Guide
Laser cutting, first introduced in the 1970s, has revolutionized modern industrial production. This versatile technology is now extensively employed for precision cutting of diverse materials, including sheet metal, plastics, glass, ceramics, semiconductors, textiles, wood, and paper. Its ability to deliver clean, accurate cuts with minimal material waste has made it an indispensable tool across various manufacturing sectors.
In the coming years, laser cutting is poised for substantial growth, particularly in precision machining and micro-machining applications. This expansion is driven by advancements in laser technology, such as improved beam quality, higher power outputs, and enhanced control systems. These developments are enabling manufacturers to achieve unprecedented levels of accuracy and efficiency in complex cutting operations.
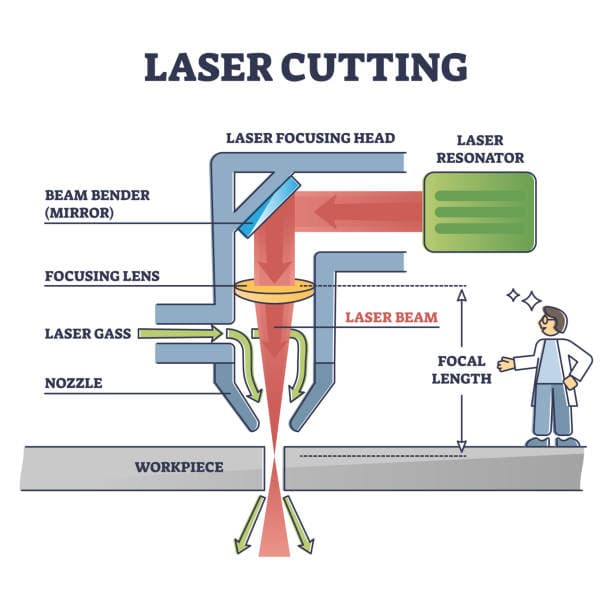
The fundamental principle of laser cutting involves the focused application of high-energy light to rapidly heat and process materials. When the concentrated laser beam interacts with the workpiece, it creates a localized area of intense heat. This causes the material to either melt, vaporize, or undergo a combination of both processes, depending on the material properties and laser parameters.
As the laser beam penetrates the workpiece, the actual cutting process begins. The beam traverses along the predetermined contour, continuously melting or vaporizing the material in its path. To enhance cut quality and efficiency, a high-pressure assist gas (typically nitrogen, oxygen, or compressed air) is directed coaxially with the laser beam. This gas jet serves multiple crucial functions:
- It expels molten material from the kerf (the width of the cut), preventing redeposition and ensuring a clean cut edge.
- It cools the surrounding area, minimizing the heat-affected zone (HAZ) and potential thermal distortion.
- In some cases, it provides additional energy to the cutting process through exothermic reactions (e.g., when using oxygen for cutting mild steel).
The result is a precise, narrow incision between the cut part and the remaining material. The width of these kerf lines is remarkably small, often nearly matching the diameter of the focused laser beam itself. This high level of precision allows for intricate designs and tight tolerances, making laser cutting ideal for applications ranging from large-scale industrial manufacturing to delicate micro-machining operations.
Flame Cutting
Flame cutting, also known as oxy-fuel cutting, is a widely used thermal cutting process primarily employed for severing low and medium carbon steels. This technique utilizes a combination of fuel gas (typically acetylene, propane, or natural gas) and pure oxygen to create a high-temperature flame and facilitate the cutting process.
In this method, the metal is first preheated to its ignition temperature (approximately 870°C or 1600°F for mild steel) using the fuel gas flame. Once the metal reaches this temperature, a stream of high-purity oxygen is directed at the heated area. The pressurized oxygen, typically ranging from 3 to 6 bars (30 to 60 psi), is then increased to initiate and sustain the cutting action.
At the cutting zone, the heated metal undergoes a rapid exothermic reaction with the oxygen, causing it to burn and oxidize. This oxidation reaction generates a significant amount of additional heat – up to five times the energy of the preheating flame. The resulting molten oxide and metal are then expelled from the kerf by the kinetic energy of the oxygen jet, creating a clean cut.
