De grondbeginselen van 4-assig en 5-assig CNC bewerken verkennen
Hoe bereiken geavanceerde CNC machines precisie en complexiteit in de productie? Dit artikel verkent de verschillen tussen 4-assige en 5-assige CNC-bewerkingsmachines en belicht hun unieke mogelijkheden en toepassingen. Lezers leren hoe deze machines de productie-efficiëntie verhogen, de nauwkeurigheid verbeteren en de mogelijkheden voor het bewerken van complexe onderdelen uitbreiden. Duik in de materie en ontdek de nuances die van meerassig bewerken een hoeksteen van moderne productie maken.
Vergeleken met traditionele handmatige bewerking is CNC-bewerking aanzienlijk sneller. Het eindproduct heeft een hoge maatnauwkeurigheid en een lage foutmarge, zolang de computercode correct is en voldoet aan de ontwerpspecificaties.
CNC productie is een uitstekende methode om snel prototypes te maken. Hoewel het ook kan worden gebruikt voor eindproducten en componenten, is het meestal alleen rendabel voor kortlopende productieruns in kleine hoeveelheden.
CNC-verspaning met meerdere assen
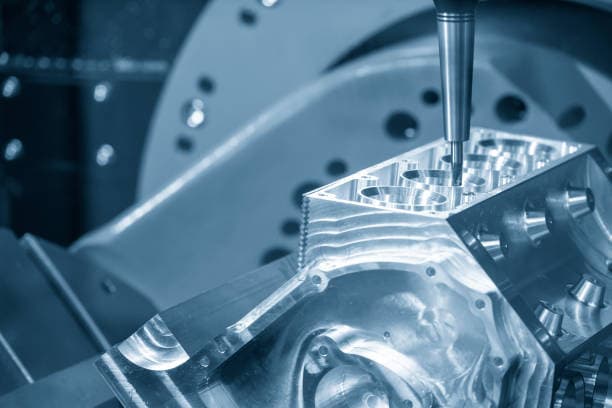
CNC frezen is een proces waarbij materiaal wordt verwijderd met roterend gereedschap. Het werkstuk kan stil blijven staan terwijl het gereedschap erop beweegt, of het kan onder een vooraf bepaalde hoek in de machine worden geplaatst. Hoe meer bewegingsassen een machine heeft, hoe complexer het vormgevingsproces en hoe hoger de snelheid.
Bij 4-assig CNC frezen wordt een vierde as toegevoegd aan de snijtangbeweging, waardoor rotatie rond de X-as mogelijk wordt. Dit resulteert in vier bewegingsassen: de X-as, de Y-as, de Z-as en de A-as (rotatie rond de X-as).
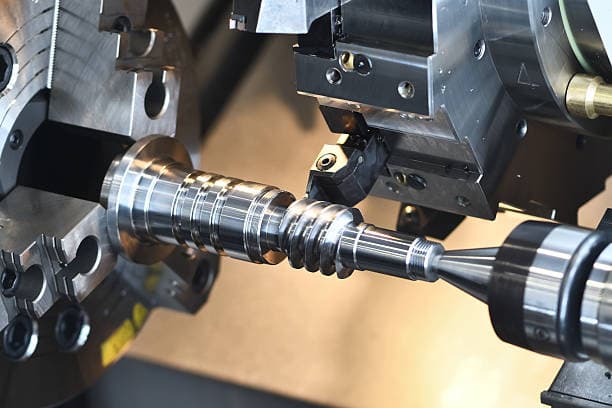
Bij veel 4-assige CNC machines kan het werkstuk ook roteren, de B-as genoemd, waardoor de machine zowel als freesmachine en als draaibank kan functioneren.
Kenmerken van vierassige hefinrichtingen
Definitie van 4-as: A 4-asmachine gereedschap heeft minstens vier coördinaten, waaronder drie lineaire coördinaten en één roterende coördinaat.
Kenmerken van 4-assig bewerken:
(1) Het wordt gebruikt wanneer een 3-asmachine gereedschap een werkstuk niet effectief kan bewerken, of wanneer het werkstuk voor langere tijd opgespannen moet worden.
(2) Het verbetert de nauwkeurigheid, kwaliteit en efficiëntie van het bewerken van vrije-vorm oppervlakken.
Voordelen van 4-assig bewerken:
(1) Verbeterde gereedschapsmogelijkheden;
(2) Kortere klemtijden door geavanceerde verwerkingstechnologie;
(3) Geen klemmen nodig;
(4) Verbeterde oppervlaktekwaliteit;
(5) Langere levensduur van het gereedschap;
(6) Gestroomlijnde productieprocessen;
(7) Aanzienlijke toename in verwerking en productie-efficiëntie.
