Heb je je ooit afgevraagd wat onze wereld bij elkaar houdt, van torenhoge wolkenkrabbers tot alledaagse gadgets? In deze blogpost wordt de fascinerende wereld van bevestigingsmiddelen ontrafeld, waarbij hun soorten, toepassingen en essentiële kenmerken worden onderzocht. Maak je klaar om te leren hoe deze kleine onderdelen een grote rol spelen in de techniek en het dagelijks leven!
Bevestigingsmiddelen zijn een veelvoorkomend onderdeel waar iedereen mee bekend zou moeten zijn.
In dit artikel introduceren we bevestigingsmiddelen vanuit vier perspectieven: classificatie van bevestigingsmiddelen, identificatie en inspectie van schroefdraad, materiaalvereisten, vereisten voor warmtebehandeling en vereisten voor mechanische prestaties voor bouten, schroeven en tapeinden, evenals de typen en structuur van bouten voor staalconstructies.
I. Classificatie van bevestigingsmiddelen
Wat zijn bevestigingsmiddelen?
Bevestigingsmiddelen zijn cruciale mechanische onderdelen die zijn ontworpen om twee of meer onderdelen of assemblages veilig aan elkaar te bevestigen tot een samenhangende eenheid. Deze essentiële elementen spelen een vitale rol in verschillende industrieën, waaronder de lucht- en ruimtevaart, de auto-industrie, de bouw en algemene productie. Bevestigingsmiddelen omvatten een breed scala aan gestandaardiseerde onderdelen, waaronder bouten, schroeven, moeren, ringen, klinknagels en pennen, elk ontworpen om te voldoen aan specifieke belastingsvereisten en omgevingsomstandigheden.
In de metaalproductie- en productiesectoren worden bevestigingsmiddelen vaak standaardonderdelen genoemd vanwege het wijdverspreide gebruik en de naleving van internationale normen zoals ISO, ANSI en DIN. Deze standaardisatie zorgt voor uitwisselbaarheid, betrouwbaarheid en consistente prestaties in verschillende toepassingen. Moderne bevestigingsmiddelen worden vervaardigd met behulp van geavanceerde materialen en processen om hun sterkte, corrosiebestendigheid en lange levensduur te verbeteren, met opties variërend van gewone staalvarianten tot gespecialiseerde legeringen voor extreme omgevingen.
De keuze van de juiste bevestigingsmiddelen is cruciaal bij ontwerp en engineering, omdat het een directe invloed heeft op de structurele integriteit, veiligheid en levensduur van het eindproduct. Factoren zoals de verdeling van de belasting, trillingsweerstand, thermische uitzetting en het gemak van montage of demontage moeten zorgvuldig worden overwogen bij het kiezen van bevestigingsmiddelen voor een bepaalde toepassing.
Soorten bevestigingsmiddelen:
Bevestigingsmiddelen omvatten meestal de volgende twaalf soorten onderdelen: Bouten, tapeinden, schroeven, moeren, zelftappende schroeven, houtschroeven, ringen, borgringen, pennen, klinknagels, complete samenstellingen en verbindingsparen, evenals lasnagels.
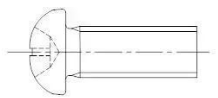
(1) Bouten:
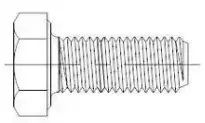
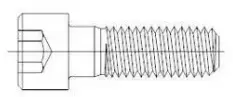
Bouten zijn een type bevestigingsmiddel dat bestaat uit een kop en een schroef (cilinder met buitendraad) waarvoor een moer nodig is om twee delen met doorlopende gaten aan elkaar te bevestigen. Dit type verbinding staat bekend als een boutverbinding en is een verwijderbare verbinding omdat de twee delen gescheiden kunnen worden als de moer van de bout wordt losgedraaid.
Zoals hieronder te zien is:
Fig. 2-1-1 Volledige schroefdraad van buitenste zeskantbout
Fig. 2-1-2 Halve tand van binnenzeskantbout met cilindrische kop
(2) Stoeterij:
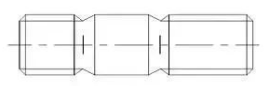
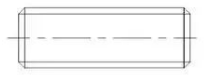
Een tapeind is een bevestigingsmiddel met uitwendige schroefdraad aan beide uiteinden en zonder kop. Bij het verbinden wordt het ene uiteinde in een onderdeel met een gat met binnendraad geschroefd, terwijl het andere uiteinde door een onderdeel met een doorvoergat gaat en vervolgens wordt vastgezet met een moer. Dit resulteert in een stevig verbonden geheel.
Dit type verbinding wordt een tapboutverbinding genoemd en is, net als de boutverbinding, een verwijderbare verbinding. Draadeinden worden vooral gebruikt als een van de verbonden onderdelen dik is, een compacte structuur vereist of als een boutverbinding ongeschikt is vanwege frequente demontage.
Zoals hieronder te zien is:
Fig. 2-2-3 Dubbelkopbout
Fig. 2-2-4 Tapbout met volle schroefdraad
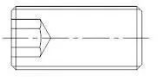
(3) Schroef:
Een schroef is een bevestigingsmiddel dat bestaat uit een kop en een schroef. Hij kan op basis van zijn doel worden onderverdeeld in drie categorieën: staalconstructieschroef, stelschroef en schroef voor speciale doeleinden.
Machineschroeven worden vooral gebruikt om een onderdeel met een vast gat met schroefdraad te bevestigen aan een onderdeel met een doorgaand gat zonder dat er een moer nodig is (dit type verbinding staat bekend als een schroefverbinding en is ook een verwijderbare verbinding). Machineschroeven kunnen ook samen met moeren worden gebruikt om twee onderdelen met doorlopende gaten vast te zetten.
