
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd waarom sommige gietstukken van aluminium voortijdig stuk gaan? In dit artikel onderzoeken we de veel voorkomende defecten in aluminium spuitgietwerk en hun hoofdoorzaken. Op basis van de expertise van ervaren ingenieurs geven we waardevolle inzichten in het identificeren en voorkomen van deze defecten. Aan het einde van het artikel begrijpt u beter hoe u de kwaliteit en duurzaamheid van uw gegoten onderdelen kunt garanderen.

Spuitgieten is een metaalgietproces waarbij een vormholte wordt gebruikt om gesmolten metaal in een specifieke vorm te persen, vergelijkbaar met het proces van kunststof spuitgieten. Het is vooral nuttig voor de productie van een groot aantal kleine tot middelgrote gietstukken, waardoor het het meest gebruikte gietproces is.
Spuitgieten produceert een gladder oppervlak en een grotere maatvastheid in vergelijking met andere giettechnieken. Als de bewerking en de parameters echter niet gestandaardiseerd zijn, kan dit leiden tot verschillende defecten.
Uiterlijk inspectie:
Het gietoppervlak vertoont strepen die in lijn liggen met de stroomrichting van gesmolten metaal. Daarnaast zijn er duidelijke, niet-gerichte lijnen met verschillende tinten die verschillen van de metalen basis, en deze lijnen volgen geen bepaald patroon.

De oorzaken van vloeimerken zijn de volgende:
1) De matrijstemperatuur is te laag;
2) Het ontwerp van de loopwagen is niet goed en de positie van de poort is niet goed;
3) De aanvoertemperatuur is te laag;
4) Lage vulsnelheid en korte vultijd;
5) Het gating systeem is onredelijk;
6) Slechte uitlaat;
7) Sproeien is onredelijk.
Uiterlijk inspectie:
Op het oppervlak van gegoten onderdelen zijn er sporen van een netvormig patroon dat convex of concaaf is en deze sporen worden prominenter en breder naarmate de gietcycli toenemen.

De oorzaken zijn als volgt:
1) Er zitten scheuren op het oppervlak van spuitgieten matrijsholte;
2) De voorverwarming van de matrijs van het matrijzenafgietsel is ongelijk.
Uiterlijk inspectie:
Het oppervlak van de spuitgietdelen heeft opvallende, onregelmatige en gedrukte lineaire lijnen die klein en smal van vorm zijn. Deze lijnen kunnen doordringend of niet doordringend zijn. Soms lijken de randen van deze lijnen glad, maar ze kunnen ook breken onder externe kracht.

De oorzaken zijn als volgt:
1) De twee metaalstromen stoten tegen elkaar, maar ze zijn niet volledig versmolten en er zitten geen insluitsels tussen, en de bindingskracht van de twee metalen is erg zwak;
2) De giettemperatuur of de temperatuur van het spuitgieten is laag;
3) De positie van de loopwagen is niet goed of het stromingstraject is te lang;
4) Lage vulsnelheid.
Uiterlijk inspectie:
Op het oppervlak van de meeste dikke delen van het spuitgietwerk zitten gladde deuken (zoals schijven).

De oorzaken zijn als volgt:
1) Veroorzaakt door contractie
2) Het ontwerp van het koelsysteem is onredelijk;
3) De mal werd te vroeg geopend;
4) De schenktemperatuur is te hoog.
Uiterlijk inspectie:
Het spoor achtergelaten door het contact tussen het oppervlak van het gietstuk en het oppervlak van de spuitgietholte of het stapspoor op het oppervlak van het gietstuk.

De oorzaken zijn als volgt:
1) Veroorzaakt door uitwerpend element
2) Veroorzaakt door lassen of bewegende onderdelen
Uiterlijk inspectie:
Onder invloed van externe krachten kunnen kleine schilfers afschilferen en een heldere of donkergrijze kleur krijgen.
De oorzaken zijn als volgt:
1) Er zijn metaal- of niet-metaalresten op het oppervlak van de matrijsholte van de spuitgietmatrijs;
2) Bij het gieten worden onzuiverheden eerst aangevoerd en vastgehecht aan het oppervlak van de holte.
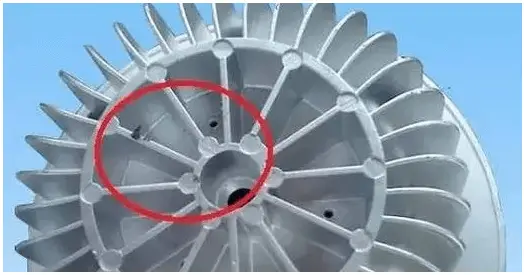
Uiterlijkinspectie of schade-inspectie:
Er zitten duidelijk lagen metaal in het deel van het gietstuk.

De oorzaken zijn als volgt:
1) De stijfheid van de mal is niet voldoende en de mal schudt tijdens het vulproces;
2) Tijdens het injecteren kruipt de pons;
3) Verkeerd ontwerp van het runnersysteem.
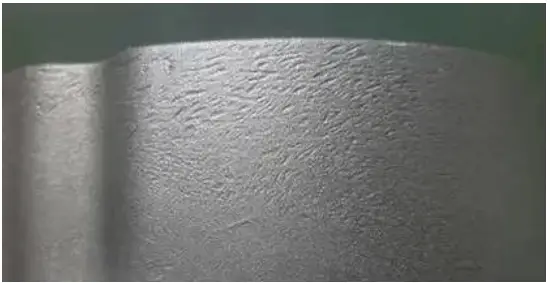
Uiterlijk inspectie:
Het oppervlak van spuitgietwerk is op sommige plaatsen ruw.

De oorzaken zijn als volgt:
1) De positie, richting en vorm van de ingate veroorzaakt door de matrijs van het spuitgieten zijn niet goed;
2) Door de giettoestand schuurt het gesmolten metaal in de ingate heftig en wordt het onderdeel niet voldoende gekoeld.
Uiterlijk inspectie:
Er zijn pockmarks of bolle lijnen in de lokale positie van spuitgietdelen.
De oorzaken zijn als volgt:
1) De positie van ingate is onjuist;
2) De koeltoestand is niet goed.
Uiterlijk inspectie:
Het oppervlak van het gietstuk barst wanneer het in een alkalische oplossing wordt gelegd en verschijnt als donkergrijze lijnen. Deze scheuren volgen een lineair of golvend patroon en hebben smalle, langwerpige korrels die de neiging hebben te verergeren onder externe spanning.

De oorzaken zijn als volgt:
De resultaten tonen aan dat het ijzergehalte te hoog of het siliciumgehalte te laag is, wat leidt tot een hoog gehalte aan schadelijke onzuiverheden in de legering die de plasticiteit verminderen. In Al Si legering en Al Si Cu legering is het gehalte aan zink of koper te hoog en in Al Mg legering is het magnesiumgehalte te hoog. Het kopergehalte in Al Si legering en Al Si Cu legering is ook te hoog.
Bovendien is de retentietijd van de mal te kort, is de wachttijd te kort en verandert de wanddikte van het gietstuk abrupt. De plaatselijke klemming kracht te groot is en de kracht ongelijkmatig is tijdens het uitwerpen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











