Defect Name
Formation Mechanism
Pore
Pores exist within the powder; inert shielding gas cannot be expelled from the molten pool; inappropriate selection of process parameters results in excessive laser energy density, triggering a deep melting mode.
Incomplete fusion
The laser energy density is insufficient, resulting in inadequate fusion depth.
Spheroidization
Excessive oxygen content prevents the metal droplets from merging to form a continuous molten line.
Cracking
During the late stage of solidification, the liquid phase film at the cellular substructure boundary cracks under tensile stress.
3. Microstructure
Due to the high temperature gradient and cooling rate, the solidification process of laser additive manufacturing exhibits a rapid quenching effect.
The 316L stainless steel prepared in this way presents an extremely nonequilibrium structure that traditional casting methods cannot achieve.
It typically forms a columnar crystal structure, with numerous tiny cellular substructures within the columnar grains, as depicted in Figure 1.
Figure 1: Microstructure Illustration of Laser Additive Manufacturing Formed 316L Stainless Steel.
During the solidification process (including casting, welding, laser additive manufacturing, etc.), the temperature gradient G in the liquid phase at the forefront of the solid/liquid interface and the growth rate V of the solidification front together determine the morphology and size of the grain and its internal substructure.
The smaller the G/V, the easier it is to form an equiaxed grain structure; conversely, a columnar grain structure is more likely to form. The temperature gradients and growth rates vary throughout the melt pool.
Typically, the bottom of the melt pool has a large temperature gradient and a small growth rate, promoting columnar crystal formation, while the top of the melt pool has a small temperature gradient and a high growth rate, facilitating equiaxed crystal formation.
Laser additive manufacturing uses a layer-by-layer deposition method. To ensure sufficient interlayer bonding, part of the material from the previous layer will be remelted, so the equiaxed crystal structure at the top of the melt pool often does not exist, while the columnar crystals at the bottom of the melt pool extend layer by layer through epitaxial growth.
In addition, unlike the dendritic structure of as-cast 316L stainless steel, the melt pool of laser additive manufacturing cools extremely fast during solidification, limiting the formation and growth of secondary dendrites.
Therefore, the solid/liquid interface of the 316L stainless steel melt pool during laser additive manufacturing usually advances via cellular growth.
During solidification, DED-formed 316L stainless steel typically forms a primary austenite structure, and on the cell walls of the cellular substructure, there is a pronounced segregation of ferrite stabilizing elements such as chromium and molybdenum, thus promoting the formation of a small amount of ferrite.
Compared to DED, SLM cools faster, the element segregation effect is greatly reduced, generally not enough to form stable ferrite, so SLM-formed 316L stainless steel usually exhibits a single-phase austenite structure, without ferrite formation.
In addition to the segregation of ferrite stabilizing elements like chromium and molybdenum on the cell walls of the cellular substructure, the slight orientation difference between adjacent cellular substructures leads to a large number of dislocations clustering on the cell walls, while the dislocation density inside the cellular substructure is relatively low, forming a typical dislocation cell.
In addition, a certain crystallographic texture is formed in 316L stainless steel through laser additive manufacturing. Throughout the process, the thermal flow direction varies within the melt pool, but overall, it opposes the formation direction.
The structure of the 316L stainless steel formed by laser additive manufacturing primarily consists of austenite with a face-centered cubic structure.
As the <100> direction is the fastest growth direction for cubic crystals, the 316L stainless steel typically forms a <100> fibrous texture along the formation direction during laser additive manufacturing. Adjusting process parameters such as laser scanning strategies can effectively control the formation of textures.
4. Mechanical Properties
4.1 Tensile Properties
The yield strength and tensile strength of 316L stainless steel produced through laser additive manufacturing typically range from 300 to 600 MPa and 400 to 800 MPa respectively, significantly higher than the yield strength (200 to 300 MPa) and tensile strength (500 to 600 MPa) of 316L stainless steel prepared using traditional methods.
The ultra-high yield strength of laser additive manufactured 316L stainless steel is attributed to its multi-scale structural organization, such as fine grains (approximately 0.2mm in size), cellular substructures (less than 1μm in diameter), high-density small-angle grain boundaries (up to 41%), dislocation networks (on the scale of hundreds of nanometers), precipitated phases (10 to 150nm in size), and localized element segregation (less than 1nm in range).
This multi-scale heterogeneous organization also contributes to the stable continuous work hardening after the yield of 316L stainless steel.
Moreover, similar to 316L stainless steel prepared by traditional processes, laser additive manufactured 316L stainless steel also exhibits dynamic Hall-Petch effect due to the formation of nanotwins assisting deformation during the tensile plastic deformation process, which helps enhance the work hardening effect, thereby achieving high tensile strength and ultra-high elongation after fracture.
The post-fracture elongation rate of laser additive manufactured 316L stainless steel closely correlates with the porosity inside the material.
Laser additive manufacturing-formed 316L stainless steel typically exhibits columnar crystal structures and forms certain crystallographic textures, making the tensile properties of the formed stainless steel anisotropic. By adjusting scanning strategies, one can effectively reduce crystallographic texture, rendering the yield strength isotropic.
