Heb je ooit geworsteld met het berekenen van de juiste buigtoeslag voor je plaatwerkprojecten? In deze blogpost duiken we in de wereld van de buigtoeslagen en onderzoeken we hoe je een buigtoeslagcalculator kunt gebruiken om je workflow te stroomlijnen. Als ervaren werktuigbouwkundig ingenieur deel ik mijn inzichten en begrijp ik de concepten achter dit handige hulpmiddel. Bereid je voor om te leren hoe je nauwkeurige bochten kunt maken en tijd kunt besparen op je volgende project!
Voor nieuwe operators van afkantpersen die mogelijk niet bekend zijn met de fijne kneepjes van het berekenen van buigtoleranties, kan een buigtolerantie calculator een hulpmiddel van onschatbare waarde zijn. Deze calculator vereenvoudigt het proces, zorgt voor nauwkeurige resultaten en maakt het dagelijkse werk efficiënter.
I. Rekenmachine voor buigtoeslag
Parameters vereist voor berekening
Om de buigtoelagecalculator effectief te gebruiken, moeten operators de volgende parameters invoeren:
Materiaal Dikte: De dikte van het materiaal beïnvloedt de buigradius en de totale buigtoeslag.
Binnenstraal: De straal van de bocht aan de binnenkant van het materiaal.
K-Factor: Een verhouding die helpt bij het bepalen van de locatie van de neutrale as tijdens het buigen.
Buighoek: De hoek waaronder het materiaal wordt gebogen.
De buigtoeslag is de extra materiaallengte die nodig is bij het buigen van plaatmetaal om de gewenste eindafmetingen te verkrijgen na het vervormen. Het compenseert voor het uitrekken en samendrukken van het materiaal tijdens het buigproces. De buigtoeslag varieert op basis van verschillende factoren:
Materiaaleigenschappen: Verschillende materialen hebben verschillende elasticiteit en plasticiteit, die beïnvloeden hoeveel het materiaal uitrekt of samendrukt tijdens het buigen.
Plaatdikte: Dikkere platen hebben meestal een grotere buigtoeslag nodig dan dunnere platen van hetzelfde materiaal.
Buigmethode en gereedschap: Het type buigproces (bijv. luchtbuigen, onderbuigen, coining) en het ontwerp van de buigmatrijs kunnen de buigtoeslag beïnvloeden.
Binnenste buigradius: Voor een kleinere buigradius aan de binnenkant is meestal een kleinere buigtoeslag nodig dan voor een grotere radius.
De waarden voor buigtoeslag worden meestal bepaald door een combinatie van empirische gegevens, wiskundige berekeningen en praktische ervaring. Ervaren plaatwerkontwerpers en ingenieurs hebben tabellen en formules voor buigtoeslagen ontwikkeld na jaren van herhaaldelijk testen en verifiëren.
Door de juiste formule voor buigtoeslag te gebruiken of betrouwbare buigtoeslagtabellen te raadplegen, kunnen ontwerpers nauwkeurig de vlakke patroonafmetingen van een plaatmetalen onderdeel berekenen die de gewenste uiteindelijke gebogen afmetingen zullen opleveren. Dit is cruciaal voor het maken van nauwkeurige vlakke patronen en om ervoor te zorgen dat het gebogen onderdeel past en functioneert zoals bedoeld.
III. Formule voor buigtoelage
Berekeningen van buigtoeslag en buigaftrek zijn essentiële methoden om de lengte van ruwe plaatmaterialen in hun vlakke vorm te bepalen, zodat de gewenste grootte van het gebogen onderdeel wordt bereikt. Inzicht in deze berekeningen is cruciaal voor precisie bij plaatbewerking.
Berekeningsmethode voor buigtoeslag:
De buigtoeslag (BA) is de hoeveelheid materiaal die wordt toegevoegd aan de totale lengte van de vlakke plaat om rekening te houden met het materiaal dat in de bocht wordt gebruikt.
