
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
De servo revolverpons is een veelgebruikte machine voor plaatbewerking. Met de snelle ontwikkeling van de mechanische productie-industrie hebben lasersnijmachines echter het grootste deel van het marktaandeel van de servopons vervangen. Toch heeft de servo revolverpons nog steeds functies die een lasersnijmachine niet kan uitvoeren. Voor plaat [...]

De servo revolverpons is een veelgebruikte machine voor plaatbewerking. Met de snelle ontwikkeling van de mechanische productie-industrie hebben lasersnijmachines echter het grootste deel van het marktaandeel van de servopons vervangen. Toch heeft de servo revolverpons nog steeds functies die een lasersnijmachine niet kan uitvoeren.
Voor plaatmetaal producten die gevormd moeten worden, is de lasersnijmachine mogelijk niet volledig competent. Processen zoals rib rollen, stap rollen, sluiter, flanging, convexe romp, en anderen vereisen de vormende matrijs verwerking van de servotorrevolver pons.
Voor plaatbewerkingblijven de servo revolverstempel en omvormmatrijs een onmisbaar onderdeel.
De charme van plaatmetaal ligt in het vormen, en vormmatrijzen worden veel gebruikt in plaatbewerking gebieden met vormbehoeften zoals liften, airconditioners, antidiefstaldeuren, chassis en antislipplaten. Deze matrijzen hebben de voordelen van flexibiliteit, hoge efficiëntie en lage kosten.
De structuur van vormmatrijzen is complex en het productieproces is ook complex.
Het aanvankelijke proefponsen van de omvormmatrijs vereist het voortdurend debuggen van de matrijs in combinatie met de omvormtoestand van het werkstuk tot het werkstuk aan de vereisten voldoet. Daarom is de productiecyclus van de omvormmatrijs lang en moeten klanten op voorhand geïnformeerd worden bij het aanpassen van de matrijs om onnodige tegenstrijdigheden tijdens de levering van de werktuigmachine te vermijden.
De vormmatrijzen op de servopons omvatten voornamelijk rolmatrijzen, reliëf- en debossingmatrijzen, matrijzen voor ondiep trekken, ponsmatrijzen, flensmatrijzen, matrijzen voor uitklopgaten, extrusiematrijzen, matrijzen voor positioneringsscharen en nog veel meer.
De rolmatrijs bestaat uit een ribbelrolmatrijs en een staprolmatrijs. Om te voldoen aan de verwerkingseisen van willekeurige curvevorm, moet hij op een roterende post worden geplaatst. Bovendien mag er geen stapstempelmerk op de plaat staan.
Door de bijpassende rollen die geïnstalleerd zijn op de bovenste en onderste matrijs, vormen de op- en neerwaartse beweging van de rol en de linker- en rechterbeweging van het plaatmetaal een relatieve beweging in het stempelproces. Deze beweging helpt bij het vormen van de lange convexe rib. De lengte van de bolle rib wordt niet beperkt door de matrijs.
Voor ribwalsmatrijzen en stepwalsmatrijzen hangt de bepaling van verschillende vervormingshoogten en -breedten af van de vereisten van de klant. Deze type matrijs biedt een breed scala aan stempelribben, nauwkeurige positionering en een hoge verwerkingsnauwkeurigheid.
Tegelijkertijd zijn er speciale vereisten voor het materiaal en de dikte van het werkstuk.
De rolmatrijs en de vormgeving worden getoond in Fig. 1.
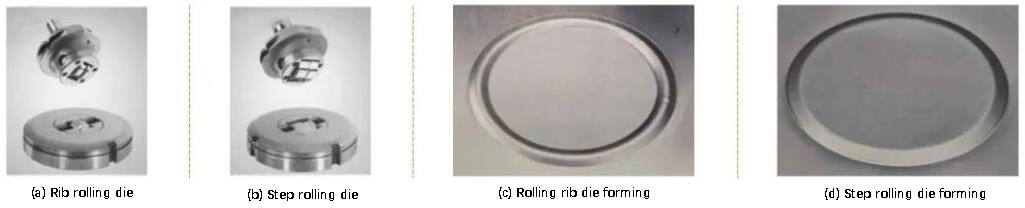
Fig. 1 Rolvorm en omvorming
Embossing- en gravuremallen omvatten codemallen, embossingmallen, concaaf-convexe woordmallen en gravuremallen.
