Have you ever wondered how intricate designs are cut into aluminum with such precision? This article explores the fascinating world of laser-cut aluminum, revealing the technology behind it. You’ll learn about the process, its benefits, and real-world applications. Get ready to dive into the magic of laser cutting!
Both CO2 and fiber lasers are capable of cutting thin aluminum sheets, but with distinct considerations for each technology.
Fiber lasers are generally preferred for aluminum cutting due to their ability to directly process non-ferrous metals without additional surface treatments. Their shorter wavelength (typically 1064 nm) is more readily absorbed by aluminum, resulting in efficient cutting.
CO2 lasers, while effective for many materials, require special precautions when cutting aluminum. The material’s high reflectivity at the CO2 laser wavelength (10.6 μm) necessitates applying an anti-reflective coating to the aluminum surface. This coating prevents potentially damaging back-reflections to the laser source and improves energy absorption for more effective cutting.
Aluminum can indeed be processed using various cutting technologies, including laser, plasma, waterjet, and mechanical methods. However, laser cutting offers distinct advantages in terms of:
Precision: Achieving tight tolerances and intricate geometries
Edge quality: Producing smooth, burr-free cuts with minimal heat-affected zone
Speed: Especially efficient for thin to medium-thickness plates
Flexibility: Easily programmable for diverse part designs
The maximum aluminum thickness a laser can cut correlates directly with the laser power and beam quality. As a general guideline:
4500W fiber laser: Up to 12-15mm aluminum plate
6000W fiber laser: Up to 16-20mm aluminum plate
8000W+ fiber laser: Capable of cutting 25mm+ aluminum plate in optimal conditions
It’s important to note that these values can vary based on factors such as aluminum alloy composition, desired cut quality, and cutting speed requirements.
The laser cutting process for aluminum involves:
Beam focusing: Concentrating the laser energy to a small spot size (typically 0.1-0.3mm)
Material interaction: Rapid melting and partial vaporization of the aluminum
Assist gas: High-pressure nitrogen or compressed air to eject molten material and protect the cut edge from oxidation
Continuous motion: The laser beam or workpiece moves to create the desired cut path
While laser cutting aluminum can be more expensive than some traditional methods due to higher equipment costs and energy consumption, it often proves cost-effective for complex parts or when considering the total manufacturing process, including reduced post-processing requirements.
To optimize aluminum laser cutting:
Use high-purity assist gas to prevent oxide formation
Implement proper fume extraction to manage aluminum vapor
Adjust cutting parameters (power, speed, focus) based on specific alloy properties
Consider specialized cutting heads designed for highly reflective materials
In recent years, advancements in laser technology have led to a significant expansion in the application of laser cutting for aluminum processing. This evolution has prompted industries to reevaluate the benefits of laser cutting aluminum, recognizing its potential to revolutionize manufacturing processes.
Laser cutting offers several advantages over traditional methods, particularly in the production of consistent parts with high precision. The process excels in speed and efficiency, dramatically reducing processing time and production costs. The non-contact nature of laser cutting also minimizes material deformation and eliminates tool wear, further enhancing its appeal for aluminum fabrication.
The market currently offers three primary categories of laser cutting equipment suitable for aluminum plate processing:
Carbon Dioxide (CO2) Laser Cutting Machines:
Wavelength: 10.6 μm
Ideal for cutting thicker aluminum plates (typically up to 10-15 mm)
Excellent edge quality and minimal heat-affected zone
Requires higher power for aluminum compared to steel due to reflectivity
Fiber Laser Cutting Machines:
Wavelength: 1.064 μm
Superior for cutting thin to medium-thickness aluminum (up to 10 mm efficiently)
Higher absorption rate in aluminum, resulting in faster cutting speeds
Lower operating costs and higher energy efficiency
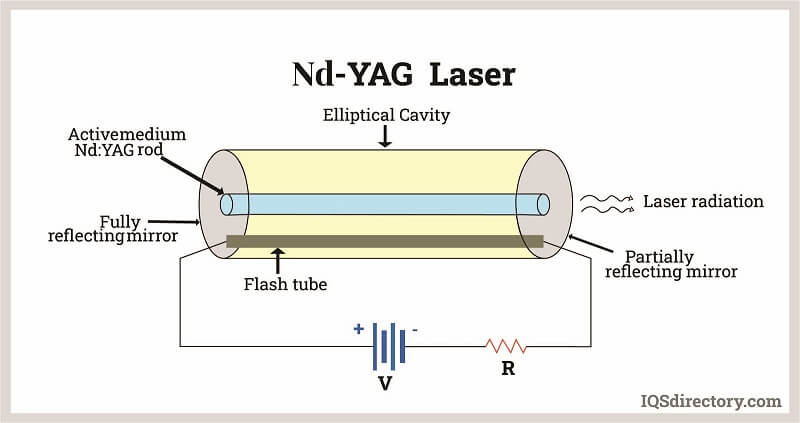
Lamp-Pumped (Nd:YAG) Laser Cutting Machines:
Wavelength: 1.064 μm
Suitable for cutting a range of aluminum thicknesses
Pulsed operation allows for precision cutting of intricate designs
Being gradually replaced by fiber lasers in many applications
1. CO2 laser cutting machine
The carbon dioxide laser cutting machine operates at a wavelength of 10.6 μm, which is readily absorbed by non-metallic materials. This characteristic enables high-precision cutting of various non-metallic substrates such as wood, acrylic, polypropylene (PP), and polymethyl methacrylate (PMMA or plexiglass). The absorption efficiency results in clean cuts with minimal heat-affected zones, making CO2 lasers ideal for applications in signage, prototyping, and decorative industries.
