
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Hoe krijg je de perfecte las? Het is van cruciaal belang om de fijne kneepjes van het afstellen van de stroom en spanning van de lasmachine te begrijpen. In dit artikel worden de belangrijkste factoren besproken die van invloed zijn op de ideale instellingen voor CO2-gasbeschermd lassen, waaronder de relatie tussen lasstroom, spanning en draadaanvoersnelheid. Door deze elementen te beheersen, kunt u een stabiele booglengte en superieure laskwaliteit bereiken. Lees hoe u de instellingen van uw lasmachine kunt optimaliseren voor de beste resultaten.

Bij CO2-gasbeschermd lassen wordt de lasdraad gesmolten met behulp van de lasspanning als energiebron.
De lasdraad smelt sneller naarmate de spanning toeneemt.
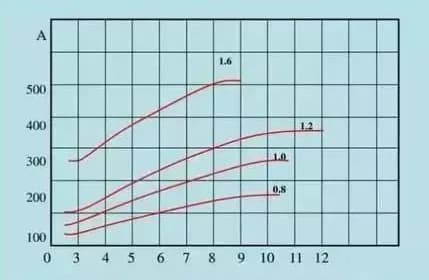
De lasstroom wordt bepaald door de draadaanvoersnelheid in evenwicht te brengen met de smeltsnelheid.
De keuze van de lasstroom moet gebaseerd zijn op verschillende lasomstandigheden zoals plaatdikte, laspositie, lassnelheidmateriaal en andere relevante parameters.
Voor kooldioxide gasbeschermd lassenHet is cruciaal om ervoor te zorgen dat de lasstroom overeenkomt met de lasspanning en dat de draadaanvoersnelheid en lasspanning overeenkomen met de smeltcapaciteit van de lasdraad. Dit is nodig om de stabiliteit van de booglengte tijdens het lasproces.
Voor een bepaalde lasdraad resulteert een grotere kabeldiameter in een hogere draadaanvoersnelheid.
Op dezelfde manier, wanneer de stroom constant blijft, zal het gebruik van een dunnere lasdraad resulteren in een snellere draadaanvoersnelheid.
Lasspanning, ook wel boogspanning genoemd, is verantwoordelijk voor het leveren van de benodigde lasenergie.
Een hogere boogspanning zorgt voor meer lasenergie, sneller smelten van de lasdraad en een hogere lasstroom.
De boogspanning kan berekend worden door de verliesspanning van het lascircuit af te trekken van de uitgangsspanning van het lasapparaat. Dit kan worden uitgedrukt met de volgende formule:
Uboog = Uuitgang - Uverlies
Ervan uitgaande dat het lasapparaat is geïnstalleerd in overeenstemming met de installatievereisten, is spanningsverlies voornamelijk te wijten aan kabelverlenging.
In situaties waarin de laskabels verlengd moeten worden, kan de uitgangsspanning van het lasapparaat worden aangepast volgens onderstaande tabel:
| Lasstroom Kabellengte | 100A | 200A | 300A | 400A | 500A |
| 10m | Over 1V | Ongeveer 1,5V | Over 1V | Ongeveer 1,5V | Over 2V |
| 15m | Over 1V | Ongeveer 2,5V | Over 2V | Ongeveer 2,5V | Over 3V |
| 20m | Ongeveer 1,5V | Over 3V | Ongeveer 2,5V | Over 3V | Over 4V |
| 25m | Over 2V | Over 4V | Over 3V | Over 4V | Ongeveer 5V |

Kies de juiste lasstroom op basis van de plaatdikte en de lasomstandigheden en bereken vervolgens de lasspanning met de volgende formule:
< 300A: lasspanning=(0,05 × Lasstroom+14 ± 2) V
> 300A: lasspanning=(0,05 × Lasstroom+14 ± 3) V
Voorbeeld 1: Als de lasstroom 200A is, wordt de lasspanning als volgt berekend:
Lasspanning=(0,05 × 200+14 ± 2)
=(10+14 ± 2) V
=(24 ± 2) V
Voorbeeld 2: Als de lasstroom 400A is geselecteerd, wordt de lasspanning als volgt berekend:
Lasspanning=(0,05 × 400+14 ± 3)
=(20+14 ± 3) V
=(34 ± 3) V

Als de spanning te hoog is, neemt de booglengte toe, wat leidt tot grotere spatdeeltjes die gemakkelijk poriën kunnen produceren. Bovendien wordt de lasrups breder wordt, terwijl de oplossingsdiepte en overtollige hoogte kleiner worden. Dit kan ook resulteren in een "patter! patter!" geluid.
Omgekeerd, als de spanning te laag is, neemt het spatten toe als de lasdraad in het basismetaal wordt gestoken. Bovendien wordt de lasrups smaller en nemen zowel de oplossingsdiepte als de overschothoogte toe. Dit kan leiden tot een "bang! bang! bang!" geluid.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