Stempelen met reliëfstempels en concaaf-convexe stempels kan reliëf creëren op plaatmetaal, dat omhoog of omlaag kan worden gebracht.
Het gebruik van reliëfstempels kan klanten helpen bij het elimineren van de noodzaak om onderdelen opnieuw te bewerken, zoals labelen en verven, wat geld bespaart en de efficiëntie verhoogt.
De graveermatrijs wordt gebruikt om puntmatrixmarkeringen op het oppervlak van een werkstuk te graveren of te creëren. Het verandert de vorm van de plaatdelen niet en veroorzaakt geen inkepingen die het uiterlijk kunnen beïnvloeden.
Het kan zich aanpassen aan de verwerking van platen van verschillende materialen door de veer aan te passen.
De vormrichting is naar beneden en het moet in het roterende station geplaatst worden. Afbeelding 2 toont het stempel-, graveer- en vormproces.

Fig. 2 Stempelen en afbeelden van matrijzen en vormen
De ondiepe trekmatrijs is in de eerste plaats een bolle rompvormmatrijs, die bestaat uit een stempel en een vrouwelijke matrijs eronder.
De vormhoogte en hoek van de bolle rompvormmatrijs mogen niet te groot zijn om breuken in de verbinding te voorkomen.
De matrijs voor het vormen van de convexe romp kan samenwerken met de pre-ponsmatrijs om te voldoen aan de vereiste om doorlopende gaten te vormen op de convexe romp.
De voorponsmatrijs moet de grootte bepalen op basis van de resultaten van het proefponsen van de gaten.
De convexe rompvormmatrijs wordt veel gebruikt.
De dobbelsteen voor waterdruppels lijkt op de dobbelsteen voor bolle rompen.
De reeks waterdruppelvormige bolle rompen heeft een prachtig ontwerp en kan een maximale plaatdikte van 1,5 mm verwerken.
De bamboe weefmatrijs moet samenwerken met de ponsmatrijs en de maximale plaatdikte voor het stempelen van medium koolstofstaal is ook 1,5 mm.
De vormgeving van de ondiepe trekmatrijs wordt getoond in Fig. 3.

Fig. 3 Ondiepe trekmatrijzen vormen
De ponsvormmatrijs bestaat uit vier hoofdcomponenten: sluitmatrijs, tongsnijmatrijs, brugmatrijs en klemming sterven.
Dit type matrijs wordt voornamelijk gebruikt voor ventilatie, pijpklemmen, decoratie en andere toepassingen.
Van de vier componenten wordt de sluitmatrijs het meest gebruikt. Deze wordt meestal gekozen voor chassis en andere werkstukken die warmteafvoer en een aantrekkelijk ontwerp vereisen.
De tongsnijmatrijs wordt voornamelijk gebruikt voor verbinden van plaatstaal delen samen, zoals een gesp.
De brugvorm wordt gebruikt voor het inbrengen van draadpijpen en biedt een eenvoudige en handige oplossing.
Tot slot is de klemmatrijs ontworpen voor het installeren van elektrische componenten.
De ponsen vormende matrijs is over het algemeen verdeeld in twee types: ponsen en vormen. Dankzij zijn complexe structuur kan hij voldoen aan de meeste productvereisten van de klant.
Het vormgevingsproces van de ponsvormmatrijs wordt geïllustreerd in Figuur 4.
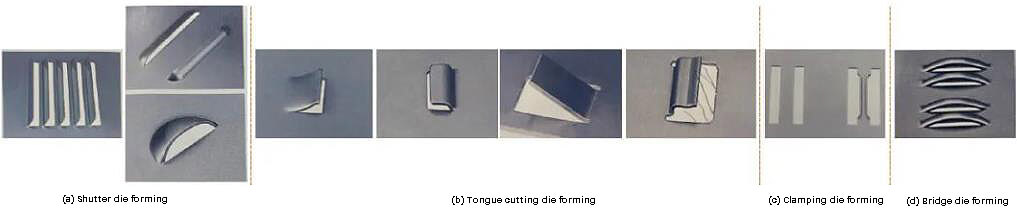
Fig. 4 Stansvormmatrijs
De omvormmatrijs moet worden gekoppeld aan de voorponsmatrijs.
