Explained: How an Ordinary Lathe Creates Rectangular Threads
Ever wondered how ordinary lathes create rectangular threads? This article unveils the process, highlighting the unique challenges and techniques involved. Rectangular threads, known for their efficiency in transmitting power, require precise movements and specialized tools for accurate machining. You’ll learn the essential steps and tools necessary to achieve these intricate threads, making complex mechanical tasks manageable. Dive in to enhance your understanding and skill in machining rectangular threads.
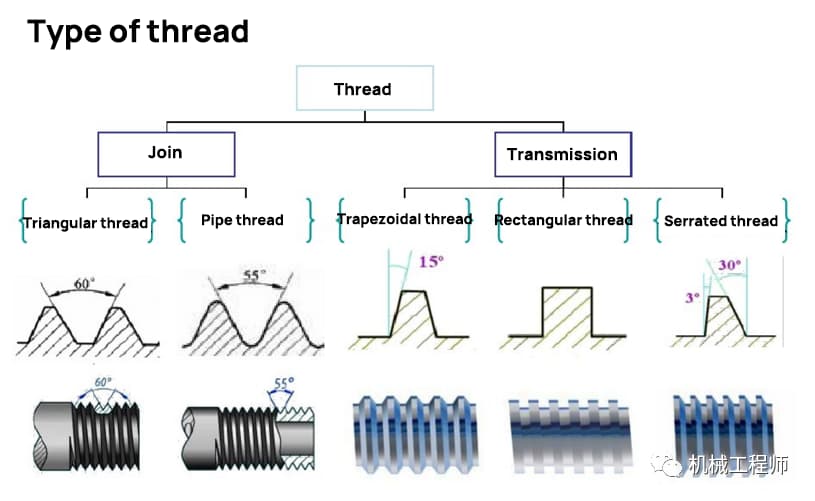
The rectangular thread features a square profile, and the thread thickness is half of the pitch, making it highly efficient in transmitting power. However, it has some limitations, including low centering accuracy and weak root strength.
Manufacturing rectangular threads with precision is challenging, and compensating or repairing the clearance of worn screw pairs is difficult. The thread of a bench vice is a recent example of a rectangular thread, which requires frequent tightening and loosening, requiring significant force.
Rectangular threads are commonly used in valves, water pipes (including small ones like water faucets), jacks, and screw presses, with slight variations in size.
In summary, rectangular threads are ideal for handling heavy loads where thread strength is essential, and thread accuracy is not a primary concern.
2. Thread cutting process
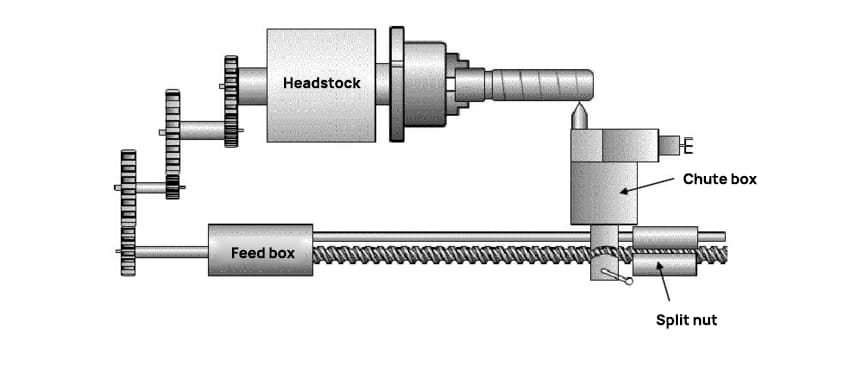
1. Principle of thread turning
The lathe spindle and tool must maintain a precise movement relationship. Specifically, the tool should move a consistent lead distance with every rotation of the spindle, which holds the workpiece.
