Thread Milling Methods: Which One Is Right for You?
How can you produce high-quality threads efficiently? Thread milling offers three distinct methods: arc cutting for smooth, precise results, radial cutting for simplicity, and tangential cutting for external threads. This article explores these methods, their applications, and tips for optimizing each to improve your machining processes and achieve perfect threads every time. Dive in to discover which thread milling method suits your needs and learn how to implement it effectively.
To perform thread milling, the machine tool must have the capability for three-axis linkage.
CNC machines have the capability for spiral interpolation, which is controlled by the machine tool to produce the spiral path.
Spiral interpolation is created by the combination of plane arc interpolation and linear motion perpendicular to the plane.
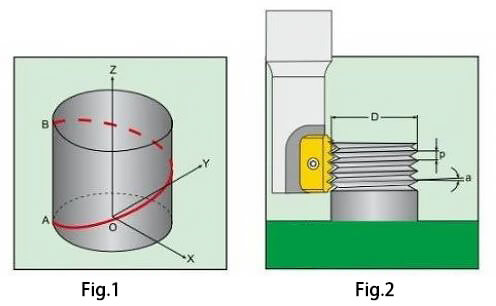
For example, the spiral path from point A to point B (as shown in Figure 1) is produced by combining the X-Y plane arc interpolation motion with the linear Z axis motion.
Most CNC systems can achieve this function using two different commands:
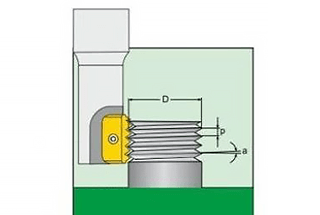
The display of thread milling motion (as shown in Figure 2) is produced by the rotation of the tool and the spiral interpolation motion of the machine tool.
During the egger circle interpolation process, the shape of the tool is used to process the required thread by combining the movement of the tool moving along the z-axis direction with the egger pitch.
There are three cutting methods that can be used for thread milling: arc cutting method, radial cutting method, and tangential cutting method.
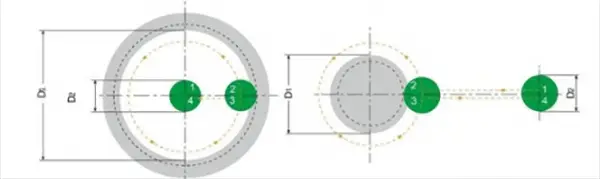
1. Arc cutting method
With this method, the cutting tool cuts smoothly, resulting in no visible cutting marks and reducing vibrations even when machining hard materials.
However, the programming of this method is more complex compared to the radial cutting method.
It is recommended to use this method when producing precise threads.
1-2: fast positioning;
2-3: the cutter cuts in tangentially along the arc feed, and interpolates the feed along the Z axis at the same time;
3-4: 360 ° full circle thread interpolation movement, axial movement of a lead;
4-5: the cutter cuts in tangentially along the arc feed, and performs interpolation movement along the Z axis at the same time;
5-6: quick return.
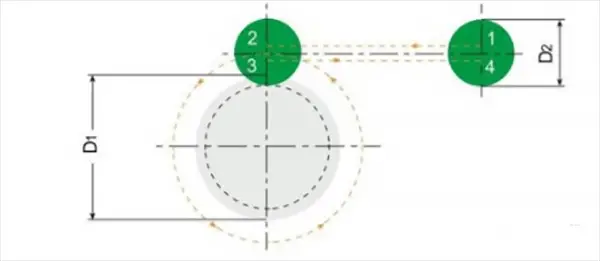
2. Radial cutting method
This method is the simplest, but there may be two situations that arise:
Small vertical marks may be left at the start and end points of the cut, but this will not affect the quality of the thread.
When machining very hard materials, if the cutting is close to the full tooth shape, the increased contact area between the tool and the workpiece may cause tool vibration.
To avoid vibration during close-to-full-tooth cuts, it is recommended to reduce the feed rate to 1/3 of the spiral interpolation feed rate as much as possible.
1-2: fast positioning;
2-3: the whole circle of 360 ° performs spiral interpolation movement and moves axially by one lead;
3-4: radial return.
3. Tangential cutting method
This method is straightforward and has the benefits of the arc cutting method, but it is only suitable for milling external threads.
1-2: fast positioning;
2-3:360 ° full circle makes thread interpolation movement, and the axial movement is one lead;
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered who leads the way in China's milling machine industry? This article showcases the top 10 milling machine manufacturers in China, revealing industry giants like WZ Wuhan…
Ever wondered how intricate metal parts are crafted with precision? This article unveils the magic of milling machines, exploring their various types and key components. Dive in to understand how…
Ever wondered why your CNC milling machine vibrates and ruins your precision? This article explores twelve expert tips to minimize cutting vibrations, from using sharp inserts to optimizing cutting parameters.…
Have you ever wondered about the unsung heroes behind the precision and efficiency of modern manufacturing? In this blog post, we dive into the fascinating world of milling cutters -…
Ever wondered how the giants of the machine tool industry shape our world? In this article, we'll explore the top six machine tool companies in the United States. You'll discover…
Have you ever wondered about the fascinating history behind the lathe, a machine tool that has revolutionized manufacturing? In this captivating blog post, we'll take you on a journey through…
Are you in the market for a lathe machine but overwhelmed by the options? In this blog post, we'll explore the key factors to consider when choosing a lathe manufacturer.…
Ever wondered which companies are shaping the future of lathe manufacturing in China? In this article, we explore the top players in the industry, highlighting their innovations and contributions. You'll…
Have you ever wondered which companies lead the way in China's grinding machine industry? This article unveils the top 10 manufacturers, from Shenyang Machine Tool to Wuhan Heavy Duty Machine…