However, the machine’s effectiveness is significantly reduced when processing highly reflective materials like aluminum, copper, and silver. These metals reflect a substantial portion of the laser energy, leading to inefficient cutting and potential beam scattering hazards. This limitation is particularly pronounced in thicker sections or high-volume production scenarios.
The CO2 laser’s overall efficiency is further constrained by its relatively low photoelectric conversion rate, typically around 10-15%. This inefficiency translates to higher operational costs, including substantial electricity consumption and the need for robust cooling systems. Additionally, the maintenance requirements are considerable, involving regular replacement of optics, gas refills, and in some cases, liquid nitrogen supply for certain high-power systems.
These factors collectively restrict the machine’s versatility in metal processing. For aluminum specifically, most CO2 laser systems are limited to cutting plates up to 3 mm in thickness. This capability falls short for many industrial applications that require processing thicker aluminum sheets or demand higher production rates.
Consequently, while CO2 lasers excel in non-metallic material processing, their limitations in metal cutting, particularly for reflective alloys, often necessitate the consideration of alternative technologies such as fiber lasers or plasma cutting systems for comprehensive metalworking capabilities.
2. Fiber laser cutting machine
Fiber laser cutting technology represents a significant advancement in metal fabrication, offering superior efficiency and precision compared to traditional CO2 lasers. Operating at a wavelength of 1.06 μm, fiber lasers demonstrate enhanced absorption by metallic materials, resulting in faster cutting speeds and cleaner edge quality across a wide range of thicknesses.
The compact design of fiber laser systems significantly reduces the machine footprint, allowing for more efficient use of shop floor space. Additionally, these systems boast lower operating costs due to reduced gas consumption and higher electrical efficiency, with wall-plug efficiencies reaching up to 30-40% compared to 10-15% for CO2 lasers.
Currently, the market is dominated by high-quality continuous wave (CW) fiber lasers, with IPG Photonics being a leading manufacturer. While these systems offer exceptional performance, their high initial cost has been a barrier to widespread adoption. The limited competition in the high-power fiber laser market has contributed to maintaining premium pricing structures.
A notable consideration for potential buyers is the modular nature of fiber laser sources. Unlike CO2 lasers, where individual components can often be replaced, damage to a single fiber in a fiber laser typically necessitates replacement of the entire laser module. This factor can impact long-term maintenance costs and has caused some hesitation among potential adopters.
However, the fiber laser cutting machine market is evolving rapidly. Increased competition from emerging manufacturers and ongoing technological advancements are driving down costs. Innovations such as improved beam quality, higher power outputs (now exceeding 20 kW for cutting applications), and enhanced cutting head designs are expanding the capabilities of these systems.
Furthermore, the integration of automation and Industry 4.0 technologies is enhancing the overall value proposition of fiber laser cutting machines. Features such as automatic nozzle changing, real-time process monitoring, and predictive maintenance are improving productivity and reducing downtime.
As the technology matures and becomes more accessible, fiber laser cutting machines are increasingly becoming the preferred choice for metal fabricators across various industries, from automotive and aerospace to general job shops, offering a compelling combination of speed, precision, and operational efficiency.