De matrijs die verantwoordelijk is voor het omhoog draaien van de rand van het gat na het ponsen staat bekend als de flensvormmatrijs.
Het wordt voornamelijk gebruikt om gaten met schroefdraad te maken en kan ook worden gebruikt om warmteafvoerbuizen te installeren, kabels te leiden en plastic buizen van schroefdraad te voorzien.
Nadat de flensvormmatrijs de rand heeft gevormd, wordt deze glad zonder bramen die krassen op de pijp kunnen maken.
Het heeft talloze voordelen voor direct ponsen en draadsnijden.
Figuur 5 illustreert het vormingsproces van de flensvormmatrijs.

Fig. 5 Flensvormmatrijs
Een knockdown gatmal staat ook bekend als een geprefabriceerde gatmal en kan worden ontworpen als een enkelvoudige, dubbele of drievoudige vorm.
Er is een gedeeltelijke verbinding tussen het schroot en het hoofdlichaam van het werkstuk, en de vereiste verbindingspoort varieert afhankelijk van de plaatdikte en het type.
Dit type matrijs wordt voornamelijk gebruikt voor onder andere verdeelborden.
Figuur 6 toont het proces van het vormen van een knockdown gatvorm.

Fig. 6 Vorming van de matrijs voor het inslaan van gaten
De extrusievormmatrijs wordt voornamelijk gebruikt voor het extruderen van tegenboringen, en dient als stempelmatrijs voor het verwerken van tegenboringen op basis van pre-punching. Het kan de behoefte aan effectief vervangen boren bij het maken van gaten.
Deze matrijs kan werkstukken zowel positief als negatief bewerken, wat resulteert in geëxtrudeerde tegenboringen die kunnen worden gebruikt als montagegaten voor verzonken schroeven. Door gebruik te maken van de persverzinkboormatrijs kan het boorverzinkproces van een boor achterwege blijven, waardoor een hoge verwerkingskwaliteit en efficiëntie gegarandeerd worden.
Afbeelding 7 toont het proces van het vormen van de matrijs voor het extruderen en verzinken van gaten.
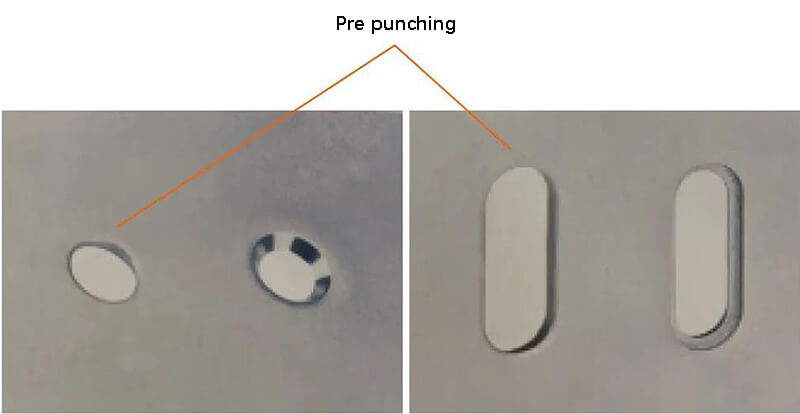
Fig. 7 Vorming van extrusie zinkgatmatrijs
De positioneer- en snijmatrijs bestaat uit een stansmatrijs voor monsters, een driehoekige positioneermatrijs en een halfschaarmatrijs.
Met de stansmatrijs voor monsters kan de puntdiepte worden geregeld op basis van de hoogte van de matrijs.
De driehoekige positioneermatrijs wordt gebruikt voor dunne platen die moeilijk te verwerken zijn met de halfschaarmatrijs.
Het is belangrijk om op te merken dat het minimum centrum afstand tussen de positioneringspunten moet 15 mm zijn.
De halfschurende matrijs kan het materiaal en de plaat met elkaar verbinden, waarbij de vormhoogte minder dan 0,6 keer de plaatdikte is.
De positioneer- en snijmatrijs wordt niet algemeen gebruikt en wordt alleen aangepast voor speciale behoeften.
Figuur 8 illustreert het vormproces van de positioneringsmatrijs.

Fig. 8 Positioneren en knippen matrijs vormen
In geval van speciale vereisten kan een omvormmatrijs ook functioneren als een samengestelde matrijs. Een samengestelde matrijs voor convex omvormen kan bijvoorbeeld in één keer voorponsen, omvormen en een convexe romp vormen.
