Exploring Laser Texturing: Its Influence on Aluminum/Titanium Brazing
How can a simple laser technique transform the welding of aluminum and titanium? This article dives into the innovative use of laser texturing to improve the bond between these metals. By altering the microstructure of titanium surfaces, researchers have enhanced weld quality, increased joint strength, and reduced the growth of brittle compounds. Discover how this breakthrough could revolutionize industries relying on strong, lightweight metal joints.
To address the issue of poor joint performance caused by the brittle compound layer at the aluminum/titanium interface, nanosecond lasers were used to treat the surface of titanium alloys through lattice and linear treatment, which alters the micro-morphology of the surface. Following this, laser brazing of 6061 aluminum alloy and TC4 titanium alloy was performed.
The study showed that the spreading ability of filler metal significantly improves with a decrease in point spacing. Laser surface texturing treatment can effectively enhance the weld surface shape, and the lattice treatment was more effective than the linear treatment.
Texturing treatment has a minor impact on the types of interfacial compounds, which are brittle Ti-Al compounds, mainly affecting the growth direction and morphology of compounds in the pits. After dot matrix treatment, the tensile load of the aluminum/titanium laser welded joint increased by 5% to 21%.
The pit, which resulted from texturing treatment, effectively blocked crack propagation, while the linear treatment had a negligible effect on the properties of the aluminum/titanium joints.
The study highlights the need to improve the wetting effect of molten solder while ensuring the wetting of dissimilar metals and enhancing the mechanical properties of joints. This will be the key focus in the next stage of research.
Preface
The aluminum/titanium composite structure boasts high specific strength, excellent corrosion resistance, economic and energy-saving benefits, and ease of processing. As a result, it holds significant potential for application in a broad range of industries, including aerospace, shipbuilding, and automobile manufacturing.
Airbus, for instance, employs a titanium plate-aluminum rib structure for the seat guide rail and welds aluminum alloy blades to titanium alloy tubes to manufacture engine room radiators. In the automotive sector, Germany has developed an aluminum/titanium composite exhaust system that is 40% lighter than traditional steel exhaust systems.
The aluminum/titanium dissimilar material structure fulfills the stringent demands of modern industry for energy conservation, emission reduction, and performance retention. Consequently, the connection technology between the two has garnered extensive attention.
However, the physical and chemical properties of aluminum alloy and titanium alloy are quite different, making it difficult to control the thickness of the brittle compound during welding, which poses a challenge to reliable connection between the two materials. This limitation has hindered the application of aluminum alloy and titanium alloy composite components.
The rapid development of laser welding technology has led to its widespread use in modern industry. Laser melting brazing has enabled the precise control of heat input and effective regulation of interface compounds, making it an attractive option for connecting aluminum and titanium plates.
Since the mechanical properties of dissimilar metal joints between aluminum and titanium and the wetting and spreading effect of welds are related to the interface compounds, researchers have conducted extensive research on improving these properties by adding alloy elements and regulating heat input.
On one hand, the wettability of the weld metal significantly influences joint performance. For instance, Cui Qinglong found that by adjusting the welding parameters when welding TC4 titanium alloy and 5A06 aluminum alloy, optimal wettability of filler metal can significantly improve the tensile strength of aluminum/titanium dissimilar metal joints.
On the other hand, the type, morphology, and distribution of interfacial compounds play a decisive role in the mechanical properties of joints. However, controlling the interface structure using conventional methods can be very challenging.
In this study, laser surface texturing was used to treat titanium plates. By improving the wettability of filler metal on the titanium surface and regulating the morphology and distribution of the interface reaction layer, the connection quality of aluminum/titanium dissimilar metals was improved, resulting in joints with good mechanical properties.
The study revealed the influence of laser texturing on the weld shape, mechanical properties, and interface microstructure of aluminum/titanium laser fusion brazing.
1. Test materials and methods
The test specimens comprise TC4 titanium alloy and 6061 aluminum alloy plates, both measuring 100 mm x 50 mm x 1.5 mm.
The 6061 aluminum alloy is in a rolled state, and its chemical composition is presented in Table 1, whereas the composition for TC4 titanium alloy is available in Table 2.
For the filler wire, ER4043 (AlSi5) aluminum silicon welding wire with a 1.2 mm diameter is chosen. Please refer to Table 3 for its chemical composition.
