
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe buigtechnologie de wereld om ons heen vormgeeft? Dit artikel duikt in de verschillende buigmethodes die gebruikt worden in de moderne productie, van matrijzenbuigen tot CNC-afkantpersen, en onderzoekt hun toepassingen bij het maken van alles van liftdeuren tot elektrische schakelkasten. Leer hoe deze technieken de efficiëntie en precisie in de productie verbeteren en ontdek de innovaties die de toekomst van intelligente productie bepalen.
De Duitse Industrie 4.0, het Amerikaanse Industrial Internet en de implementatie van "Made in China 2025" bevestigen allemaal dat de kern van de Vierde Industriële Revolutie in de wereldwijde productie-industrie intelligente productie is. Dit is vooral duidelijk in China's plaatverwerkende industrie, die bestaat uit verschillende processen zoals lasersnijden, lassen van plaatwerk, snijden en buigen.
Deze post zal zich voornamelijk richten op buigtechnologie.
Het buigen van matrijzen wordt meestal uitgevoerd met een afkantpers (zie afbeelding 1), waarbij de hulp van arbeiders of robots nodig is om het buigproces te voltooien.
De nauwkeurigheid van het buigen hangt grotendeels af van de vaardigheid van de technici of de kwaliteit van de robot. Deze buigmethode wordt vaak gebruikt bij de productie van kleine onderdelen met een enkel producttype en een eenvoudig productieproces.
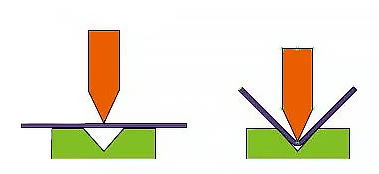
Fig. 1 Matrijzen buigen
A vouwmachine (zie afbeelding 2) kan worden gebruikt om grote onderdelen met complexe structuren en verschillende vormen te buigen.
Figuur 3 toont de buigvormen die kunnen worden bereikt met een automatische eenmesmachine. vouwmachine of een automatische vouwmachine met twee messen.
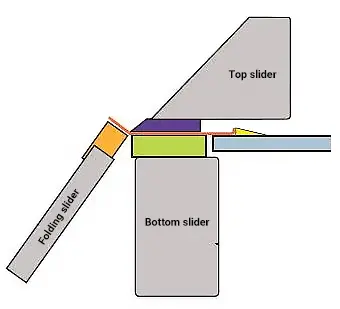
Fig. 2 Werkingsprincipe van vouwmachine
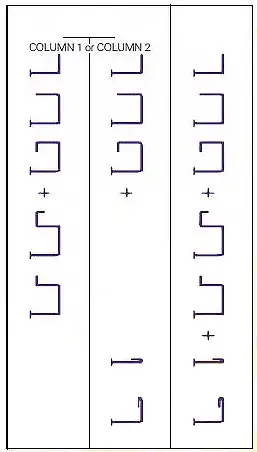
Fig. 3 Vouwvorm
De dubbelmesbuigmachine is een type vouwmachine (zie Figuur 4) die volgens hetzelfde principe werkt. Net als de vouwmachine kan hij een groot aantal vormen en types buigen.
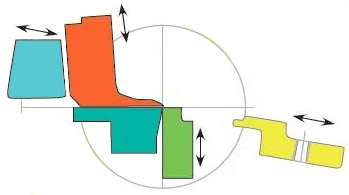
Fig. 4 Principe van buigmachine met dubbel mes
CNC afkantpers is de meest gebruikte buigmachine in het buigcentrum (Fig. 5). De beroemde fabrikanten van buigmachines kunnen verwijzen naar deze ranglijst.