3. YAG laser cutting machine
The YAG (Yttrium Aluminum Garnet) laser cutting machine operates at a wavelength of 1.06 μm, making it highly effective for cutting a wide range of metal materials. This wavelength is particularly well-suited for processing reflective metals such as copper, brass, and aluminum, which are challenging for CO2 lasers.
YAG laser technology has been a cornerstone in industrial cutting applications for decades, earning widespread recognition for its versatility and reliability. Its longevity in the market is a testament to its continued relevance and effectiveness in modern manufacturing processes.
The superior beam quality of YAG lasers, characterized by high power density and excellent focusability, enables precise and clean cuts with minimal heat-affected zones. This is particularly advantageous when cutting thin to medium-thickness metals. The pulsed laser characteristics of YAG systems allow for exceptional control over the cutting process, making it possible to achieve intricate designs and sharp corners in metal components.
YAG lasers boast a high energy utilization rate, typically around 20-30%, which is significantly better than CO2 lasers. This efficiency translates to reduced power consumption and operational costs. The ability to deliver high peak powers in short pulses also enables the YAG laser to cut through thicker materials more effectively than continuous wave lasers of similar average power.
Furthermore, the relatively lower initial investment and operational costs of YAG laser systems have made them increasingly attractive to a broad spectrum of customers, from small job shops to large-scale manufacturing facilities. The lower maintenance requirements and longer lifespan of solid-state YAG lasers compared to gas lasers contribute to their cost-effectiveness over time.
It’s worth noting that while traditional lamp-pumped YAG lasers are still in use, many modern systems utilize diode-pumped solid-state (DPSS) technology or fiber lasers, which offer even greater efficiency and beam quality while maintaining the advantages of the 1.06 μm wavelength.
Advantages of Aluminum Plate Laser Cutting Machine
The aluminum plate laser cutting machine offers superior precision with exceptionally narrow and smooth incisions, devoid of the fillets and rough edges typically associated with mechanical blanking processes. This precision cutting results in minimal heat affected zones (HAZ), reduced thermal stress, and negligible thermal deformation, preserving the material’s structural integrity.
One of the most significant advantages is the machine’s rapid cutting speed, which can be up to 10 times faster than traditional methods, depending on material thickness and complexity of the cut. This high-speed capability translates to increased productivity and reduced lead times in manufacturing processes.
The non-contact nature of laser cutting eliminates the impact forces and tool wear inherent in mechanical blanking methods. This not only extends the operational life of the equipment but also significantly reduces maintenance downtime and costs. Furthermore, the absence of physical contact prevents the formation of burrs, which are common in mechanical cutting processes, thus eliminating the need for secondary deburring operations.
Laser cutting technology allows for highly efficient material utilization. Workpieces can be nested closely together on the aluminum plate, typically resulting in material savings of 20% to 30% compared to traditional cutting methods. This optimization not only reduces raw material costs but also minimizes waste, contributing to more sustainable manufacturing practices.
Another key advantage is the single-step cutting process. Unlike mechanical methods that may require multiple passes or subsequent finishing operations, laser cutting achieves the final product geometry in one step. This streamlined approach eliminates the need for additional processing, reducing production time and labor costs while ensuring consistent quality across all cut pieces.
How Do Laser Cutting Machines Cut Aluminum Plates?
Laser cutting of aluminum plates employs a sophisticated process that harnesses the power of focused light energy. The process begins with a high-power laser source, typically a CO2 or fiber laser, generating a concentrated beam of light.
This laser beam is precisely directed through an advanced optical system, which includes mirrors and focusing lenses, to create an extremely high-density energy point. When this focused beam strikes the surface of the aluminum plate, it rapidly heats the material to its melting or vaporization point, depending on the laser power and material thickness.
Concurrently, a high-pressure assist gas, usually nitrogen or compressed air for aluminum, is directed coaxially with the laser beam. This gas serves multiple critical functions:
It blows away the molten or vaporized aluminum, creating a clean kerf.
It prevents oxidation of the cut edge, ensuring a high-quality finish.
It helps cool the surrounding area, minimizing the heat-affected zone (HAZ).
As the laser cutting head moves relative to the aluminum plate, guided by CNC programming, it creates a precise cut path. This movement can be achieved either by moving the cutting head over a stationary workpiece or by moving the workpiece under a fixed laser beam, depending on the machine configuration.
