
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Produceert je guillotineschaar ongelijkmatige sneden? In deze gids worden de essentiële stappen uitgelegd om ervoor te zorgen dat uw scharen nauwkeurig werken. U leert hoe u de geometrische precisie meet, de uitlijning van de bladen controleert en de nauwkeurigheid van de positionering controleert. Als u deze stappen volgt, kunt u elke keer weer nauwkeurig knippen. Lees verder om uw schaarbewerkingen te verbeteren en optimale prestaties te behouden.
Inspectiemethode en -diagram
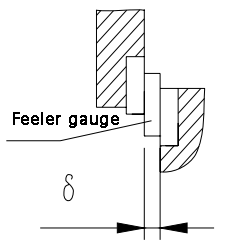
Stel de schaarhoek in op nul, draai de gereedschapshouder naar beneden totdat de bovenste en onderste messen over de hele lengte 1-2 mm samenvallen en schakel vervolgens de hoofdmotor uit.
Meet de randafstand op 50 mm afstand van het eindvlak van het blad en vervolgens om de 150 mm langs het blad. Bereken de fout door het verschil te nemen tussen de maximale en minimale speling.
Tolerantie: 0,05 mm.
Inspectiemethode en -diagram
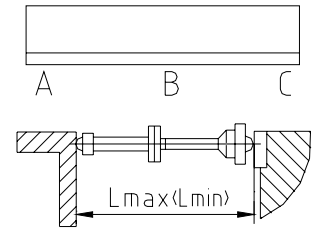
Stel de stopper in op zijn maximum- en minimumpositie en meet de afstand tussen de stopper en het onderste blad op meerdere plaatsen, waarbij je minstens drie metingen per meter doet. De fout wordt berekend als de maximale waarde binnen een lengte van 1000 mm.
Opmerking: De foutwaarde op punt B mag alleen groter zijn.
Tolerantie (mm): 0.2/1000.

Inspectiemethode en -diagram
Langs de hele slag van de achteraanslag moeten gelijkmatig drie doelposities worden ingesteld, gepositioneerd vanaf een vast referentiepunt op basis van de lineaire of stapsgewijze cyclus positieve (of negatieve) voeding.
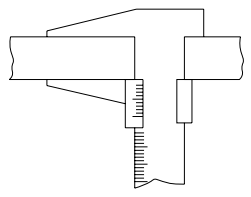
De werkelijke afstand van de achteraanslag moet worden gemeten met een binnenschroefmaat en de fout moet worden berekend als het maximale verschil tussen de ingestelde positie en de werkelijke positie.
Tolerantie (mm): ±0.10

Inspectiemethode en -diagram
Stel de achteraanslag in op een specifieke positie, voer van het referentiepunt naar de doelpositie en bevestig de indicator op de magnetische meterbasis op de doelpositie. De fout wordt berekend als het verschil tussen de maximale en minimale foutwaarde.
Tolerantie (mm): 0.05

Inspectiemethode en -diagram
Plaats het teststuk op het plateau en plaats een 1000 mm lange inspectieliniaal tegen het afschuifoppervlak. Meet de tussenruimte met een voelermaat en bereken de fout als de maximale tussenruimte.
Tolerantie (mm): 0.2/1000
Inspectiemethode en -diagram
Meet de breedte van het teststuk op meerdere plaatsen (minstens drie per meter) met een schuifmaat. De fout moet worden berekend als het maximale afleesverschil binnen een lengte van 1000 mm.
Tolerantie (mm): 0.2/1000
Opmerking: Eisen voor teststukken voor inspecties van de werknauwkeurigheid:

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