Table 1 Chemical compositions of 6061(wt.%)
Al
Ti
Mg
Si
Fe
Cu
Rem.
0.15
0.80-1.20
0.40-0.80
0.70
0.15-0.40
Table 2 Chemical compositions of TC4 (wt.%)
Ti
Al
V
Fe
C
N
H
O
Rem.
5.50-6.80
3.50-4.50
0.30
0.10
0.05
0.01
0.20
Table 3 Chemical compositions of ER4043 (wt.%)
Al
Si
Fe
Cu
Ti
Zn
Mg
Mn
Rem.
5.00
0.80
0.30
0.20
0.10
0.05
0.05
Prior to welding, use a chemical cleaning method to remove the oxide film from the surface of the aluminum plate. Utilize a 6% to 10% NaOH aqueous solution at 40°C to 60°C for approximately 7 minutes for alkaline cleaning.
Afterward, immerse the test piece into 30% HNO3 for approximately 3 minutes to neutralize and undergo photochemical treatment, removing any gray or black hanging ash on the surface. For cleaning the titanium plate, use an HCl-HF (3:1) solution.
For the welding test, utilize the IPG YLS-6000 fiber laser, and the test platform is displayed in Figure 1a. Based on prior research, the test parameters are set as follows: laser power of 2000 W, defocusing amount of +20 mm, welding speed of 0.5 m/min, wire feeding speed of 5 m/min, and a shielding gas (99.9% Ar) flow rate of 10 L/min.
Figure 1b illustrates the aluminum/titanium laser brazing process using the continuous light emitting method.
The base metal has been covered with a titanium plate on top and an aluminum plate at the bottom, with a lapping width of 5 mm.
Two groups of titanium alloy base materials were treated using low-power laser, with one group undergoing dot matrix texturing and the other linear texturing.
For the dot matrix texturing, the dot spacing was varied with values of 0.8 mm, 1.0 mm, and 1.2 mm. On the other hand, for linear texturing, the linear spacing was varied with values of 0.2 mm, 0.4 mm, and 0.6 mm. The direction of linear processing was parallel to the welding direction.
Fig.1 Laser welding-brazing equipment and schematic of Al/Ti
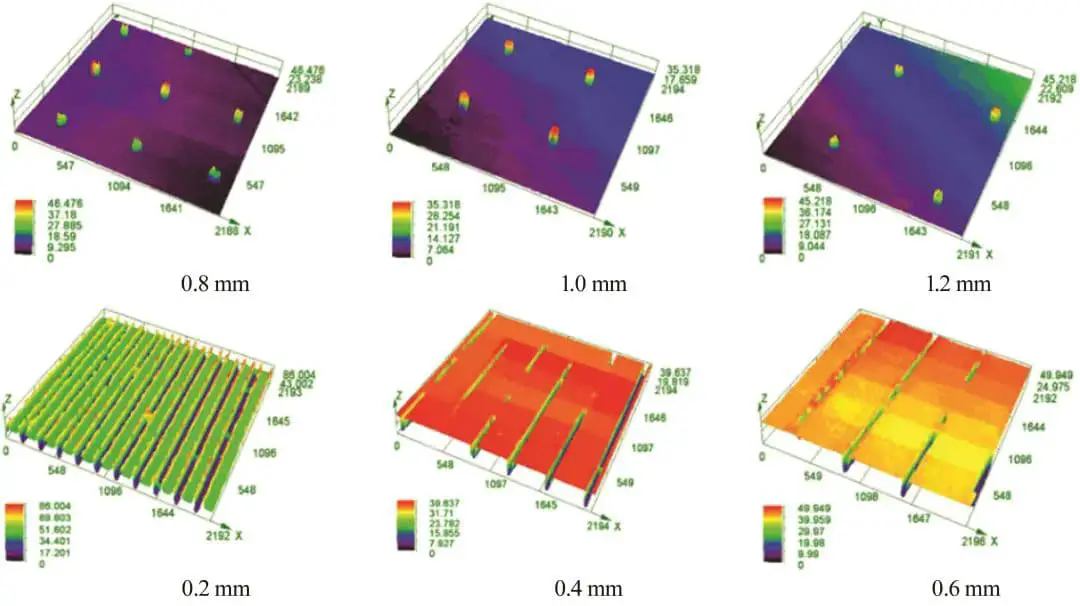
After treatment, regular grooves and pits form on the surface of the titanium plate, as depicted in Fig. 2. Fig. 3 illustrates the three-dimensional morphology of pits and grooves observed under the ultra-depth-of-field microscope. 、
As shown in Fig. 3, the number of pits and grooves generated per unit area varies under different spacing between points and lines. However, the depth and diameter (width) of pits and grooves remain constant. This indicates that the smaller the spacing, the greater the increase in the titanium plate’s surface area.