Stelschroeven worden voornamelijk gebruikt om de relatieve positie tussen twee onderdelen vast te zetten.
Schroeven voor speciaal gebruik, zoals oogbouten, worden gebruikt om onderdelen op te hijsen.
Zoals hieronder te zien is:
Fig. 2-3-5 Panheadschroef
Fig. 2-3-6 Stelschroef met binnenzeskant
Fig. 2-3-7 oogbout
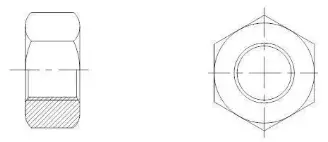
(4) Moer:
Een moer is een onderdeel met een inwendig draadgat en heeft meestal de vorm van een platte zeshoekige kolom, een platte vierkante kolom of een platte cilindrische vorm.
Moeren worden gebruikt om twee delen vast te maken en te verbinden tot één geheel met bouten, tapeinden of schroeven voor staalconstructies.
Zoals hieronder te zien is:
Fig. 2-4-8 zeskantmoer
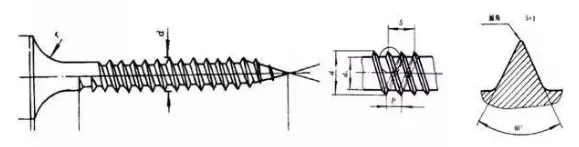
(5) Zelftappende schroef:
Een zelftappende schroef lijkt op een schroef, maar heeft een speciale schroefdraad die speciaal is ontworpen voor zelftappende schroeven.
Het wordt gebruikt om twee dunne metalen onderdelen vast te maken en met elkaar te verbinden tot één geheel. In de onderdelen moeten kleine gaten worden voorgeboord. Omdat de schroef een hoge hardheid heeft, kan hij direct in het gat van de component worden geschroefd om overeenkomstige interne schroefdraad in de component te vormen.
Dit type verbinding is ook een verwijderbare verbinding.
Zoals hieronder te zien is:
Fig. 2-5-9 zelftappende schroef
(6) Houtschroeven:
Een houtschroef lijkt op een schroef, maar heeft een speciale schroefdraad die speciaal ontworpen is voor gebruik in hout. Hij kan rechtstreeks in een houten onderdeel of onderdeel worden geschroefd om een metalen (of niet-metalen) onderdeel met een doorgang stevig met het houten onderdeel te verbinden.
Dit type verbinding is ook een verwijderbare verbinding.
Zoals hieronder te zien is:
Fig. 2-7-10 Houtschroef met zeskantkop
(7) Sluitring:
Een sluitring is een soort bevestigingsmiddel met een platte ronde vorm.
Deze wordt geplaatst tussen het steunvlak van bouten, schroeven of moeren en het oppervlak van de verbonden onderdelen om het contactoppervlak te vergroten, de druk per oppervlakte-eenheid te verminderen en het oppervlak van de verbonden onderdelen te beschermen tegen beschadiging. Een ander type elastische ring kan ook voorkomen dat de moer loskomt.
Zoals hieronder te zien is:
Fig. 2-7-11 vlakke sluitring
2-7-12 elastische ring
(8) Borgring:
Een borgring wordt geïnstalleerd in de asgroef of gatgroef van stalen constructies en apparatuur om te voorkomen dat onderdelen op de as of het gat van links naar rechts bewegen.
Zoals hieronder te zien is:
Fig. 2-8-13 Borgring
(9) Pin:
Pennen worden voornamelijk gebruikt voor het positioneren van onderdelen en sommige kunnen ook worden gebruikt voor het verbinden, bevestigen, overbrengen van kracht of vergrendelen van andere bevestigingsmiddelen.
Zoals hieronder te zien is:
Fig. 2-9-14 pin
(10) Klinknagels:
Klinknagels zijn bevestigingsmiddelen die bestaan uit een kop en een spijkerstaaf en worden gebruikt om twee onderdelen of componenten met doorlopende gaten stevig met elkaar te verbinden tot één geheel. Dit type verbinding wordt een klinknagelverbinding en wordt ook wel klinken genoemd.
Klinknagels vormen een niet-verwijderbare verbinding omdat de klinknagels moeten worden vernietigd om de twee verbonden delen te scheiden.
Zoals hieronder te zien is:
Fig. 2-10-15 halve ronde kop klinknagel
(11) Montage en verbindingspaar:
Een assemblage verwijst naar een bevestigingsmiddel dat wordt geleverd als een combinatie, zoals een machineschroef (of bout, zelftappende schroef) en een vlakke sluitring (of veerringborgring).
Een verbindingspaar verwijst naar een bevestigingsmiddel dat bestaat uit een speciale bout, moer en sluitring, zoals een verbindingspaar met grote zeskantbouten met hoge sterkte voor staalconstructies.
Zoals hieronder te zien is:
Fig. 2-11-16 assemblage van machineschroeven
Fig. 2-11-17 torsie afschuifboutverbinding van staalconstructie
(12) Tack:
Een tacker is een uniek bevestigingsmiddel dat bestaat uit een gepolijste staaf en een spijkerkop (of zonder spijkerkop) die door middel van lassen vast verbonden wordt met een onderdeel of component om het met andere onderdelen te verbinden.
Zoals hieronder te zien is:
Fig. 2-12-18 lasnagel
II. Identificatie en inspectie van schroefdraad
1. Doel en kenmerken van draad
Schroefdraad wordt vaak aangetroffen in allerlei toepassingen, zoals vliegtuigen, auto's, waterleidingen en alledaags gasgebruik.