The chemical reaction and heat generation in flame cutting offer several advantages:
- Ability to cut thick sections (up to 300mm or 12 inches) of low-alloy steels
- Relatively low equipment costs compared to other thermal cutting methods
- Portability, making it suitable for on-site and field operations
- Effectiveness in cutting irregular shapes and beveling edges
However, it’s important to note that flame cutting is primarily limited to ferrous materials with high oxidation potential. For cutting other metals or achieving higher precision, alternative methods such as plasma or laser cutting may be more suitable.
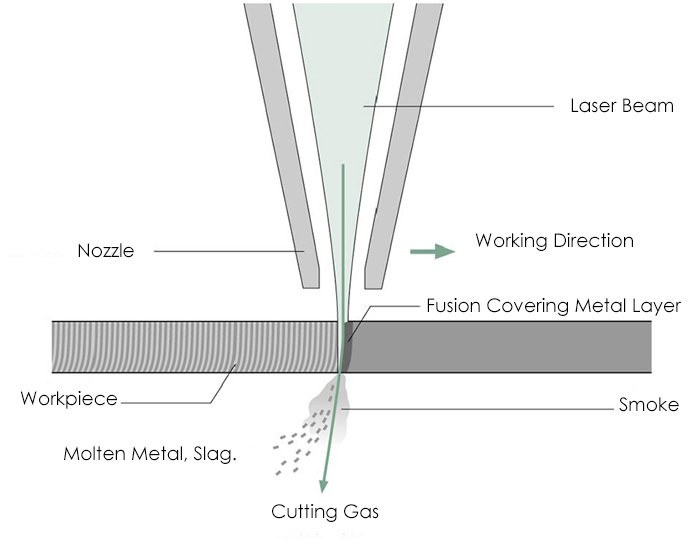
Fig.1 The laser beam melts the workpiece while the cutting gas blows away the molten material and slag in the incision
Melt Cutting
Fusion cutting, also known as melt cutting, is a sophisticated thermal process widely employed in precision metal fabrication and can be extended to other fusible materials, including advanced ceramics. This technique utilizes a high-energy heat source, typically a laser or plasma, to melt the material rapidly. The process is enhanced by a high-pressure gas jet, usually nitrogen or argon, which is directed through the kerf (cutting path) at pressures ranging from 2 to 20 bars (200 to 2000 kPa).
The choice between nitrogen and argon as cutting gases is critical and depends on the material and desired outcome. Both are inert gases, meaning they do not chemically react with the molten material in the kerf. This inertness serves two crucial functions:
- Molten Material Removal: The high-velocity gas stream effectively expels the liquefied material from the bottom of the kerf, ensuring a clean, narrow cut.
- Oxidation Prevention: By creating an inert atmosphere around the cutting zone, these gases protect the freshly cut edges from oxidation, which is particularly important for reactive metals like titanium or when high-quality edge finish is required.
Nitrogen is often preferred for cutting mild steel and stainless steel due to its cost-effectiveness and ability to produce oxide-free edges. Argon, being denser, is typically used for more reactive materials or when ultra-high purity cuts are necessary, such as in aerospace applications.
The pressure of the assist gas is a critical parameter that influences cut quality, kerf width, and cutting speed. Higher pressures generally allow for faster cutting speeds and can produce narrower kerfs, but they may also increase the risk of dross formation at the bottom of the cut. Optimizing gas pressure, along with other parameters like laser power and cutting speed, is essential for achieving the desired balance between productivity and cut quality in industrial applications.
Compressed Air Cutting
Compressed air cutting is an efficient thermal cutting process suitable for thin metal plates, typically up to 3-6 mm in thickness depending on the material. This method utilizes a high-pressure air stream to remove molten metal from the cutting zone.
In this process, compressed air at pressures ranging from 5 to 7 bar (500-700 kPa) is directed through a specially designed nozzle. This high-velocity air stream effectively expels the molten metal created by an oxy-fuel flame or plasma arc, resulting in a clean, narrow cut.
The cutting mechanism is primarily thermal, as compressed air is composed of approximately 78% nitrogen, 21% oxygen, and 1% other gases. The oxygen content contributes to the exothermic reaction, enhancing the cutting efficiency, while the nitrogen acts as an inert gas, helping to shield the cut edges from excessive oxidation.
Key advantages of compressed air cutting include:
- Cost-effectiveness: Uses readily available compressed air instead of expensive cutting gases
- Reduced heat-affected zone (HAZ) compared to traditional oxy-fuel cutting
- Improved cut quality on thin materials, with minimal dross and straight kerfs
- Versatility in cutting various metals, including mild steel, stainless steel, and aluminum alloys
However, it’s important to note that as material thickness increases, the effectiveness of compressed air cutting diminishes, and alternative methods like plasma or laser cutting may be more suitable for thicker plates.