Fig.2 Laser surface texturing of titanium alloy
Fig.3 3D morphology of laser surface textured titanium alloy
After welding, cut it perpendicular to the weld and process it into a tensile sample measuring 50 mm x 10 mm for the joint mechanical property test.
To ensure accurate test results, shims should be added to both ends of the aluminum and titanium plates during the test to prevent torque or deflection during the tensile process.
The metallographic samples should be polished, and the weld microstructure characterized using an optical microscope (OM), scanning electron microscope (SEM), and energy dispersive spectrometer (EDS).
2. Test results and analysis
2.1 Effect of different texturing methods on weld formation
The roughness of the titanium alloy substrate increases with smaller lattice spacing in laser texturing. This, in turn, enhances capillarity, which promotes the forward spread of weld metal.
Figure 4 illustrates the macroscopic morphology of aluminum/titanium laser brazing weld under different lattice spacing. There is a significant difference in weld formation between different experimental groups.
Without texturing, the brazing filler metal does not spread well, resulting in poor weld formation. The weld metal is not wetted during solidification, forming a large wetting angle and poor spreading effect.
However, after texturing treatment, the formation of the weld is significantly improved, resulting in good wetting and spreading effect, leading to continuous and stable weld formation.
Figure 4e displays the statistical results of the wetting angle and filler metal spreading width under different lattice spacing. As the dot spacing decreases, the wetting angle decreases gradually, and the spreading effect of weld metal improves.
The improvement effect is more significant with a smaller dot spacing. This is mainly due to the capillary effect of the lattice, which promotes the spread of molten solder, resulting in improved weld formation.
Fig.4 Weld appearances of Al/Ti joint produced at different spot spacings
Figure 5 displays the macro morphology of aluminum/titanium laser brazing weld at different linear intervals.
The corresponding values for the weld wetting angle and solder spreading width at different straight line spacing are presented in Figure 5e.
As the straight line spacing decreases, the wetting angle remains relatively unchanged, while the weld spreading ability slightly increases. However, the enhancement effect of solder spreading ability is weaker than that of lattice processing.
This implies that the energy barrier created by the groove treated with straight lines is greater than that of lattice processing. As a result, it hinders the movement of the molten weld metal. Additionally, the edge of the groove has a pinning effect on the three-phase line, thereby inhibiting the further spreading of the molten metal.
Fig.5 Weld appearance of Al/Ti joint produced under different linear spacings
2.2 Effect of different texturing methods on tensile properties
The test results of tensile properties of joints under different texturing modes are presented in Fig. 6, all of which broke at the interface.
The joint’s tensile load without texturing treatment was 2345N.
The dot matrix treatment improved the joint’s performance by 5% to 21%, while the performance of the aluminum/titanium joint was not affected by the linear treatment.
The analysis reveals that the dot matrix treatment resulted in a smaller contact angle of the welded joint, larger weld width, and greater mechanical bite effect, leading to a significant improvement in the tensile strength of the dot matrix treatment sample.
However, the linear treatment made it more challenging to spread molten filler metal, resulting in a negligible difference in the spreading effect and tensile properties.
Fig.6 Results of tensile test on joints
2.3 Effect of different texturing methods on interface structure
The microstructure characteristics of the melt brazed joint interface after dot matrix texturing treatment are presented in Fig. 7.
The microstructure of the joints after dot matrix treatment is similar to that of the untreated ones, as the dot treatment is minimal and the majority of the cross-sectional morphology does not exhibit dot treatment pits.
According to literature research, the interface compound layer generated at the interface after texturing treatment no longer displays a smooth distribution at the pits and grooves. Instead, it is distributed in a zigzag pattern along the interface.
This pattern enhances the effective connection area of the interface while also improving the mechanical mosaicism, leading to improved mechanical properties of the joint.