In de meeste gevallen dient schroefdraad als bevestigingsverbinding en vergemakkelijkt het de overdracht van kracht en beweging.
Hoewel er verschillende soorten draden zijn voor speciale doeleinden, is hun aantal beperkt.
De duurzaamheid en eenvoud van schroefdraad, gecombineerd met hun betrouwbare prestaties, eenvoudige demontage en gemakkelijke productie, maken ze tot een cruciaal onderdeel in alle soorten elektromechanische producten.
Om een draad effectief te laten functioneren, moet deze twee essentiële kwaliteiten bezitten:
Het vermogen om gemakkelijk gesponnen te worden;
Voldoende sterkte.
2. Classificatie van draden
a. Draden kunnen op basis van hun structurele kenmerken en gebruik in vier soorten worden ingedeeld:
Gewone draad (bevestigingsdraad): Deze heeft een driehoekige tandvorm en wordt gebruikt voor het verbinden of vastzetten van onderdelen. Gewone schroefdraad kan verder worden onderverdeeld in grove en fijne schroefdraad op basis van de spoed. Fijne schroefdraad heeft een hogere verbindingssterkte.
Transmissiedraad: De tandvorm omvat trapeziumvormige, rechthoekige, zaagvormige en driehoekige vormen.
Afdichtingsdraad: Gebruikt voor het afdichten van verbindingen, voornamelijk pijpschroefdraad, conische schroefdraad en conische pijpschroefdraad.
Draad voor speciale doeleinden: Gebruikt voor specifieke doeleinden.
b. Draden kunnen ook worden onderverdeeld op basis van regio (land) in metrische dradenBritse draden en Amerikaanse draden.
Britse en Amerikaanse schroefdraad worden samen Britse schroefdraad genoemd en hebben een tandprofielhoek van 60° en 55°. Ze gebruiken inch-maten voor hun diameter, spoed en andere relevante parameters.
In ons land is de hoek van het tandprofiel gestandaardiseerd op 60° en worden de diameter en steek series gemeten in millimeters. Dit type schroefdraad wordt gewone schroefdraad genoemd.
3. Gemeenschappelijk draadprofiel
4. Basisvoorwaarden voor garen
Een schroefdraad is een continue formatie langs een gespecificeerd cilindrisch of conisch oppervlak.
Buitenschroefdraad: Een schroefdraad gevormd op het buitenoppervlak van een cilinder of conus.
Inwendige schroefdraad: Een schroefdraad gevormd op het binnenoppervlak van een cilinder of conus.
Hoofddiameter: De diameter van een denkbeeldige cilinder of kegel die raakt aan de bovenkant van een buitenschroefdraad of de onderkant van een binnenschroefdraad.
Kleine diameter: De diameter van een denkbeeldige cilinder of kegel die raakt aan de onderkant van een buitenschroefdraad of de bovenkant van een binnenschroefdraad.
Middendiameter: De diameter van een denkbeeldige cilinder of kegel die door de groef van de tandvorm loopt waar de breedte van de uitstulping gelijk is. Deze denkbeeldige cilinder of kegel wordt de steekdiametercilinder of steekdiameterkegel genoemd.
Rechtse draad: Een schroefdraad die met de klok mee wordt ingedraaid.
Linkse draad: Een schroefdraad die wordt ingedraaid wanneer linksom wordt gedraaid.
Profielhoek: De hoek tussen twee aangrenzende tandzijden op het schroefdraadprofiel.
Spoed: De afstand langs de as tussen twee corresponderende punten op de steeklijn van twee aangrenzende tanden.
5. Markeren van draden
Metrische draadmarkering:
Over het algemeen moet een volledige metrische schroefdraadaanduiding de volgende drie aspecten omvatten:
A staat voor de schroefdraadtypecode en geeft de eigenschappen van de schroefdraad aan;
B verwijst naar de maat van de schroefdraad, die over het algemeen de diameter en spoed omvat. Bij meervoudige schroefdraad moet ook de afleiding en het aantal draden worden vermeld;
C verwijst naar de nauwkeurigheid van de schroefdraad, die wordt bepaald door de tolerantiezone van elke diameter (inclusief de positie en grootte van de tolerantiezone) en de schroeflengte.
Inch schroefdraadmarkering:
6. Draadmeting
Voor algemene standaardschroefdraad worden draadringmaten of plugmaten gebruikt voor metingen.
Aangezien er talloze schroefdraadparameters zijn, is het onpraktisch om ze allemaal afzonderlijk te meten. Meestal worden draadmeters (draadringmeters en draadplugmeters) gebruikt om een uitgebreide beoordeling van de schroefdraad te maken.
Deze inspectiemethode, bekend als gesimuleerde assemblageacceptatie, is niet alleen handig en betrouwbaar, maar voldoet ook aan de nauwkeurigheidseisen voor typische schroefdraden.
Hierdoor is het de meest gebruikte acceptatiemethode in de productie geworden.
7. Schroefdraadmeting (steekdiameter)
Bij schroefdraadverbindingen is de steekdiameter de enige factor die de passing van de schroefdraad bepaalt, waardoor het cruciaal is om de kwalificaties van de steekdiameter correct te beoordelen.
Om de basisprestaties van de schroefdraad te garanderen, moet de norm de volgende kwalificatieprincipes voor de steekdiameter specificeren: "De werkelijke steekdiameter van de schroefdraad mag niet groter zijn dan de steekdiameter van het maximale massieve tandprofiel. De enkele steekdiameter van enig deel van de werkelijke schroefdraad mag niet groter zijn dan de steekdiameter van het minimale massieve profiel."
Momenteel zijn er twee handige methoden om de diameter van een enkele steek te meten: met een micrometer voor schroefdraadsteekdiameter of met de drie-naaldsmethode (die door ons bedrijf wordt toegepast).