Bij het programmeren van de samengestelde matrijs is het echter cruciaal om rekening te houden met voldoende ontlaadtijd. Bovendien moet de vormrichting uitsluitend naar boven gericht zijn en het is de moeite waard om op te merken dat de kosten van een composietmatrijs aanzienlijk hoger liggen dan die van een gewone matrijs.
Let op de volgende punten bij het gebruik van de omvormmatrijs:
(1) Let er altijd op dat de borgschroef van de servo goed vastzit. revolverpons wanneer je de omvormmatrijs gebruikt. Pons niet zonder plaatwerk en voorkom leeg ponsen van de matrijs om schade aan de vormmatrijs op de servo-revolverpons te voorkomen.
(2) Over het algemeen zou de vormingsrichting van de vormende matrijs naar boven moeten zijn om vervorming te vermijden die veroorzaakt wordt door het schrapen tussen het vormende deel van het werkstuk en het onderste matrijs van de draaitafel.
(3) De onderste matrijs van de opwaartse vormmatrijs is over het algemeen hoger dan de standaard onderste matrijs. Vermijd het gebruik van de ponsmatrijs op het volgende station om inkerving van het werkstuk te voorkomen. Wanneer de omvormmatrijs niet in gebruik is, neem hem dan uit de machine, bestrijk hem met roestwerend olie en bewaar het in de matrijzenkast om schade aan de matrijs door roest en stof te voorkomen.
(4) De stempelslag van elke servo revolverstempel is verschillend. Wanneer u de omvormmatrijs voor de eerste keer gebruikt, stel dan de bovenste matrijs in op de kortste lengte om schade aan de matrijs en ponsfouten te voorkomen. Stel de omvormmatrijs nauwkeurig af om een volledige omvorming te bekomen.
(5) Voor vormen met hoge vormhoogte of speciale vormen, smeer de plaat, versterk de vloeibaarheid van de plaat tijdens het vormen en verminder de waarschijnlijkheid van plaatschade en scheuren.
(6) Het werkstuk moet zo ver mogelijk van de klem- en ponsposities geplaatst worden tijdens het vervormen, en de vervormingsstap van het werkstuk moet tegen het einde van het verwerkingsproces voltooid worden.
(7) Matrijzen met een grote vervormingshoogte kunnen krassen en platen vervormen door botsingen. Dit probleem kan vermeden worden door lagere kogelmatrijzen te plaatsen aan beide zijden van de lagere matrijs van de matrijs met hoge vervormingshoogte. Het gebruik van andere matrijzen in de buurt van de matrijs met hoge vervormingshoogte om verder te gaan met de verwerking kan leiden tot vervorming van het werkstuk.
(8) Het verwerkingsprogramma van de vormstempel moet gebruikt worden tijdens het vervormen. Tijdens het programmeren moet voldoende tijd gereserveerd worden voor het ontladen en de stanssnelheid moet vertraagd worden om de impact te minimaliseren en genoeg tijd te laten voor het gevormde werkstuk om los te komen van de vormmatrijs, zodat vervorming van het werkstuk en afwijking van de vormpositie vermeden wordt.
Door deze voorzorgsmaatregelen voor het gebruik en onderhoud van de vormmatrijs te volgen, kunnen we de schade aan de matrijs aanzienlijk beperken en effectief ideale producten maken met behulp van de vormmatrijs.
Het gebruik van omvormmatrijzen maakt plaatbewerking efficiënter en effectiever.
Bij het selecteren van de vormmatrijs moeten we ervoor zorgen dat alle vereisten duidelijk worden uitgedrukt.
Bovendien moeten we bij het bestellen van de servo revolverpons ook overwegen of de stempelslag van de pons kan voldoen aan de vormhoogte die vereist is voor het werkstuk.
Ondanks de toenemende populariteit van hoogefficiënte en energiebesparende methoden in plaatwerk metaalvormingneemt de servo revolverstempel nog steeds een belangrijke plaats in op mechanisch gebied.
Er wordt algemeen aangenomen dat de ontwikkeling en toepassing van omvormmatrijzen in servoponsmachines in de toekomst zal blijven groeien.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