However, due to the large temperature gradient caused by local laser heating, the microstructures of weld toe b and middle irradiation zone c are different.
Fig. 7d illustrates that the thickness of the reaction layer in the weld toe area is thin, and the line scanning results show an enrichment of Si element, which may be speculated to be Ti Al Si phase.
On the other hand, the thickness of the reaction layer in the middle irradiation zone is about 30 μm, and the scanning results indicate that it is a brittle TiAl phase with 55.69% Al, 44.22% Ti, and 0.08% Mg.
Fig.7 Interface microstructure of Al/Ti joint with dot matrix texturing
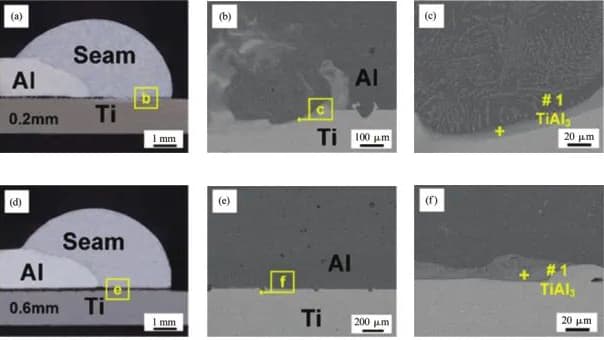
The characteristics of the interface structure of fusion-brazed joints with linear treatment are depicted in Fig. 8.
When the laser acts upon the joint, the filler metal melts and fills the grooves on the titanium plate by capillary action and its own fluidity.
Compounds were found to be formed in the straight-line-treated pits near the weld toe in zone b and the laser irradiation zone e. Their growth direction was inconsistent with the matrix’s direction (see Fig. 8c), which could play a role in inhibiting crack growth.
The tissue in the area directly irradiated by the laser is thicker.
The energy spectrum results indicate that point b contains 60.93% Al, 38.73% Ti, and 0.33% Mg, while point e contains 4.16% Al, 25.19% Ti, and 0.65% Mg.
It is inferred that the brittle intermetallic compound is the TiAl3 phase, and the continuous interfacial brittle compound may be the source of interface failure.
Fig.8 Interface microstructure of Al/Ti joint with linear texturing processing
After analyzing the microstructure observation results above, it is evident that dot matrix and linear texturing have a minimal effect on the interface morphology. Moreover, the interface generates continuous reaction products.
Due to the high brittleness of the interface compound, an untreated interface can become a source of cracks. Such cracks can continue to expand into the flat brittle compound layer, ultimately leading to joint fracture.
Even though the interface compound layer will also produce cracks after texturing, the base metal and the interface compound will be serrated. As a result, when microcracks extend to the serrated edge, they will be blocked, inhibiting further expansion of the crack and preventing brittle fracture of the joint.
To summarize, the laser texturing’s serrated interface formation reduces the chances of large-scale crack propagation in the brittle compound layer, thereby improving the joint’s mechanical properties.
The SEM morphology of the aluminum/titanium fracture surface under dot matrix treatment is shown in Figure 9.
It can be observed that some of the weld metal at the fracture, particularly the dents after texturing treatment, adhered to the titanium substrate during stretching, resulting in regular “bumps” on the surface, as shown in Figure 9a. This indicates that the lattice treatment has effectively improved the joint adhesion.
Energy spectrum analysis identified that the crater adhesion is the weld metal formed after the solder melting (#1: Al content 98.39%, Ti content 0.46%, Mg content 1.15%). Additionally, the titanium substrate pit is surrounded by Ti-Al compounds (#2: 38.56% Al, 60.32% Ti, 1.12% Mg), as shown in Figure 9d.
These findings indicate that when a fracture occurs, the crack at the interface does not pass through the pit interface but instead cuts through the weld metal at the pit. This suggests that the pit effectively blocks crack growth and enhances joint performance.
These results provide valuable insights for further research.
Fig.9 Fracture surface morphology of joint with dot texturing
Figure 10 shows the SEM morphology of the fracture surface of aluminum/titanium after linear treatment.
As seen in Fig. 10b and 10d, after linear texturing treatment, some weld metal remains on the titanium substrate at the joint fracture surface.
