
How to Determine Punch and Die Clearance?
Have you ever wondered what the secret is behind producing high-quality stamped parts? In this blog post, we'll dive into the critical role that punch and die clearance plays in…
Ever wondered how efficient layout design can revolutionize sheet metal punching? This article delves into various layout methods, explaining how optimizing material usage not only conserves resources but also enhances production quality and cost-effectiveness. By exploring techniques such as layouts with waste, less waste, and no waste, you’ll discover how to maximize material utilization and improve die lifespan. Dive in to learn practical strategies that can elevate your manufacturing process to new heights.

The arrangement of blanking parts on sheet metal, strip material, or strip is called the layout. The efficiency of the layout directly affects material utilization, part quality, cost, die structure, and lifespan. The judicious selection of materials is significant in saving materials in stamping production.
An effective layout is a robust measure for material conservation, especially in mass production where material costs account for a large proportion. Full utilization of materials is a crucial economic indicator in sheet metal part production.
Comprehensive consideration must be given during the layout process, and all factors impacting the layout should be analyzed to establish the best layout plan.
There are three classification methods for the layout of blanking parts. One divides the layout from the perspective of waste material into: layout with waste, layout with less waste, and layout without waste.
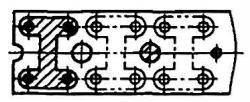
The layout with waste (see Fig 3-10) is all around the part perimeter. Since there are overlaps on the material, the quality of the blanking parts is ensured, and the die lifespan is long. However, the material utilization is low.
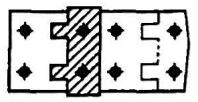
Layout with less waste (see Fig 3-11) is along part of the workpiece’s outer shape, leaving overlap or surplus material only in specific areas.
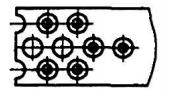
Layout without waste (see Fig 3-12) refers to a layout without process waste (overlap and surplus material), only structural waste determined by the workpiece’s structural shape (such as waste in holes).

Through the above analysis, it can be seen that, under the condition of not affecting the part usage requirements, adopting a layout with less or no waste can increase material utilization to 75%-95%. This is beneficial not only for stamping multiple parts at once but also simplifies die structure and reduces blanking force.
However, due to the influence of the size tolerance of the strip itself and the errors caused by strip guiding and positioning, the quality and precision of the blanking parts are lower.
Meanwhile, as the die experiences unilateral force, it exacerbates die wear, reduces die lifespan, and directly affects the quality of the blanking part’s cross section. Therefore, the layout must be coordinated and fully considered.
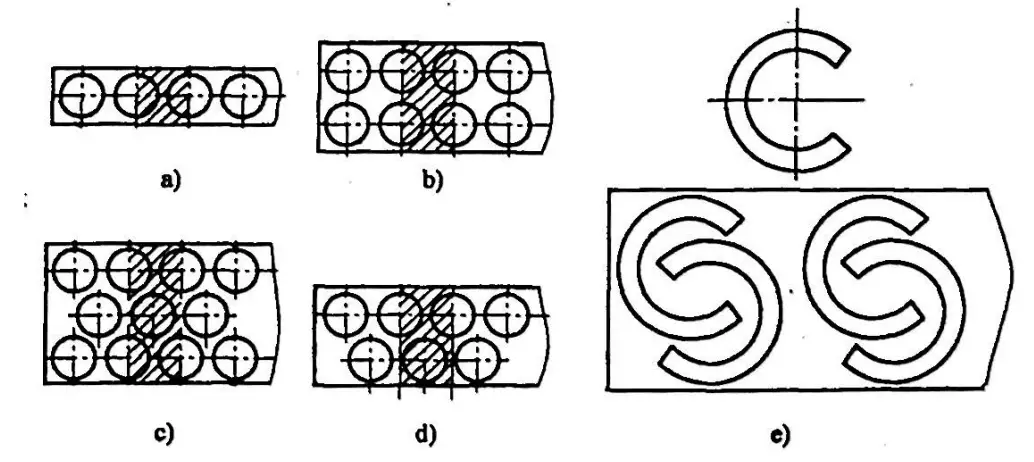
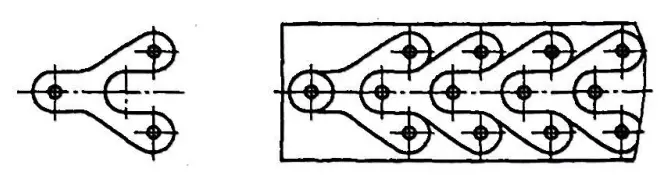
The second method categorizes the layout methods of blanking parts according to the shape of the workpiece and the layout method into: straight layout, diagonal layout, straight opposite layout, diagonal opposite layout, mixed layout, multi-row layout, etc., as shown in Table 3-5.
Table 3-5 Layout Methods
| Pattern Layout Types | Dimensional Material Layout | Minimal or Non-Dimensional Material Layout | |
| Vertical Arrangement | 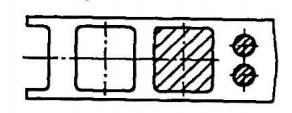 | 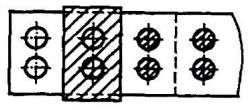 | |
| Diagonal Arrangement | 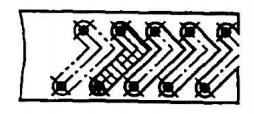 | 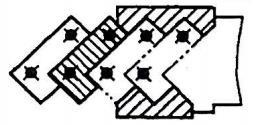 | |
| Direct Opposition Arrangement | 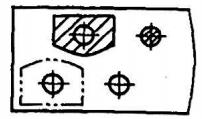 | 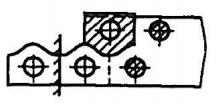 | |
| Diagonal Opposition Arrangement |  |  | |
 |  | ||
 |  | ||
| Panel Layout Method | Integral Cutting Method | 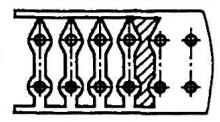 | 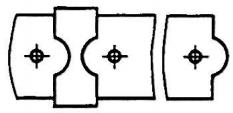 |
| Staged Cutting Technique | 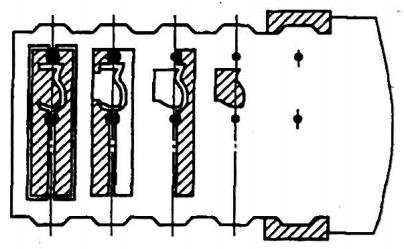 | ||
The third method is the mixed layout method, also known as nesting. This approach is suitable for CNC punching machines (turret punching machines) and laser cutting. When arranging the layout based on an analysis of the types of punched parts in our enterprise, we should adopt the mixed layout method wherever possible for suitable parts.
In conclusion, after ensuring that the main technical requirements of the parts are not affected and with the consent of the product designers, modifying the structural shape of the parts to accommodate minimal scrap or zero scrap layouts not only saves a substantial amount of raw material but also enhances the production efficiency of the product.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.