Laser cutting offers several distinct advantages for aluminum plate processing:
High precision: Laser cutters can achieve tolerances as tight as ±0.1mm, with kerf widths ranging from 0.1mm to 0.3mm, depending on material thickness and laser power.
Minimal distortion: The localized heating and rapid cooling result in a very small HAZ, typically less than 0.5mm for aluminum, reducing thermal stress and warping.
Versatility: Complex geometries and intricate designs can be cut without the need for specialized tooling or molds, offering significant flexibility in production.
Speed: Cutting speeds can reach up to 20 meters per minute for thin aluminum sheets, far surpassing traditional mechanical cutting methods.
Surface quality: The cut edges are smooth and generally free from burrs, often eliminating the need for secondary finishing operations.
Non-contact process: The absence of mechanical contact between the cutting tool and the workpiece prevents surface scratches and reduces tool wear.
Material efficiency: Nesting software can optimize part layout on the plate, minimizing material waste.
Automation potential: Laser cutting systems can be easily integrated into automated production lines, enhancing overall manufacturing efficiency.
When cutting aluminum specifically, considerations must be made for its high reflectivity and thermal conductivity. Fiber lasers are often preferred for aluminum cutting due to their shorter wavelength, which is more readily absorbed by the material. Additionally, proper selection of assist gas pressure and flow rate is crucial to achieve clean cuts and prevent dross formation on the bottom edge of the plate.
As laser technology continues to advance, with developments in beam quality, power output, and control systems, the capabilities for aluminum plate cutting are continuously expanding, further solidifying laser cutting’s position as a cornerstone technology in modern metal fabrication.
Process Parameters of Aluminum Laser Cutting
Laser cutting of aluminum requires careful consideration of various process parameters to achieve optimal results. The key factors influencing the quality and efficiency of aluminum laser cutting.
Thickness
1
2
3
4
5
6
Cutting parameters
Power W
1800- 2200
2000-2300
2200- 2400
2400- 2800
2600- 3000
3000
Speed
2000- 4000
2000-3000
1000- 2000
800- 1000
300- 500
400
Gas
N2
Air pressure KPA
10
15
18
20
20
22
Minimum power change
80- 100
90- 100
100
100
100
100
Hole Cutting parameters
Power W
2200
2200
2300
2400
2400
3000
Gas
N2
O2, N2
O2
O2
O2
O2
Air pressure KPA
150
150
150
150
150
200
Frequency HZ
200
200
150
150
150
200
Air proportion
18
18
16
16
16
18
Time S
0.5
1
2
4
5
6
Technical Analysis of Laser Cutting Aluminum Materials
From a cost and investment standpoint, fiber laser cutting machines and YAG laser cutting machines are widely used for cutting aluminum and other materials like stainless steel and carbon steel.
These two types of equipment have demonstrated effective results in cutting aluminum plates.
However, due to the highly reflective nature of aluminum, neither fiber laser cutting machines nor YAG laser cutting machines are capable of processing thicker aluminum plates.
It is recommended to use nitrogen while laser cutting aluminum plates to prevent oxidation and retain the material’s color uniformity.
Nitrogen is a better option in comparison to other alternatives.
The cutting thickness of these machines vary, with a 2000W laser capable of cutting 6-8mm, a 4000W laser cutting 12mm, and a 6000W laser cutting 16mm.
Out of the two, fiber laser cutting machines are more suitable for cutting aluminum plates, as their wavelength absorption of 1064nm is more effective.
Based on years of experience in laser cutting aluminum materials, there is still a significant difference between fiber laser cutting machines and YAG laser cutting machines, which can be divided into three categories: cutting quality, cutting speed, and production cost (the production cost mainly refers to the lifespan of the equipment).
Cutting Quality:
Aluminum profile is highly reflective and poses a challenge for both fiber laser cutting machines and YAG laser cutting machines to cut thick aluminum.
Aluminum materials are also prone to burrs during the cutting process, making process control critical for achieving optimal cutting quality.
Cutting Speed:
Proper control of cutting speed is essential. Too fast a cutting speed can result in burrs, while too slow a speed can cause cracks in aluminum materials, affecting the cutting quality.
Generally speaking, for laser cutting equipment with the same power, the cutting speed of a fiber laser cutting machine is faster than that of a YAG laser cutting machine.
Production Cost:
The cost of laser cutting is relatively low compared to other cutting processes, but there is a difference between fiber laser cutting machines and YAG laser cutting machines.
