
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe je een CNC afkantpers moet afstellen voor optimale prestaties? Dit artikel gaat in op de belangrijkste aanpassingen die nodig zijn voor buigparameters, zoals slagaanpassingen en werkdruk. Je leert hoe je top dead center posities en variabele snelheidspunten programmeert en hoe je de benodigde hydraulische druk berekent. Of je nu precisie of een lange levensduur van je apparatuur nastreeft, inzicht in deze aanpassingen is cruciaal voor een efficiënte en nauwkeurige metaalbewerking. Klaar om de mogelijkheden van uw CNC kantpers uit te breiden? Laten we aan de slag gaan.
Tijdens het werkproces moeten de posities van het bovenste dode punt, het snelheidswisselpunt en het onderste dode punt van de CNC afkantpers worden aangepast aan de procesvereisten voor het buigen van het werkstuk. De werkdruk van het hydraulische systeem moet ook worden aangepast aan de werkelijke buigkracht.
De positie van het bovenste dode punt kan worden aangepast door het item "opening" van de controller te programmeren om de bovenste en onderste positie te wijzigen. Raadpleeg de "CNC-systeem gebruiksaanwijzing" voor meer informatie.
Het variabele snelheidspunt is de positie van de ram wanneer deze overschakelt van onbelaste snelheid naar werksnelheid. De positie van het verschakelpunt kan worden aangepast door het item "verschakelpunt" van de controller te programmeren.
Nadat de ram de werkslag heeft voltooid, kan de positie van het onderste dode punt worden aangepast door het item "Y-aswaarde" van de besturing te programmeren.
De druk die nodig is voor het buigen kan worden berekend met behulp van de tabelopzoekmethode of de formulemethode, en de tabelopzoekmethode heeft de voorkeur.
De vereiste buigdruk kan worden berekend met de volgende buigformule:

Waar:
De nieuwe internationale standaardeenheid van kracht is Newton.
Bijvoorbeeld:
Plaatmateriaal: 16Mn, σ b = 530N/mm², plaatdikte: S = 15mm, plaatlengte: L = 10000mm = 10m
Onderste matrijs openingsafstand: V = 8 × S=8 × 15 = 120mm
Berekend buigkracht F1 = 1,42×10000×530×15²/(1000×120) ≈ 14000 (KN)
Rekening houdend met de invloed van verschillende factoren, moet 10% reserve worden toegevoegd om de buigkracht te berekenen.
Daarom is F2=1,1 × F1 = 1,1 × 14000=15400(kN).
De buigdruktabel wordt weergegeven in onderstaande figuur.
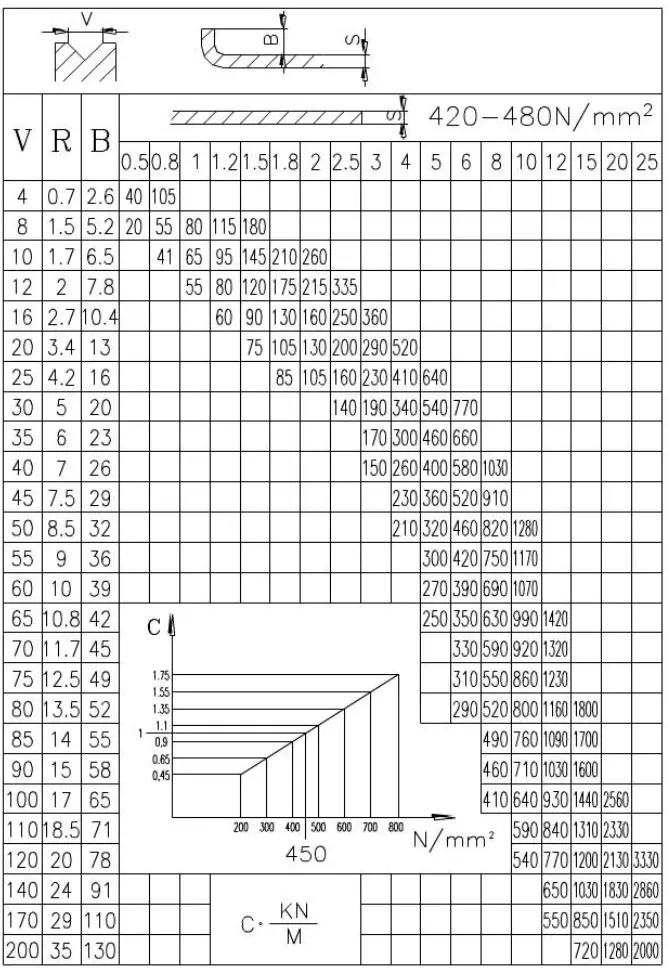
De waarde van de buigkracht in de tabel is gegeven als σ b = 450N/mm² en de eenheid is KN/m.
In de tabel,
Je kunt de buigdruktabel gebruiken om de vereiste buigdruk te bepalen.
Bijvoorbeeld:
Uit de tabel blijkt dat op het snijpunt van plaatdikte S = 15 mm en openingsafstand V = 120 mm, de buigkracht per meter F3 = 1200 kN/m is.
Aangezien σ b = 530N/mm², controleer tabel C ≈ 1.18. (530/450≈1.18)
Bereken de buigkracht: F1=F3 × L × C=1200 × 10 × 1,18 ≈ 14000 (kN)
De vereiste buigkracht moet worden berekend door 10% reserve toe te voegen.
Daarom is de vereiste buigkracht: F2=1,1 × F1=1,1 × 14000=15400 (kN)
Als de berekende buigkracht F2 van een buiglengte kleiner is dan de uitgangskracht P van de machine in de bovenstaande tabel, moet de werkdruk van het hydraulische systeem worden verlaagd om de olietemperatuur te verlagen en de levensduur van de hydraulische onderdelen te verbeteren.
De werkdruk Q van het hydraulische systeem kan worden berekend met de volgende formule:
Q=28 × F2/P(MPa)
De werkdruk van het hydraulische systeem kan worden aangepast door de besturing van de bewerkingsmachine.
Controleer tijdens het afstellen de bijbehorende P-waarde in de buigdruktabel aan de hand van de werkelijke buigkracht en voer deze in de computer in.
De werkbank en de ram worden over de hele lengte op twee punten ondersteund.
Onder invloed van de belastingskracht P treedt vervorming op en de mate van vervorming wordt weergegeven door f (zie onderstaande figuur).

Om dit probleem op te lossen, gebruikt de machine een beweegbare "convexe" op de werktafel om de vervorming van de werktafel en ram te compenseren en de nauwkeurigheid van de hoek en de ram te verbeteren. rechtheid van het werkstuk.
De instelbare bolling van de werktafel varieert van 0 tot 2,0 mm.
Bepaal tijdens bedrijf de convexe waarde aan de hand van de werkelijke buigbelasting kracht (of het hoekverschil tussen de twee uiteinden van het werkstuk en het midden) en voer dit vervolgens in de besturing in voor de bediening.
Aan het uiteinde van de convexe stelmotor bevindt zich een klein gaatje en een reeks getallen die dienen als referentieposities voor respectievelijk het meetgat en het convexe nulpunt. Gebruikers kunnen zo gemakkelijk het bolle nulpunt bepalen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