8. Schroefdraadpasvorm
Schroefdraadpasvorm verwijst naar de mate van vastheid of losheid tussen schroefdraad.
De pasvormklasse daarentegen verwijst naar de gespecificeerde combinatie van tolerantie en afwijking voor binnen- en buitenschroefdraad.
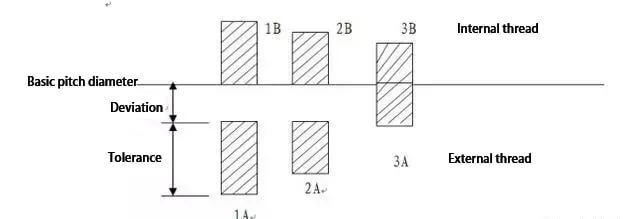
(1) Voor unified inch schroefdraad:
Buitendraad heeft drie klassen: Klasse 1A, Klasse 2A en Klasse 3A.
Inwendige schroefdraad heeft ook drie klassen: Klasse 1B, Klasse 2B en Klasse 3B, allemaal spelingpassingen.
Hoe hoger het klassenummer, hoe strakker de pasvorm.
In Engelse schroefdraden hebben alleen Klasse 1A en Klasse 2A gespecificeerde afwijkingen. Klasse 3A heeft een afwijking van nul en Klasse 1A en Klasse 2A hebben een gelijke afwijking.
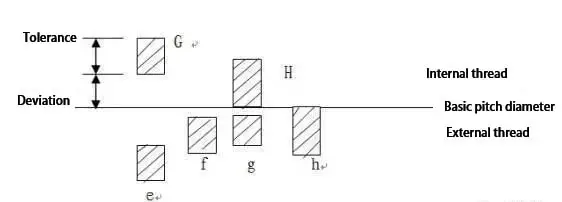
Hoe hoger het klassenummer, hoe lager de tolerantie, zoals weergegeven in de figuur.
Klasse 1A en Klasse 1B hebben een zeer losse tolerantie en zijn geschikt voor passingen met een binnen- en buitendraadtolerantie.
Klasse 3A en Klasse 3B hebben de nauwste pasvorm en zijn geschikt voor bevestigingen met krappe toleranties, met name voor ontwerpen die cruciaal zijn voor de veiligheid.
Buitendraad heeft gespecificeerde pasafwijkingen voor klasse 1A en klasse 2A, maar niet voor klasse 3A.
De tolerantie voor klasse 1A is 50% groter dan die voor klasse 2A en 75% groter dan die voor klasse 3A. Voor binnenschroefdraad is de tolerantie voor klasse 2B 30% groter dan die voor klasse 2A.
De tolerantie voor klasse 1B is 50% groter dan die van klasse 2B en 75% groter dan die van klasse 3B.
(2) De algemene draadkwaliteiten voor externe metrische draad zijn 4H, 6E, 6G en 6H, terwijl de algemene draadkwaliteiten voor interne draad 6G, 6H en 7H zijn.
De nauwkeurigheidsklasse van Japanse standaarddraad is onderverdeeld in drie klassen: I, II en III, waarbij graad II het meest wordt gebruikt.
In metrische draden is de basisafwijking van H en h nul, terwijl de basisafwijking van G positief is en de basisafwijking van e, f en g negatief, zoals weergegeven in de figuur.
H is de meest gebruikte tolerantiezonepositie voor binnenschroefdraad en wordt over het algemeen niet gebruikt voor oppervlaktecoating of zeer dunne fosfateringslagen. De basisafwijking van positie G wordt zelden gebruikt en voornamelijk voor dikkere coatings.
De G-tolerantiezone wordt vaak gebruikt voor het plateren met een 6-9um dunne coating. Als producttekeningen bijvoorbeeld 6H-bouten voorschrijven, moet de schroefdraad worden verguld met een 6G-tolerantiezone.
De beste schroefdraadcombinaties zijn H/G, H/H of G/H. Voor verfijnde bevestigingsmiddelen zoals bouten en moeren wordt het aanbevolen om 6H/6G te gebruiken.
Gemiddelde nauwkeurigheid van gewone draad
Moer: 6H
Bout: 6g
Gemiddelde nauwkeurigheid van draden met dikke bedekking
Moer: 6G
Bout: 6e
Hoge precisiegraad
Moer: 4H
Bout: 4u, 6u
M6-P1. 0
Buitendiameter
Effectieve diameter
6e
5.76-5.94
5.178-5.29
8g
5.694-5.974
5.144-5.324
6g
5.794-5.974
5.212-5.324
6h
5.82-6.00
5.238-5.350
4h
5.868-6.00
5.275-5.350
9. Gemeenschappelijke speciale draad
1). Zelftappende schroefdraad: het is een soort brede schroefdraad met een grote voorsprong.
IV. Soorten en structuur van staalconstructiebouten
1. Overzicht van boutverbindingen van staalconstructies
Een boutverbinding voor staalconstructies is een methode om twee of meer onderdelen of componenten van een staalconstructie tot één geheel te verbinden met behulp van bouten. Dit type verbinding is de eenvoudigste methode om onderdelen vooraf te monteren en constructies te installeren.
Volledige boutverbinding van balk-kolomverbindingen
Boutverbindingen werden voor het eerst gebruikt bij de installatie van metalen constructies. Aan het einde van de jaren 1930 werd het echter geleidelijk vervangen door klinknagelverbindingen en werd het alleen nog gebruikt als een tijdelijke bevestigingsmethode tijdens de assemblage van onderdelen.