The cost of fiber laser cutting is lower due to the frequent replacement of laser lamp accessories in YAG laser cutting machines.
However, in the long run, aluminum material has a detrimental effect on the laser of the fiber laser cutting machine, significantly reducing its service life.
From this perspective, YAG laser cutting machines are more cost-effective.
It’s important to note that aluminum has high reflectivity and low absorption of laser, making it necessary to wear laser protective glasses during processing to ensure safety.
What Gas Is Used for Laser Cutting Aluminum?
What Gas Is Used for Laser Cutting Aluminum?
Nitrogen or compressed air are the primary gases used for laser cutting aluminum, particularly for thicknesses up to 1.6mm. Nitrogen typically produces superior results, yielding smoother cut edges and minimal oxidation. While compressed air can be used as a more economical alternative, it may result in slight slag formation along certain sections of the cut.
The choice of assist gas in laser cutting aluminum, as with other materials, significantly impacts the cutting quality, speed, and overall efficiency. The main assist gases utilized in laser cutting operations include:
Nitrogen: Preferred for cutting aluminum due to its inert nature, preventing oxidation and producing clean, oxide-free cuts. High-purity nitrogen (99.99% or higher) is recommended for optimal results, especially in applications requiring high-quality edge finish.
Compressed Air: A cost-effective option for less demanding applications. While it may produce slightly rougher edges compared to nitrogen, it can still achieve acceptable results for many industrial applications.
Oxygen: Generally not recommended for aluminum cutting due to its reactive nature with the material. However, it is the preferred choice for carbon steel, as it supports combustion and accelerates the cutting process.
Argon: Occasionally used for specialized aluminum cutting applications, particularly when working with highly reflective alloys or in situations where minimal heat-affected zone is critical.
The selection of assist gas serves multiple crucial functions in the laser cutting process:
Heat dissipation: Absorbs and removes excess heat generated during cutting, preventing material deformation and maintaining dimensional accuracy.
Oxidation prevention: Inert gases like nitrogen shield the cut area from atmospheric oxygen, preserving the material’s original properties and appearance.
Slag removal: High-pressure gas flow expels molten material and debris from the kerf, ensuring clean cuts and reducing post-processing requirements.
Optics protection: Continuous gas flow helps protect the laser optics from contamination by vaporized material and debris, extending the service life of critical components.
Cooling: Certain gases, particularly air and nitrogen, provide additional cooling to the cutting head, helping maintain optimal operating temperatures.
When processing aluminum with laser cutting technology, consider factors such as material thickness, desired edge quality, production volume, and cost constraints when selecting the most appropriate assist gas for your specific application.
Will There Be Burrs in Laser Cutting Aluminum?
Laser cutting of aluminum typically produces minimal burrs compared to traditional cutting methods. However, some degree of burr formation is often unavoidable due to the material’s thermal properties and the high-energy nature of laser cutting. The extent of burr formation depends on factors such as laser power, cutting speed, assist gas pressure, and material thickness.
To address burrs in laser-cut aluminum parts, post-processing is usually required. The choice between manual and machine deburring depends on part complexity, production volume, and quality requirements:
Manual deburring: This method offers precision for intricate parts but is labor-intensive and time-consuming. It’s suitable for low-volume production or prototypes where each part may require individual attention.
Machine deburring: More efficient for high-volume production, machine deburring provides consistent results and is cost-effective in the long run. Options include:
Vibratory finishing: Ideal for small to medium-sized parts
Abrasive flow machining: Effective for internal passages and complex geometries
Electrochemical deburring: Suitable for conductive materials like aluminum, offering high precision
For optimal results, a combination of automated deburring followed by manual touch-up may be employed, especially for critical components. Additionally, optimizing laser cutting parameters can significantly reduce initial burr formation, minimizing the need for extensive post-processing.
Safe Operation of Aluminum Laser Cutting Machine
Adhere strictly to safety protocols when operating laser cutting equipment. Initiate the laser system following established start-up procedures.
Operators must undergo comprehensive training, demonstrating proficiency in the machine’s structure, functions, and operating system. This includes understanding the specific characteristics of aluminum processing.
Wear appropriate personal protective equipment (PPE), including safety goggles certified for the specific laser wavelength used. Ensure all exposed skin is covered to prevent potential reflections from the highly reflective aluminum surface.