5-asbewerking:
Boven de vier assen bevindt zich nog een rotatieas, meestal met een volledige rotatie van 360 graden in het verticale vlak.
Het 5-assig systeem maakt volledige bewerking en klemming in één opstelling, waardoor de opspankosten dalen en het risico op krassen op het oppervlak minimaal is.
Het is ideaal voor het bewerken van veelzijdige gaten en oppervlakken en onderdelen met hoge precisievereisten, vooral bij het bewerken van matrijzen.
Tijdens de beweging over het gehele traject kan de richting van het gereedschap geoptimaliseerd worden en kan het gereedschap lineair bewegen, waardoor optimale snijcondities behouden blijven tijdens het gehele proces.
Wat is de betekenis van 4-assige en 5-assige koppelingen in een bewerkingscentrum?
Een 4-assige en 5-assige koppeling verwijst naar het aantal gestuurde assen in het besturingssysteem van bewerkingscentra, CNC-freesmachines of graveermachines.
Een 4-assig verbindingssysteem heeft vier bestuurbare assen nodig die gelijktijdig bestuurd kunnen worden door middel van interpolatiebeweging. De bewegingssnelheid is de gecombineerde snelheid van de vier assen, niet de individuele bewegingsbesturing van elke as. Dit resulteert in de gelijktijdige beweging van een punt in de ruimte naar een ander punt via vier assen. De bewegingssnelheid van elke as wordt intern berekend via het algoritme voor bewegingsinterpolatie van de controller.
In een 4-assig bewerkingscentrum zijn de assen X, Y, Z en ofwel A (roteren rond X-as), B (roteren rond Y-as) of C (roteren rond Z-as). De 4-assen kunnen onafhankelijk bewegen of samen met andere assen. Sommige 4-assige bewerkingsmachines kunnen echter alleen onafhankelijk bewegen en dienen alleen als indexeerassen, wat betekent dat ze tot een bepaalde hoek roteren en dan stoppen en de as vergrendelen, zonder deel te nemen aan het snijden.
Ook een machine met 4-assige koppeling kan meer dan vier assen hebben, maar het maximum aantal gekoppelde assen is nog steeds vier. Hetzelfde geldt voor 5-assige linkage bewerkingsmachines, die complexer zijn dan 4-assige en 3-assige linkage. Momenteel zijn sommige CNC systemen in China beweren dat ze vijf assen hebben, maar sommige zijn nep. Een echt 5-assig koppelingssysteem heeft een RTCP-functie (Real-Time Compensation of Position).
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe rechte tandwielen met precisie worden gemaakt met behulp van moderne technologie? Dit artikel gaat in op het ingewikkelde proces van het bewerken van rechte tandwielen met een CNC-machine met vier assen. Het behandelt...
Heb je je ooit afgevraagd wat de fascinerende geschiedenis is achter de draaibank, een machine die een revolutie teweeg heeft gebracht in de productie? In deze boeiende blogpost nemen we je mee op een reis door...
Heb je je ooit afgevraagd wie er voorop loopt in de Chinese freesmachine-industrie? Dit artikel toont de top 10 van freesmachinefabrikanten in China, met industriële giganten zoals WZ Wuhan...
Heb je je ooit afgevraagd wat de reuzen van de CNC machine-industrie zijn? In deze fascinerende blogpost nemen we een diepe duik in de wereld van CNC productie en verkennen we de...
Ontdek de geheime taal die machines tot leven brengt! In deze boeiende blogpost duiken we in de fascinerende wereld van G-code en M-code, de essentiële programmeercommando's die...
Heb je je ooit afgevraagd hoe een CNC draaibank zulke precieze onderdelen kan maken? In dit artikel verkennen we de fascinerende wereld van CNC draaibanken, met de nadruk op het aantal assen...
Heb je je ooit afgevraagd hoe complexe metalen onderdelen precies worden gemaakt? CNC-bewerking is het antwoord. In dit artikel wordt uitgelegd hoe computergestuurde gereedschappen materialen zoals metaal...
Stel je een machine voor die metaal precies kan vormen met minimale menselijke tussenkomst en die onvermoeibaar complexe onderdelen produceert voor industrieën als de lucht- en ruimtevaart en de auto-industrie. Dit is de essentie van CNC (Computer...
Heb je je ooit afgevraagd hoe CNC machines onze wereld vormgeven? Deze veelzijdige gereedschappen zorgen voor een revolutie in de productie en voeren taken uit van eenvoudig boren tot complex frezen. In dit artikel verkennen we de verschillende...