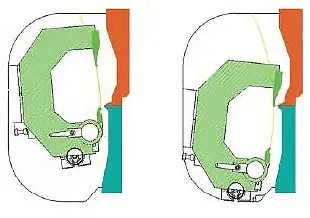
Fig. 5 Principe van CNC afkantpers
De flexibiliteit van de dubbelmessenbuigmachine en CNC-buigmachine is zeer hoog, waardoor ze geschikt zijn voor "universeel vouwen" en veel gebruikt worden in automatische productie. Tot 2018 werden beide machines hydraulisch aangedreven. Echter, sindsdien, CNC buigen machines zijn begonnen met servoaandrijving en gebruiken alleen hydraulische aandrijving om het gereedschap vast te klemmen.
Er zijn een aantal belangrijke verschillen tussen deze machines:
(1) Buigsnelheid.
Onder dezelfde omstandigheden zal de CNC-buigmachine een iets hogere buigsnelheid hebben.
Voor een werkstukstructuur van 90° heeft de CNC-buigmachine 1,8 tot 2 seconden nodig om het te buigen, terwijl de buigmachine met dubbele messen er 2 tot 3 seconden over doet (afhankelijk van de grootte van het profiel).
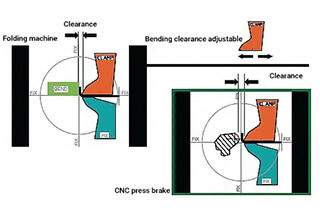
(2) Buigspeling.
De snijvorm van de dubbelmessenbuigmachine verschilt van die van de CNC-buigmachine (zie Fig. 6).
In gevallen waarin de klemming apparaat instelbaar is, is het krachtgebied van de CNC-buigmachine relatief klein, wat kan leiden tot beschadiging of krassen op het werkstukoppervlak (zie Fig. 7).
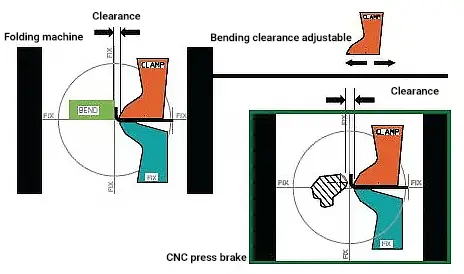
Fig. 6 Buigspeling
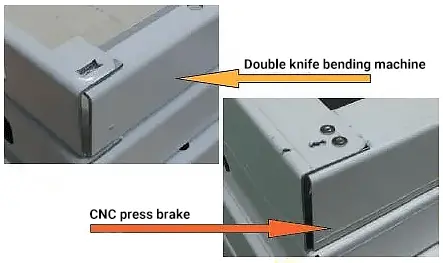
Fig. 7 Oppervlakte kras
(3) Buigvorm.
Figuur 8 toont de buigvorm van de dubbele messenbuigmachine en de CNC-buigmachine.

Fig. 8 Buigvorm
Tegenwoordig is de stanstechnologie meer volwassen geworden, vooral door de populariteit van stanseenheden zoals Trumpf en Amada. Als gevolg daarvan is laser boren en snijtechnologieën zijn ook steeds populairder geworden.
Ondanks de vooruitgang in verschillende plaatmetaal productieprocessen blijft buigen een belangrijk knelpunt dat de algehele workflowbalans aanzienlijk beïnvloedt en verbeteringen in de werkplaatscapaciteit beperkt.
Het deurpaneel van de lifthal heeft een relatief eenvoudige structuur met een klein aantal ponsgaten.
De meeste fabrikanten gebruiken ponscentra en buigcentra om de productie te voltooien. Het knelpunt in het productieproces ligt echter bij het buigen.
Tijdens het buigen moet het werkstuk drie keer draaien en moet het bijbehorende gereedschap worden afgesteld om het buigen te voltooien. buigproces. Dit duurt ongeveer 35 tot 45 seconden per stuk.
Om de productiesnelheid en -efficiëntie te verhogen, kunnen fabrikanten een buigcentrum aan de productielijn toevoegen. Hoewel dit de productietijd kan terugbrengen tot 20 seconden per stuk, verhoogt het ook de productiekosten.