Prior to processing, verify the compatibility of the aluminum alloy with laser cutting. Consider factors such as thermal conductivity, reflectivity, and potential for oxidation. Implement proper fume extraction systems to manage aluminum-specific vapors and particulates.
Maintain constant vigilance during operation. If the operator must leave the workstation, engage the laser safety interlock system and power down the machine according to shutdown protocols.
Position appropriate fire suppression equipment within easy reach. Class D fire extinguishers are recommended for potential aluminum fires. Implement a strict “beam off” policy when the machine is idle. Establish and maintain a clear zone around the laser cutter, free from flammable materials and reflective objects.
Monitor the cutting process closely for any anomalies, such as excessive sparking or irregular cutting patterns. Immediately halt operations if issues arise, and follow established troubleshooting procedures or escalate to supervisory staff.
Maintain a clean, organized work environment. Regularly remove aluminum swarf and debris from the cutting bed and surrounding areas. Properly segregate and store raw materials, finished parts, and waste in accordance with material handling regulations.
When utilizing assist gases (e.g., nitrogen or argon for aluminum cutting), adhere to proper cylinder handling and storage practices. Secure cylinders vertically and use appropriate regulators. Implement a purge procedure to prevent potential aluminum oxide formation in gas lines.
Comply with high-voltage safety protocols during maintenance activities. Adhere to the manufacturer’s recommended maintenance schedule, typically including daily, weekly, and quarterly checks. Pay particular attention to the condition of optics and beam delivery systems, as aluminum cutting can generate more debris than other materials.
After machine start-up, perform a low-speed dry run in both X and Y axes to verify smooth motion and detect any potential issues before commencing production.
Always validate new cutting programs through simulation and test runs at reduced power and speed settings. Verify the accuracy of the programmed cut path and ensure it remains within the machine’s working envelope.
Continuously monitor the cutting process, paying close attention to beam-material interaction, cut quality, and machine movements. Be prepared to engage emergency stop procedures if the machine exhibits unexpected behavior or approaches its limits.
Tips for Using Aluminum Laser Cutting Machine
(1) The dual-focus laser cutting head is a critical component of the laser cutting machine, susceptible to wear over extended use. Regular inspection and timely replacement are crucial to maintain optimal cutting performance and prevent unexpected downtime.
(2) To ensure consistent cutting quality, it is essential to verify the straightness of the fiber laser cutting machine’s linear guides and the machine’s overall orthogonality every six months. Promptly address any deviations through precision alignment and calibration to maintain cutting accuracy and edge quality.
(3) Implement a weekly cleaning routine using a high-efficiency particulate air (HEPA) vacuum cleaner to remove dust and debris from the machine’s critical areas. Ensure all electrical enclosures are properly sealed to prevent dust ingress, which can lead to electrical component failures and compromised safety.
(4) Regularly inspect and adjust the tension of the fiber laser cutting machine’s timing belts or ball screws, depending on the machine’s design. Proper tensioning is crucial for maintaining positioning accuracy and preventing backlash, which can affect cut quality and potentially lead to safety hazards.
(5) Establish a comprehensive maintenance schedule for the fiber laser cutting machine’s motion system:
Clean the linear guides and ball screws weekly using appropriate solvents to remove dust, metal particles, and cutting residues.
Apply high-quality, lithium-based grease to the linear guides and ball screws bi-weekly, ensuring even distribution without over-lubrication.
Inspect and clean the rack and pinion system monthly, applying a suitable gear lubricant to minimize wear and maintain smooth motion.
Perform quarterly maintenance on servo motors and drives, including checking electrical connections, cooling systems, and encoder feedback.
Advantages of Laser Cutting Aluminum in Construction Industry
Laser cutting aluminum is a special machine tool that uses laser technology to cut various graphics on pipe fittings and profiles.
It is a high-tech product that integrates numerical control technology, laser cutting, and precision machinery.
With its specialized, high-speed, high-precision, efficient, and cost-effective characteristics, it is a valuable tool in the non-contact metal pipe processing industry.
So, what are its advantages in the construction industry?
Effective Processing: Laser cutting aluminum is especially important in today’s society where reducing costs and increasing benefits is the focus. The automatic production and computer control of this laser equipment effectively solves the problems of labor shortage and rising costs.
Excellent Space and Time Control: The space control (beam direction change, rotation, scanning, etc.) and time control (on, off, pulse interval) of laser cutting aluminum are excellent and easy to control. Furthermore, due to its high precision and reduced burrs, it greatly reduces the time required for subsequent processing. When changing the diameter or shape of the pipe, only the program needs to be modified, making the development of pipe cutting software a valuable area of research.