However, columnar crystal structures still lead to varying levels of work hardening in different directions during the tensile process of laser additive manufacturing-formed 316L stainless steel, resulting in significant differences in tensile strength and elongation after fracture in different directions.
In addition, traditional 316L stainless steel manufacturing processes can trigger martensitic phase transformation during plastic deformation, but no deformation-induced martensitic transformation has been found in current studies on plastic deformation of laser additive manufacturing-formed 316L stainless steel.
4.2 Fatigue Performance
The fatigue performance of laser additive manufacturing-formed 316L stainless steel is influenced by various factors, including microstructure, internal defects, surface roughness, and loading direction.
The fine cell substructure within the structure of laser additive manufacturing-formed 316L stainless steel significantly impedes dislocation slip and crack nucleation, greatly enhancing the fatigue performance of 316L stainless steel.
After laser additive manufacturing, a post-processing heat treatment is usually required for the 316L stainless steel parts, during which the microstructure of 316L stainless steel may change, affecting its fatigue performance.
Studies show that after stress-relieving annealing at 470℃, the cell substructure of laser additive manufacturing-formed 316L stainless steel does not change significantly, so low-temperature stress relief annealing does not greatly impact its fatigue strength.
However, when the heat treatment temperature is high enough, it can affect the cell substructure of laser additive manufacturing-formed 316L stainless steel, thereby affecting its fatigue performance.
Internal defects and substantial surface roughness significantly degrade the fatigue performance of 316L stainless steel formed by laser additive manufacturing. Studies indicate that internal imperfections (such as voids and unmelted powder) and rough surfaces lead to localized stress concentration in 316L stainless steel.
These areas of stress concentration tend to be the initial sites for fatigue crack nucleation, thereby promoting fatigue failure. Additionally, the loading direction markedly affects the fatigue performance of 316L stainless steel formed by laser additive manufacturing.
The fatigue strength of laser-formed 316L stainless steel is highest when the loading direction is perpendicular to the forming direction, lower when they are parallel, and lowest at a 45-degree angle.
However, current research on the fatigue crack propagation mechanisms in laser-formed 316L stainless steel is in its infancy, and many mechanisms remain unclear or even contradictory.
5. Conclusion
316L stainless steel, with its exceptional combined mechanical and corrosion-resistant properties, ranks among the most widely used stainless steel materials. Traditional casting methods produce 316L stainless steel with coarse grains and low strength.
Thermal mechanical processing significantly refines the grain and introduces high-density dislocations, enhancing the strength of 316L stainless steel.
However, this procedure is complex and typically used for parts with simple shapes.
The laser additive manufacturing technology, characterized by its layer-by-layer deposition and rapid solidification, enables quick shaping of complex parts, bestowing unique organizational features such as small grains, internal cellular substructures, high-density small-angle grain boundaries, and high-density dislocations, which are unmatched by traditional metallurgical methods.
Laser additive manufacturing of 316L stainless steel yields superior strength and plasticity compared to 316L stainless steel prepared by traditional metallurgical methods.
However, laser additive manufacturing technology is still in the early stages of research and application. Future studies should further explore the microstructures and mechanical behaviors of 316L stainless steel shaped by laser additive manufacturing, along with a deep investigation of the impact of process parameters on structure and performance.
Accurate control of the manufacturing process will provide more technical support for its broad industrial application.
Furthermore, controlling the crystallographic texture to improve the anisotropy of the performance of 316L stainless steel shaped by laser additive manufacturing, and unraveling its fatigue crack propagation patterns, are essential areas of future research.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Imagine being able to cut through metal with the precision of a surgeon and the speed of a lightning bolt. This is the reality of modern laser processing technology. From…
Imagine harnessing the power of light to restore metal surfaces to their original beauty. Laser cleaning is revolutionizing manufacturing, offering a precise, eco-friendly alternative to traditional methods. In this article,…
Are you puzzled about choosing between fiber lasers and solid-state lasers for your next project? This article explores the key differences in their applications, precision, and performance. By understanding these…
Imagine a treatment that can enhance metal durability with pinpoint accuracy, minimal distortion, and without adding extra materials. Laser heat treatment does just that by using high-intensity lasers to harden…
Have you ever considered how lasers revolutionize manufacturing? From precision cutting to rapid prototyping, laser technology has transformed industrial processes, making them faster, cleaner, and more efficient. In this article,…
Have you ever wondered how lasers can cut through materials with such precision? This article explores the fascinating world of nanosecond, picosecond, and femtosecond lasers. You'll learn how these lasers…
Have you ever wondered how intricate patterns on your car’s dashboard or smartphone case are created? This article delves into mold laser etching technology, explaining how lasers enhance mold surface…
Have you ever wondered how fiber laser technology has revolutionized various industries? This article explores the core principles and diverse applications of fiber lasers, highlighting their advantages over traditional laser…
Have you ever wondered how intricate designs are engraved onto metal surfaces with pinpoint precision? Laser engraving technology revolutionizes this process by using concentrated laser beams to carve detailed patterns.…