De hoge sterkte boutverbindingsmethode kwam op in de jaren 1950. Deze bouten zijn gemaakt van staal met een gemiddelde koolstofwaarde of van gelegeerd staal met een gemiddelde koolstofwaarde en hebben een sterkte die 2 tot 3 keer hoger is dan die van gewone bouten.
De boutverbinding met hoge sterkte is gemakkelijk te bouwen, veilig en betrouwbaar. Het wordt al sinds de jaren 1960 gebruikt bij de productie en installatie van staalconstructies in metallurgische fabrieken.
Volledige boutverbinding van balkverbinding
2. Specificatie van bout
Veelgebruikte boutspecificaties in staalconstructies zijn M12, M16, M20, M24 en M30. De letter "M" staat voor het boutsymbool en het getal is de nominale diameter.
Bouten zijn verdeeld in 10 klassen op basis van hun prestaties: 3,6, 4,6, 4,8, 5,6, 5,8, 6,8, 8,8, 9,8, 10,9 en 12,9. Bouten met kwaliteiten hoger dan 8.8 zijn gemaakt van gelegeerd staal met een laag koolstofgehalte of van staal met een gemiddeld koolstofgehalte en ondergaan een warmtebehandeling (afschrikken en ontlaten). Dit worden bouten met hoge sterkte genoemd. Bouten met kwaliteiten lager dan 8.8 (met uitzondering van 8.8) worden gewone bouten genoemd.
De onderstaande tabel toont de prestaties en mechanische eigenschappen van bouten.
De boutkwaliteit bestaat uit twee delen met getallen die respectievelijk de nominale treksterkte van de bout en de vloeigrens van het materiaal weergeven.
De betekenis van bouten met prestatieklasse 4.6 is bijvoorbeeld: het getal in het eerste deel (4 in 4.6) is 1 / 100 van de nominale treksterkte (n / mm).2) van boutmateriaaldat wil zeggen, fu ≥ 400N / mm2;
Het getal in het tweede deel (6 in 4.6) is 10 keer de opbrengstverhouding van boutmateriaalfy / fu = 0,6;
Product van twee getallen (4) × 6 = "24") is 1 / 10 van de nominale rekgrens (of vloeigrens) (n / mm2) van boutmateriaal, wat betekent dat fy ≥ 240n / mm2.
Op basis van hun productienauwkeurigheid kunnen gewone bouten die in staalconstructies worden gebruikt, worden ingedeeld in drie klassen: A, B en C.
Bouten van graad B worden beschouwd als verfijnd en worden meestal gebruikt in mechanische producten, terwijl bouten van graad C als ruw worden beschouwd.
Tenzij anders gespecificeerd, zijn gewone bouten die gebruikt worden in staalconstructies meestal grove bouten van graad C met een prestatieklasse van 4.6 of 4.8.
De ontwerpwaarde voor de sterkte van boutverbindingen moet worden ontleend aan tabel 3.4.1-4 van de GB50017-2003 code voor het ontwerp van staalconstructies.
Tabel 3.4.1-4 sterkte ontwerpwaarde van boutverbinding (n / mm2)
Prestatieklasse van bout, kwaliteit van ankerbout en staalcomponent
Willow nagel staalkwaliteit en component staalkwaliteit
Spijker lostrekken
Schuifweerstand
Druklager
Type I gat
Klasse II gat
Type I gat
Klasse II gat
klinknagel
BL2 of BL3
120
185
155
component
Q235 staal
450
365
Q345 staal
565
460
3. Classificatie van bouten
Bouten staan bekend onder verschillende namen, zoals schroeven, boutnagels, standaardonderdelen, bevestigingsmiddelen, enz.
In algemene zin kunnen bouten een reeks bevestigingsmiddelen omvatten, waaronder gewone bouten, bouten met hoge sterkte, ankerbouten, expansiebouten, chemische ankers, schroeven, tapeinden en nog veel meer.
Wanneer we bouten op een meer specifieke manier bekijken, kunnen ze worden onderverdeeld in twee categorieën: gewone bouten en bouten met hoge sterkte.
(1) Gemeenschappelijke boutverbinding
Gewone bouten kunnen verder worden onderverdeeld in ruwe en verfijnde bouten op basis van hun productienauwkeurigheid.
Daarnaast kunnen gewone bouten ook worden ingedeeld in verschillende typen, zoals bouten met zeskantkop, tapbouten, bouten met verzonken kop en andere.
De bovenstaande afbeelding toont bouten met verzonken kop
Ruwe bout
Klasse C bouten zijn meestal ruwe bouten van koolstof constructiestaal.
Om een soepele indringing van de bouten in de schroefgaten te garanderen, moet de gatdiameter 1,0 tot 2,0 mm groter zijn dan de nominale diameter (d) van de bouten, wat resulteert in een klasse II gat.
De afstand tussen de boutgaten moet zo zijn dat ze gemakkelijk met een sleutel kunnen worden vastgedraaid.
Wanneer ruwe bouten worden gebruikt om de onderdelen van kolommen, liggers en dakspanten te verbinden, moet een verbindingsstructuur met steunplaten worden gebruikt.
In dit scenario staat de bout onder spanning en wordt de afschuifkracht gedragen door de ondersteunende plaat (zoals geïllustreerd in het bijgaande diagram).
De lage sterkteklasse van de materialen die in ruwe bouten worden gebruikt, beperkt het gebruik ervan in structurele verbindingen. Ruwe bouten worden echter nog steeds vaak gebruikt voor de verbinding van secundaire balken voor werkplatforms, balken voor de huid van muren, dakbalken, steunen en scharnierende steunen met lage afschuifkracht.
De bovenstaande figuur toont gewone bouten.