Plasma Assisted Cutting
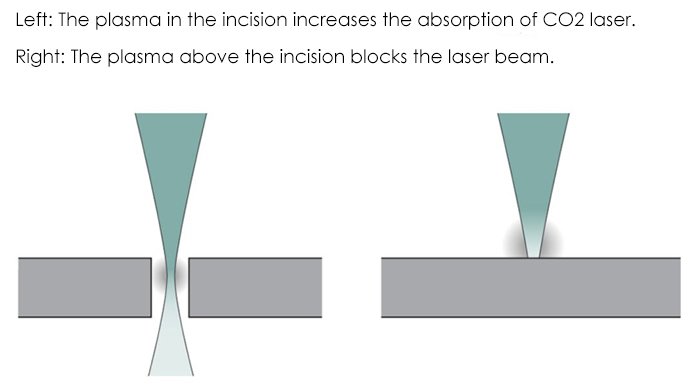
When optimal parameters are selected, plasma clouds form within the kerf during plasma-assisted laser fusion cutting. These clouds consist of ionized metal vapor and ionized cutting gas, creating a highly energetic environment that enhances the cutting process.
The plasma cloud acts as an efficient energy transfer medium, absorbing the CO2 laser radiation and converting it into localized heat on the workpiece. This mechanism significantly improves energy coupling efficiency, resulting in accelerated metal melting and faster cutting speeds. Consequently, this advanced technique is often referred to as high-speed plasma cutting.
The synergistic effect between the laser and plasma allows for cutting speeds up to 300% faster than conventional laser cutting, particularly in thicker materials (>6 mm). Additionally, the plasma-assisted process can improve cut quality by reducing dross formation and minimizing the heat-affected zone (HAZ).
It’s important to note that plasma-assisted fusion cutting is specifically tailored for CO2 laser systems. The plasma cloud remains transparent to solid-state lasers (such as fiber or disk lasers), making this technique ineffective with those laser types. This limitation is due to the wavelength-dependent absorption characteristics of the plasma.
Key process parameters for optimizing plasma-assisted cutting include:
- Laser power and focus position
- Assist gas type (typically oxygen or nitrogen) and pressure
- Cutting speed
- Nozzle design and standoff distance
By fine-tuning these parameters, manufacturers can achieve optimal cutting performance for various materials and thicknesses, maximizing productivity while maintaining high-quality cuts.
Gasify Cutting
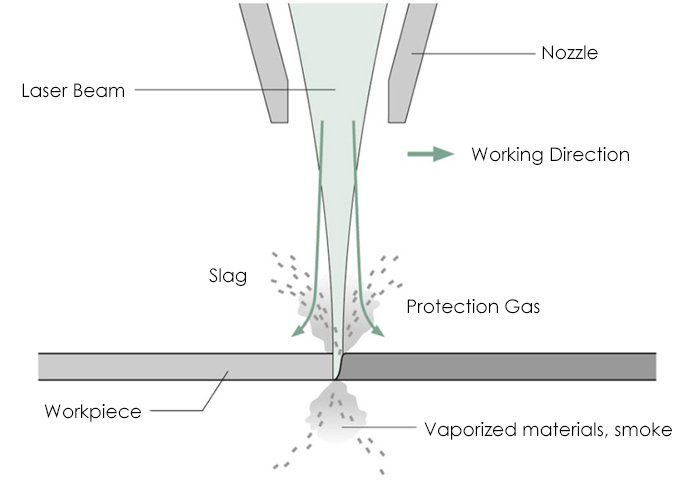
Gasify cutting vaporizes the material and minimizes the thermal effect on the surrounding material.
Continuous CO2 laser processing can achieve this effect when evaporating materials with low heat and high absorption, such as thin plastic film and non-melting materials like wood, paper, and foam.
Ultrashort pulse lasers enable this technique to be applied to other materials.
The free electrons in the metal absorb the laser and heat up significantly.
The laser pulse doesn’t react with molten particles and plasma, and the material sublimates directly without transferring energy to the surrounding material as heat.
There is no apparent thermal effect in picosecond pulse ablation of the material, and no fusion or burr formation occurs.