Als alternatief kunnen fabrikanten een dubbelmessenbuigmachine gebruiken (zoals getoond in Figuur 9) waarmee beide kanten van het werkstuk tegelijkertijd gebogen kunnen worden. Dit beperkt de rotatie van het werkstuk tot slechts één keer, met een productieritme van 12-15 seconden per stuk.
Als voorbeeld nemen we een werkstuk met de doorsnedevorm in figuur 10 en een lengte van 2m. De berekende productieslagen staan in tabel 1.
Fig. 9 Buigmachine met dubbel mes

Fig. 10 Dwarsdoorsnede van de haldeur
Tabel 1 Productieritme
| Actie | Tijd/s | Opmerking |
|---|---|---|
| Transmissie | 2 | snelheid 1m/s |
| Uitlijning | 1.8 | |
| Buigen | 7.2 | 4×1.8s (CNC afkantpers) |
| +/-veranderingen | 1 | 1s |
| Cyclustijd | 12 |
Een automatische haldeurbuiglijn uitgerust met een buigmachine met dubbele messen biedt een hoog flexibele productie en tegelijkertijd nauwkeurigheid en herhaalbaarheid te garanderen. Deze productielijn kan het buigproces voor haldeuren continu en stabiel voltooien met de hoogste productiesnelheid.
De productie van elektrische schakelkasten is een zeer ingewikkeld proces en de structuur en materialen variëren sterk. Veel fabrikanten kiezen voor de combinatie van een materiaalmagazijn, pons- en knipmachines en robotbuigunits om de productie te voltooien.
Het belangrijkste voordeel van deze methode is dat naarmate de productiecapaciteit toeneemt, fabrikanten meer robotbuigunits kunnen toevoegen om de productie-efficiëntie te verbeteren. Als een groep buigeenheden beschadigd raakt, heeft dit bovendien geen invloed op de productie van andere eenheden, zodat de productie niet wordt onderbroken.
Er zijn echter ook fabrikanten die revolverstansen en paneelbuiger om elektrische schakelkasten te produceren. Deze aanpak levert een hogere productie-efficiëntie op dan robotbuigen, maar gaat gepaard met relatief hoge materiaalkosten.
In de kastenindustrie moet rekening worden gehouden met de doosonderdelen in Figuur 11.

Fig. 11 Doosvorm
De doosvorm is ontworpen om de sterkte van plaatconstructies te verbeteren. Bij gebruik van een CNC buigmachine kan de hoogte van de doos niet automatisch worden aangepast en is handmatige aanpassing noodzakelijk.
Om de doos automatisch in hoogte te kunnen verstellen, kan een buigmachine met twee messen worden gebruikt, maar dan moet er een extra module worden geïnstalleerd.
In veel kasten wordt vaak gebruik gemaakt van zomen, wat verwijst naar dubbellaagse materialen.
Als je materiaal van 1,8-2,5 mm buigt met behulp van een CNC-buigcentrum, kan de situatie zoals weergegeven in FIG. 12 zich voordoen. Echter, als een robot en pers remmachine worden gebruikt, kan deze situatie worden vermeden.
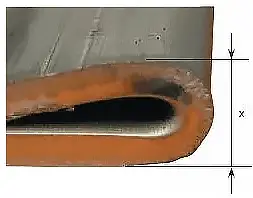
Fig. 12 Waterdruppelvorm
Bovendien is de afmeting van de werktafel van kantpersen die op de markt verkrijgbaar zijn beperkt tot 4m. Als de lengte van het werkstuk meer dan 4 m is, worden de nauwkeurigheidseisen voor de buigvlakheid dus extreem hoog.
Buigen is een kunst en het kiezen van de juiste buigmachine is een onafhankelijke beslissing voor de klant.
Het overhaast ondertekenen van een contract kan leiden tot betreurenswaardige situaties en onmetelijke verliezen voor de onderneming.
Tot slot streven we ernaar om elke klant te helpen bij het bouwen van een bevredigende productielijn door krachtige componenten modulair aan te bieden.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