Energy spectrum analysis reveals that the metal at the pit is filler metal (#1: Al content 69.19%, Ti content 1.68%, Mg content 0.94%, Si content 21.52%), which is surrounded by Ti-Al reaction products (#2: Al content 33.28%, Ti content 55.18%, Mg content 1.81%).
Thus, the grooves created by linear treatment play a crucial role in preventing crack propagation at the interface.
However, the mechanical properties of the joint have not significantly improved due to limited wetting and spreading of the melted solder.
Fig.10 Fracture surface morphology of joint with line texturing
In summary, different texturing methods can have varying effects on the wettability of weld metal, mechanical properties, and microstructure of joints.
After undergoing dot matrix texturing treatment, the filler metal is able to flow into the pits and grooves during welding. This is due to the capillary effect, which makes it easier for the filler metal to spread on the titanium surface, resulting in improved mechanical properties.
On the other hand, the linear texturing treatment does not have a significant effect on solder spreading. The grooves parallel to the weld generate an energy barrier that prevents the further spreading of the molten solder.
However, both texturing methods can increase the interface connection area, and the interface compound will become serrated, which can inhibit the large-scale propagation of cracks.
It should be noted that the linear texturing treatment does not have a significant effect on the improvement of filler metal spreading area and mechanical properties.
3. Conclusion
(1) Laser surface texturing can significantly improve the formation of weld surfaces.
After dot matrix treatment, the wetting angle decreased from 98° to a minimum of 62°. The improved wettability of the solder, due to capillarity, resulted in a decrease in the wetting angle of the weld metal, and an increase in the spreading width of the solder.
Dot matrix treatment is more effective than linear texturing treatment in enhancing solder wettability, and the improvement is more significant with smaller dot spacing.
(2) Matrix texturing treatment can significantly enhance the tensile properties of the joint, increasing the tensile load by 21% compared to that of an untreated joint.
Matrix texturing treatment improves the wettability of solder and increases the effective joint area, while the pits formed in the lattice block crack propagation.
Although linear texturing treatment can also prevent cracks, it does not significantly improve wettability and the spread of the joint, leading to no significant improvement in joint performance.
(3) Texturing treatments have little effect on the type of intermetallic interface, which are all brittle Ti-Al compounds. The continuous brittle intermetallics at the interface form a source of cracks.
However, texturing treatment increases the effective connection area of the interface and changes the morphology of the interface compound. The growth orientation of the compound formed by the texturing treatment is different from that of the continuous compound without substrate treatment. The compound layer changes from a straight to a zigzag distribution, which inhibits the expansion of cracks, reducing the possibility of large-scale crack growth in the interface compound.
(4) The following research focuses on how to further improve the wetting effect of molten solder, under the premise of texturing, to enhance the mechanical properties of joints and ensure the wetting of dissimilar metals.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Imagine harnessing the power of light to restore metal surfaces to their original beauty. Laser cleaning is revolutionizing manufacturing, offering a precise, eco-friendly alternative to traditional methods. In this article,…
Imagine measuring distances with pinpoint accuracy without ever touching the object. Laser displacement sensors do just that, using laser technology to capture precise measurements of position, displacement, and more. In…
Are you puzzled about choosing between fiber lasers and solid-state lasers for your next project? This article explores the key differences in their applications, precision, and performance. By understanding these…
Have you ever wondered who leads the laser marking machine industry in China? This article explores the top ten manufacturers excelling in innovation and reliability. From National Bowlder Technology to…
What makes one laser better than another for specific tasks? Whether cutting through metal or precisely marking components, the choice of laser can drastically impact efficiency and quality. This article…
Imagine a treatment that can enhance metal durability with pinpoint accuracy, minimal distortion, and without adding extra materials. Laser heat treatment does just that by using high-intensity lasers to harden…
Have you ever considered how lasers revolutionize manufacturing? From precision cutting to rapid prototyping, laser technology has transformed industrial processes, making them faster, cleaner, and more efficient. In this article,…
What is high reflection? High reflection in laser processing refers to the phenomenon where certain materials exhibit low absorption and high reflectivity of laser energy, particularly in the near-infrared spectrum.…
Have you ever wondered how lasers can cut through materials with such precision? This article explores the fascinating world of nanosecond, picosecond, and femtosecond lasers. You'll learn how these lasers…