Superior Performance and Long Service Life: The rigid steel frame structure of the laser cutting aluminum machine provides stability, while its unique beam structure ensures accuracy and speed. This makes laser cutting aluminum a popular choice in the building materials industry.
High Accuracy: Laser cutting aluminum has much higher accuracy compared to traditional methods. It can also flexibly adjust to small telescopic deformations that may occur during processing, which many traditional processes cannot achieve.
Improved Tensile Strength: Driven by optical fiber laser cutting machines and metal laser cutting machines, the tensile strength of laser cutting aluminum is greatly improved by adding small amounts of magnesium, silicon, copper, zinc, and other elements. As a result, aluminum laser cutting machines have become an important part of the complex and rigorous process. This machine is believed to bring infinite vitality to the building materials industry.
What Do Laser Cutting Aluminum Alloy and Stainless Steel Have in Common?
Gas Used: Nitrogen is primarily used to prevent oxidation on the cutting surface. The purity of the gas should be at least 99.999% for thicker plates. However, when the appearance of the cut surface is not a concern, oxygen can be used for cutting stainless steel, which can result in thicker cuts than with nitrogen.
Gas Pressure: For stainless steel below 10mm, the pressure should be around 10kg and the flow should be high. However, this results in a high consumption of nitrogen and a relatively high cost. For plates above 10mm, the pressure, flow, and dosage are greater.
Cutting Speed: The plate thickness is inversely proportional to the cutting speed. The power of the laser generator also affects the cutting speed. For example, a 4000W laser generator can cut 4mm at a speed of 3000-5000mm/min, while cutting 10mm would be at a speed of 1000mm/min.
Power: The power required for cutting is determined by the manufacturer of the laser cutting machine. If the cutting is not ideal, the operator can adjust the power as necessary, but this requires experimentation and may vary depending on the steel mill of the material.
Focus: The focus position for cutting stainless steel should typically be in the middle of the plate thickness.
2. Laser cutting aluminum
It is more challenging to cut aluminum alloys with a laser than stainless steel (SUS). This is because aluminum is reflective and has a high viscosity in its melting state.
For cutting aluminum, air and nitrogen are generally used with a flow rate of 40-50m3/h, and the cutting speed depends on the thickness of the material.
The maximum thickness that can be cut is typically 12mm. For example, with a 6kW laser, the cutting speed for a 4mm aluminum plate is 4000mm/min, while the cutting speed for a 12mm plate is 700mm/min.
It is important to take protective measures against reflection when cutting aluminum. It is highly recommended to wear a mask when cutting aluminum plates.
The image below shows 28mm and 25mm stainless steel samples that have been cut using a laser with high-pressure nitrogen.
Final words
The information above pertains to laser cutting aluminum. I hope it proves helpful to you. If you have any thoughts or suggestions, please feel free to leave them in the comment section.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever struggled with choosing the right laser cutting nozzle for your project? Selecting the optimal nozzle is crucial for achieving clean, precise cuts and maximizing efficiency. In this…
Have you ever wondered what makes a laser cutting machine tick? In this blog post, we'll dive deep into the inner workings of these high-precision machines that have revolutionized the…
Have you ever wondered how a laser can cut through metal like a hot knife through butter? In this fascinating article, we'll explore the science behind fiber laser cutting technology.…
Are you curious about the cutting-edge technology revolutionizing manufacturing? In this blog post, we'll dive into the world of laser cutting machines, exploring their advantages and the top manufacturers dominating…
Imagine the catastrophic consequences of neglecting laser cutting machine maintenance. Don't let your business fall victim to costly downtime and repairs! In this blog post, we'll dive into the essential…
Laser cutting revolutionized manufacturing, but even the most advanced machines encounter issues. In this blog post, we dive into common problems faced by laser plate cutting machines and provide step-by-step…
Intrigued by the art of laser cutting? This blog post dives deep into the critical parameters that make or break cut quality and efficiency. Discover insider tips from seasoned mechanical…
Curious about the capabilities of laser cutting? In this comprehensive guide, we'll dive into the world of laser cutting speeds and thicknesses for various metals. Our expert mechanical engineer will…
Why does laser cutting quality vary with the same equipment and parameters? This article dives into how the composition of carbon steel plates affects their cutting outcomes. By exploring the…