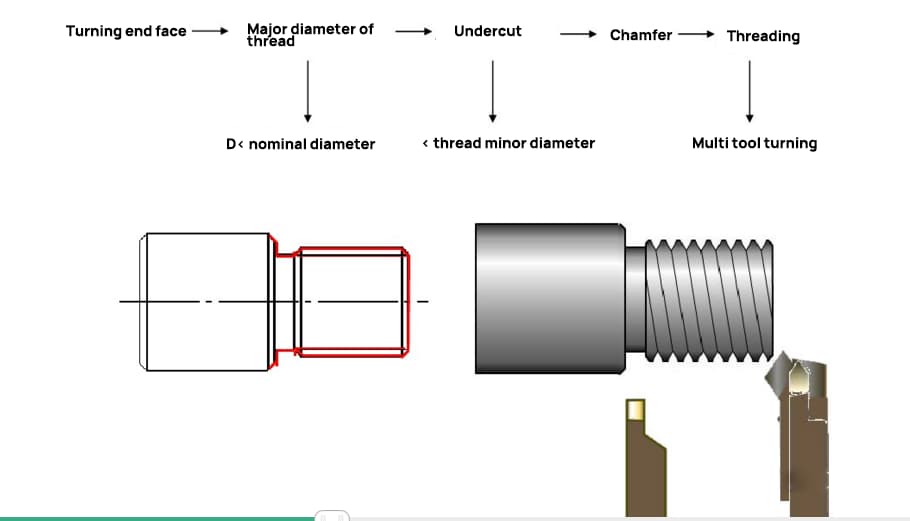
2. Turning process flow:
3. Rectangular thread has no fixed profile like other threads
By default, if the tooth size is not specified, the thread’s cross-section is typically square-shaped.
To produce rectangular threads, the turning tool should be fed in a straight line, and the threads can be processed based on the depth of the groove (i.e., the height of the tooth).
When it comes to machining short threads, a grooving turning tool is suitable due to the shape of thread teeth. The blade width of the tool should only be half of the pitch.
However, for threads with a wide pitch, high-speed steel elastic turning tools are often used.
One of the biggest challenges in machining rectangular threads is the grinding method of the turning tool. When the pitch and lead increase, the thread rise angle (lead angle) becomes larger, and the rear angle of the turning tool can touch the side of the thread.
It is important to note that the thread rise angle at the top and bottom of the thread will differ for threads with a large lead.
To avoid these issues, a trapezoidal turning tool with a small front edge width is used for the concave part. This ensures that the width of the cutting edge on the outer circumference (thread crown) is the same as that of the groove, and the lower part of the thread on the groove at the bottom of the tooth will be recessed.
4. Turning rectangular thread
When turning rectangular threads, the machining allowance should be allocated reasonably.
For details, please refer to the following figure:
Reasonably allocate thread machining allowance
(generally rough turning ap:0.10~0.50; fine turning ap: 0.01~0.10.)
Feed times
Back cutting depth
Processing steps
Machining allowance
First feed
a=0.50mm
Rough machining
0.75mm
Second feed
a=0.15mm
Third feed
a=0.10mm
Fourth feed
a=0.03mm
finish machining
0.06mm
Fifth feed
a=0.02mm
Sixth feed
a=0.01mm
5. Summary
Rectangular threads are distinct from triangular and trapezoidal threads.
Unlike the other thread types, rectangular threads do not experience issues with single or double-sided cutting, nor do they encounter problems with pitch diameter due to their lower accuracy requirement.
In fact, thread machining for rectangular threads is relatively straightforward.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Ever wondered which companies lead the way in China's machine tool industry? This article introduces the top 10 boring machine manufacturers, detailing their histories, innovations, and contributions to the field.…
Ever wondered how intricate metal parts are crafted with precision? This article unveils the magic of milling machines, exploring their various types and key components. Dive in to understand how…
Imagine cutting metal with a precision so fine it saves time and reduces costs. High-speed cutting tools are revolutionizing manufacturing by offering this very capability. This article explores the materials…
Have you ever wondered how tiny holes are drilled with such precision in metal? This article explores the fascinating world of drilling, revealing the secrets behind various drill bits and…
Ever wondered why the same CNC machine can have wildly different production efficiencies? The secret lies in the fixtures! In this article, we’ll explore how choosing the right CNC fixtures…
Intrigued by the power and precision of 5-axis machining? In this blog post, we dive deep into the fundamentals of this advanced manufacturing technique. Our expert mechanical engineer breaks down…
Ever wondered how modern factories achieve such precision and efficiency? This article explores the fascinating world of Computer Numerical Control (CNC) systems, revealing how they revolutionize manufacturing. Discover the key…
Why does one CNC machine tool outperform another? The answer often lies in the clamps used. This article explores the selection of appropriate clamps to enhance CNC machine tool efficiency.…
Ever wondered why your CNC milling machine vibrates and ruins your precision? This article explores twelve expert tips to minimize cutting vibrations, from using sharp inserts to optimizing cutting parameters.…