Ruwe bouten worden ook vaak gebruikt bij de voormontage van staalconstructies in werkplaatsen, voorbevestiging van geklonken onderdelen vóór het klinken, assemblage vóór een boutverbinding met hoge sterkte en tijdelijke bevestiging vóór knooppuntlassen.
Als ruwe bouten worden gebruikt als permanente bevestigingsbouten, moeten ze worden vastgezet nadat ze goed zijn uitgelijnd en moeten er maatregelen worden genomen om losraken te voorkomen.
De bovenstaande afbeelding illustreert de borgmethode met dubbele moer voor de kolomvoetbout.
Verfijnde bout
Bouten van klasse A en B worden beschouwd als verfijnde bouten en vereisen gewoonlijk gaten van klasse I. De diameter van het gat moet 0,3 tot 0,5 mm groter zijn dan de nominale diameter (d) van de bout. De diameter van het gat moet 0,3 tot 0,5 mm groter zijn dan de nominale diameter (d) van de bout.
Verfijnde boutverbindingen worden gebruikt in sommige structurele verbindingen die vaak gedemonteerd en opnieuw gemonteerd worden.
Geraffineerde bouten worden voornamelijk gebruikt in mechanische producten en worden niet vaak gebruikt in staalconstructies.
(2) Hoge sterkte boutverbinding
Bouten die gemaakt zijn van staal met een hoge sterkte of die een hoge voorspanning vereisen, worden bouten met een hoge sterkte genoemd.
Deze bouten genereren spanning en brengen externe krachten over via wrijving.
Bij een traditionele boutverbinding wordt de dwarskracht daarentegen overgebracht door de schuifweerstand van de bout en de oplegdruk van de gatwand.
Bij het aandraaien van de moer is de spanning minimaal en kan deze worden genegeerd.
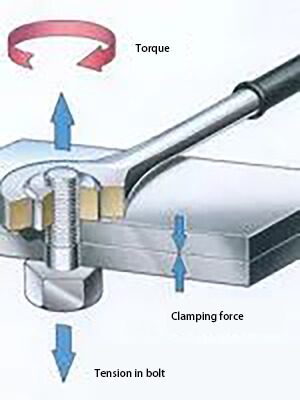
Naast de hoge materiaalsterkte oefent een bout met hoge sterkte ook een aanzienlijke spanning uit, wat resulteert in extrusiedruk tussen de verbindingscomponenten, waardoor een sterke wrijving ontstaat loodrecht op de richting van de schroef.
Bovendien hebben factoren zoals spanning, antislipcoëfficiënt en staalsoort een directe invloed op de draagkracht van een bout met hoge sterkte.
Werkingsprincipe van hoogvaste bout
Bouten met hoge sterkte worden voornamelijk ingedeeld in twee categorieën op basis van hun spanningsomstandigheden: wrijvingstype en druktype.
Wat het constructieproces betreft, worden bouten met hoge sterkte onderverdeeld in twee types: bouten met hoge torsieafschuiving en grote zeskantige bouten met hoge sterkte.
Torsieafschuivingstype bout met hoge sterkte en grote zeskantbout met hoge sterkte
De wrijvingsboutverbinding met hoge sterkte brengt externe kracht over via de wrijving die wordt gegenereerd op het contactoppervlak van de staalplaat nadat de verbindingsplaatlaag stevig vastzit door de druk van de bouten. Het oppervlak van de component wordt gezandstraald om een rode kleur te creëren. roestoppervlakDit zorgt voor een hoge wrijvingscoëfficiënt en vermindert het aantal benodigde verbindingsbouten. De gatdiameter voor een frictiebestendige bout moet 1,5 tot 2,0 mm groter zijn dan de nominale diameter (d) van de bout.
Daarentegen brengt de druklagerende boutverbinding met hoge sterkte spanning over door de combinatie van wrijving tussen componenten, afschuifkracht van de centrale as van de bout en de oplegdruk van het component. De gatdiameter voor dit type bout moet 1,0 tot 1,5 mm groter zijn dan de nominale diameter (d) van de bout. De gaten worden geboord met een CNC boren machine en boormal.
In wezen zijn het wrijvingstype en het druktype hogesterktebouten dezelfde bouten, met als verschil dat bij het ontwerp rekening wordt gehouden met glijden. Het wrijvingsvlak van de hogesterktebout van het wrijvingstype kan niet glijden en de bout draagt geen afschuiving. Als het wrijvingsvlak glijdt, wordt ervan uitgegaan dat het de faaltoestand van het ontwerp heeft bereikt, wat een relatief gevestigde en betrouwbare technologie is. Aan de andere kant kan het wrijvingsoppervlak van de druklagerende bout met hoge sterkte wel glijden en kan de schroef ook afschuiven, waarbij de uiteindelijke breuk gelijk is aan die van een gewone bout (breuk door afschuiving van de bout of breuk door samendrukking van de staalplaat).
De grote zeskantige bout met hoge sterkte is samengesteld uit een bout met hoge sterkte, moer en twee sluitringen en vormt een verbindingspaar met bouten met hoge sterkte. Tijdens de constructie wordt de structuur tijdelijk vastgezet met ruwe bouten en vervolgens worden de bouten met hoge sterkte één voor één geïnstalleerd vanuit het midden van de boutgroep, te beginnen met het eerste aandraaien, gevolgd door opnieuw aandraaien en tot slot het laatste aandraaien.
De bovenstaande afbeelding toont grote verbindingsparen van zeskantkopbouten met hoge sterkte van verschillende lengtes.
Bij het installeren van het verbindingspaar van de grote zeskantkopbout met hoge sterkte moet aan beide zijden van de bout een sluitring worden geplaatst. De waarde van het eerste aanhaalmoment moet 50% van de waarde van het uiteindelijke aanhaalmoment zijn, terwijl de waarde van het heraanhaalmoment gelijk moet zijn aan de waarde van het uiteindelijke aanhaalmoment.