Fig.3 Gasification cutting: laser makes material evaporate and burn. The pressure of the steam exhausts the slag from the incision
Several parameters affect the laser cutting process, with some being dependent on the technical performance of the laser generator and laser cutting machine, while others are adjustable.
Polarization Degree
The degree of polarization indicates the percentage of the laser that gets converted.
Typically, the degree of polarization is around 90%, which is sufficient for achieving high-quality cutting.
Focus Diameter
The focus diameter affects the width of the incision and can be modified by changing the focal length of the focus lens. A smaller focus diameter results in narrower incisions.
Focus Position
The focal position determines the beam diameter, power density, and the shape of the incision on the workpiece’s surface.
Fi.4 Focus position: inside, surface and the upward side of the workpiece.
Laser Power
The laser power should be matched with the machining type, material type, and thickness.
The power must be high enough so that the power density on the workpiece surpasses the processing threshold.
Fig.5 Higher laser power can cut thicker material
Working Mode
The continuous mode is primarily used for cutting standard contours on metals and plastics with thickness ranging from millimeters to centimeters.
For melting holes or producing accurate contours, low-frequency pulsed lasers are used.
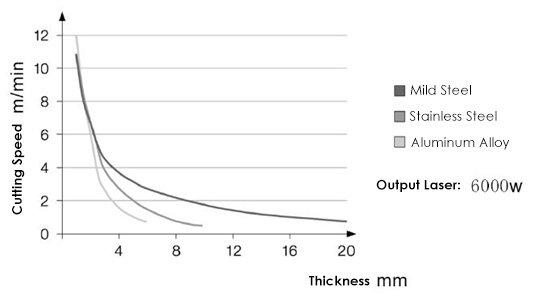
Cutting Speed
Laser power and cutting speed must match each other. Too fast or too slow cutting speed can lead to increased roughness and burr formation.
Fig.6 The cutting speed decreases with the thickness of the plate
The Nozzle Diameter
The nozzle diameter determines the gas flow and the shape of the air flow from the nozzle.
The thicker the material, the larger the diameter of the gas jet, and therefore, the larger the diameter of the nozzle opening.
Gas Purity and Pressure
Oxygen and nitrogen are commonly used as cutting gases.
The purity and pressure of the gas have an impact on the cutting effectiveness.
When cutting with an oxygen flame, the gas purity should be 99.95%.
The thicker the steel plate, the lower the gas pressure required.
When cutting with nitrogen, the gas purity should be 99.995% (ideally 99.999%), which requires higher pressure when melting and cutting thicker steel plates.
Technical Parameter
During the initial stages of laser cutting, the user must determine the machining parameters through test operations.
Today, mature processing parameters are stored in the cutting system’s control device, with corresponding data for each material type and thickness.
Technical parameters enable individuals who are not well-versed in the technology to operate laser cutting equipment smoothly.
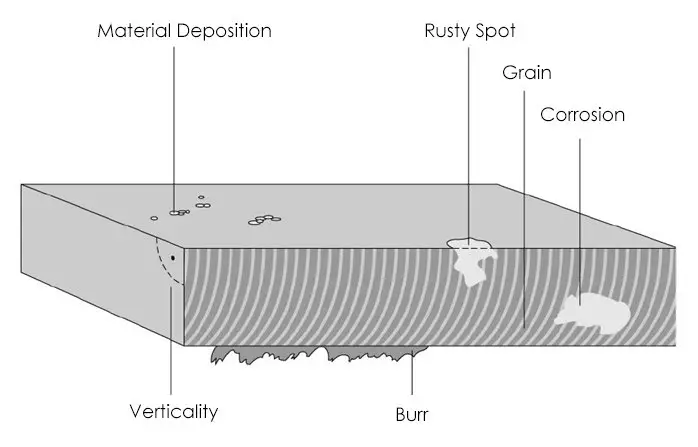
Cutting Quality Judgement
Several criteria determine the quality of laser cutting edges.
For instance, the standard of burr formation, sag, and grain can be evaluated by the naked eye.
The straightness, roughness, and width of the incision require measurement using specialized instruments.
Material deposition, corrosion, thermal influence region, and deformation are also critical factors to consider when evaluating the quality of laser cutting.
You can also check out the 9 standards to check laser cutting quality.
Fig.7 Good cutting, bad cutting
Broad Prospect
The continued success of laser cutting is unmatched by most other techniques, and this trend persists today. In the future, the applications of laser cutting will become increasingly promising.