De formule voor het berekenen van het uiteindelijke aanhaalmoment is:
TC = k * Pc * d
Waar
Tc is het uiteindelijke aanhaalmoment, in n - m;
k is de koppelcoëfficiënt;
Pc is de voorspanning van de constructie, in kN;
d is de schroefdraaddiameter van de bout met hoge sterkte, in mm.
Voor het aandraaien moet een momentsleutel worden gebruikt die voor elk gebruik moet worden gekalibreerd.
Het verbindingspaar voor torsieafschuiving van het hoge-sterktebouttype bestaat uit een hoge-sterktebout, een moer en een sluitring.
Installatieprincipe van torsie afschuifbout met hoge sterkte
Bij het installeren van het torsieafschuivingstype boutverbindingspaar met hoge sterkte, mag slechts één sluitring aan één kant van de moer worden geplaatst.
De formule voor het berekenen van het initiële aanhaalmoment is:
Tc = 0,065 * Pc * d
Waar
Tc is het initiële aanhaalmoment, in n - m;
Pc is de constructievoorspanning, in kn;
d is de schroefdraaddiameter van de bout met hoge sterkte, in mm.
Ten slotte moet een speciale sleutel worden gebruikt om de bloesemkop van de staartpruim los te draaien tot hij breekt.
Kwaliteitsinspectie moet zich richten op het toezicht houden op en inspecteren van het bouwproces.
(3) Ankerbout
Een ankerbout, ook wel ankerschroef of ankerdraad genoemd, wordt gebruikt om de basis van een stalen structuurkolom te verbinden met een betonnen fundering. Rondstaal van Q235 en Q345 wordt vaak voor dit doel gebruikt.
Er zijn verschillende soorten ankerbouten en als de diameter groter is dan 24 mm, moet een ankerplaat worden gebruikt.
Tijdens de installatie moet de ankerboutgroep worden vastgezet door het stalen frame en samen met de bindende wapeningskorf worden geïnstalleerd voordat het beton wordt gestort. De boutkop moet over een bepaalde lengte blootgesteld worden aan het betonoppervlak.
Zodra het beton een bepaald niveau van sterkte heeft bereikt, moet de stalen kolomvoet worden geïnstalleerd en moet secundair voegwerk worden uitgevoerd aan de onderkant van de kolom.
Stalen frame vaste ankerboutgroep
Schematisch diagram van ankerbout
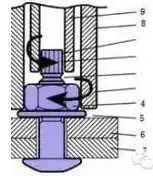
De afbeelding toont een kolomvoet van een staalconstructie vóór het secundaire voegen, waarbij een rubberen huls wordt gebruikt om de bovenkant van de ankerbout te beschermen tegen de schroefdraad.
(4) Chemische ankerbout
De chemische ankerbout is een nieuw type bevestigingsmateriaal dat bestaat uit een chemisch middel en een metalen staaf. Het wordt gebruikt om verbindingsstukken van andere constructies te installeren op bestaande betonconstructies.
Het kan worden gebruikt voor de installatie van post-ingebedde onderdelen in diverse staalconstructies, zoals gordijngevels en drooghangende marmeren muren. Daarnaast kan het worden gebruikt voor de installatie van apparatuur, het installeren van vangrails voor snelwegen en bruggen, het versterken en transformeren van gebouwen en andere toepassingen.
Schroef en agent van chemische ankerbout
De chemische ankerbout is een nieuw type ankerbout dat de expansieankerbout opvolgt. Het is een composietcomponent die wordt vastgezet en gefixeerd in het geboorde betonnen substraat door middel van een speciale chemische lijm en schroef, waardoor de verankering van vaste delen wordt bereikt.
De chemische ankerbout heeft een groot uittrekbaar draagvermogen en kan de ingebedde ankerstang vervangen. De chemische ankerbout wordt vaak gebruikt om het probleem op te lossen dat men op de bouwplaats vergeet om de ingebedde onderdelen van een staalconstructie te installeren nadat het beton is gestort. De chemische ankerbout kan worden gebruikt om deze situatie te verhelpen.
De constructiestappen van een chemische ankerbout zijn als volgt:
Boor, in overeenstemming met de technische ontwerpvereisten, gaten op de aangegeven plaatsen in het basismateriaal (zoals beton). De diameter van de gaten, de diepte en de diameter van de bouten moeten worden bepaald door professionele technici of veldproeven.
Boor de gaten met een slagboor of een waterboor.
Verwijder het stof uit de boorgaten met een speciale luchtcilinder, borstel of persluchtmachine. Dit moet minstens drie keer worden herhaald om ervoor te zorgen dat er geen stof of water in het gat achterblijft.
Zorg ervoor dat het boutoppervlak schoon, droog en vrij van olie of metselwerk is.
Controleer het ankerpakket voor glazen buizen op afwijkingen zoals beschadiging of stolling van het middel. Steek de ronde kop van het pakket in het ankergat met de kop naar buiten gericht en duw het tot op de bodem van het gat.
Plaats de schroef met behulp van een elektrische boor en een speciale montagemethode in de bodem van het gat door deze krachtig te draaien. Stootmethodes mogen niet worden gebruikt.
Zodra de schroef de bodem van het gat of de gemarkeerde positie op de bout bereikt, stopt u onmiddellijk met draaien, verwijdert u de installatiebevestiging en vermijdt u verstoring van de gel totdat deze volledig is uitgehard. Te veel draaien kan leiden tot lijmverlies en de verankeringskracht beïnvloeden.
(De rotatietijd mag niet langer zijn dan 30 seconden, de rotatiesnelheid moet tussen 300 en 750 rpm liggen, de voortstuwingssnelheid van de bout moet ongeveer 2 cm/s zijn en slagmethodes zijn niet toegestaan).
(5) Expansiebout
De functie van een expansiebout is vergelijkbaar met die van een chemische ankerbout en wordt gebruikt voor verankeringstoepassingen met minder spanning.
Expansiebouten van verschillende specificaties
Expansiebouten mogen niet gebruikt worden op onderdelen met scheuren of op onderdelen die gevoelig zijn voor scheuren in betonconstructies.
Bij het ontwerpen van hoofddraagconstructies, belangrijke pijpleidingen, hogesnelheidsoperaties, het dragen van schokbelastingen en grote trillingen, moeten de expansiebouten worden geselecteerd op basis van de berekende ontwerptrekkracht en ontwerpschuifkracht.
4. Plaatsing en constructievoorschriften van bouten
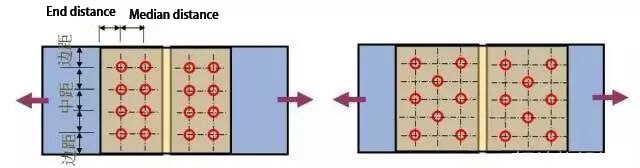
De plaatsing van bouten kan worden onderverdeeld in twee categorieën: parallel en verspringend.
Parallelle opstelling - deze opstelling is eenvoudig, netjes en compact. De grootte van de gebruikte verbindingsplaat is klein, maar resulteert in een aanzienlijke verzwakking van de componentsectie.
Staggered opstelling - deze opstelling is niet zo compact, maar de afmetingen van de gebruikte verbindingsplaat zijn groter, wat resulteert in een kleinere verzwakking van het profiel.
Stressvereisten
Verticale spanningsrichting: Om spanningsconcentratie in bouten en overmatige verzwakking van de doorsnede te voorkomen en om de draagkracht te verminderen, mogen de randafstand en eindafstand van bouten niet te klein zijn.
Richting van krachtuitoefening: Om te voorkomen dat de plaat breekt of afschuift, mag de eindafstand niet te klein zijn.
Voor drukelementen: Om knikken van verbindingsplaten te voorkomen, mag de middenafstand niet te groot zijn.
Constructievereisten:
De randafstand en middenafstand van bouten mogen niet te groot zijn om losse passing tussen platen, binnendringen van vocht en corrosie van staal te voorkomen.
Om het aandraaien van de moer met een sleutel te vergemakkelijken, mag de boutsteek niet kleiner zijn dan 3 keer de diameter van de bout.
Op basis van deze vereisten worden de toelaatbare afstanden van bouten en relevante ontwerpwaarden gespecificeerd in de GB50017-2017 code voor het ontwerp van staalconstructies.
Tabel 8.3.4 maximaal en minimaal toegestane afstanden van bouten of klinknagels
naam
Positie en richting
Maximaal toegestane afstand (de kleinste is van toepassing)
Minimaal toegestane afstand
Afstand tussen midden
Buitenste rij (verticaal of langs de richting van de interne kracht)
1. d0 Is de gatdiameter van de bout of spijker en t is de dikte van de buitenplaat.
2. De maximale afstand tussen de rand van de staalplaat en de bout of klinknagel die verbonden is met het stijve lid (zoals hoekstaal, kanaalstaal, enz.) kan worden aangenomen volgens de waarde van de middelste rij.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Stel je voor dat je de precisie van bewerkingsmachines kunt ontsluiten met een eenvoudig glazen oppervlak. Lineaire roosterschalen doen precies dat en zetten fijne lijnen om in zeer nauwkeurige metingen. Dit artikel onderzoekt hoe deze...
Hoe beïnvloedt de afkoelsnelheid de microstructuur van staal? De C-curve bij warmtebehandeling onthult de fascinerende transformatie van de microstructuur van koolstofstaal tijdens het afkoelen. Dit artikel gaat in op de...
Heb je je ooit afgevraagd hoe de ingewikkelde onderdelen van je auto worden gemaakt? Dit artikel onthult de fascinerende wereld van het autogieten, met details over de geavanceerde technologieën en methoden die...
Stel je robots voor die hun vorm kunnen veranderen, emoties kunnen voelen en zelfs net zo natuurlijk met ons kunnen communiceren als met een mens. Dit artikel onderzoekt tien baanbrekende technologieën die een revolutie teweegbrengen in de robotica, van flexibele materialen ...
Heb je je ooit afgevraagd hoe staal zowel ongelooflijk sterk als flexibel kan worden gemaakt? Deze blogpost onthult de fascinerende wereld van het afschrikken, een cruciaal warmtebehandelingsproces in...
Heb je je ooit afgevraagd hoe iets simpels als schroefdraad de wereld van de techniek kan beïnvloeden? Van het oude Griekenland tot moderne machines, schroefdraad is cruciaal geweest in het transformeren...
Wat als de toekomst van engineering niet alleen bestaat uit innovatieve ontwerpen, maar ook uit baanbrekende materialen? Van optische vezels die een revolutie teweegbrengen in datatransmissie tot supergeleidende materialen die de energie-efficiëntie...
Heb je ooit nagedacht over de verborgen kracht achter de bouten die onze wereld bij elkaar houden? Dit artikel verkent de fascinerende wereld van boutgewichten en sterkteklassen en onthult hoe deze...
Hoe voorkom je dat cruciale smeermiddelen weglekken en schade veroorzaken in machines? Skeletoliekeerringen zijn misschien wel de onbezongen helden van industrieel onderhoud. Deze afdichtingen spelen...