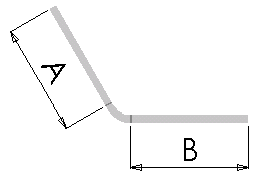
De volgende vergelijking wordt gebruikt om de totale afvlaklengte te bepalen wanneer de waarde voor de buigtoeslag wordt gebruikt:
Lt = A + B + BA
Waar:
𝐿𝑡 is de totale vlakke lengte.
𝐴 en 𝐵 zijn de lengtes van de twee rechte delen van het plaatmetaal vóór de bocht (zoals weergegeven in de figuur).
𝐵𝐴 is de waarde van de buigtoeslag.
Berekeningsmethode voor bochtenaftrek:
De buigaftrek (BD) is de hoeveelheid materiaal die van de totale lengte van de vlakke plaat wordt afgetrokken om rekening te houden met het materiaal dat in de buiging wordt gebruikt.
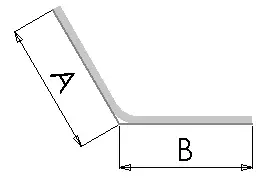
De volgende vergelijking wordt gebruikt om de totale afvlaklengte te bepalen bij gebruik van de waarde voor buigaftrek:
Lt = A + B - BD
Waar:
𝐿𝑡 is de totale vlakke lengte.
𝐴 en 𝐵 zijn de lengtes van de twee rechte delen van het plaatmetaal vóór de bocht (zoals weergegeven in de figuur).
𝐵𝐷 is de aftrekwaarde voor de bocht.
Andere berekeningsmethoden
Naast de buigtoeslag- en buigaftrekmethoden kunnen andere technieken worden gebruikt om de vlakke lengte van ruwe plaat te bepalen. Deze omvatten:
Buighartigheidstabel: Een vooraf berekende tabel met waarden voor buigtoeslagen voor verschillende materialen en buighoeken.
K-Factor: Een verhouding die de locatie van de neutrale as ten opzichte van de dikte van het materiaal weergeeft. Het wordt gebruikt in preciezere buigberekeningen.
Buigberekeningen: Hiervoor zijn complexere formules en overwegingen nodig, zoals materiaaleigenschappen, buigradius en dikte, om nauwkeurige resultaten te verkrijgen.
IV. Buighartigheidstabel
1. Buigtoeslagtabel voor SPCC (zacht staal)
Materiaal
Dikte
Buighoek
V opening
Binnenstraal
Bochten tolerantie
SPCC
0.5
90
V4
0.5
0.95
100
0.73
135
0.3
175
0.03
SPCC
0.5
90
V5
0.5
1.03
100
0.79
135
0.33
175
0.03
SPCC
0.5
90
V6
0.5
1.1
100
0.85
135
0.35
175
0.03
SPCC
0.6
90
V4
0.5
1.08
100
0.83
135
0.35
175
0.03
SPCC
0.6
90
V5
0.5
1.15
100
0.89
135
0.37
175
0.03
SPCC
0.6
90
V6
0.5
1.23
100
0.95
135
0.39
175
0.03
SPCC
0.8
90
V6
0.5
1.49
120
0.73
135
0.47
150
0.25
SPCC
0.8
90
V8
0
1.64
120
0.81
135
0.52
150
0.27
SPCC
0.8
90
V10
0
1.79
120
0.88
135
0.57
150
0.3
SPCC
1
90
V10
0
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPCC
1
90
V8
0
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPCC
1
90
V6
0
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPCC
1.2
90
V10
1.4
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPCC
1.2
90
V8
1.4
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPCC
1.2
90
V6
1.4
2
100
1.55
120
0.98
135
0.64
175
0.05
SPCC
1.5
90
V6
1.7
2.36
100
1.82
120
1.16
135
0.75
175
0.06
SPCC
1.5
90
V12
1.7
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPCC
1.5
90
V10
1.7
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPCC
1.5
90
V8
1.7
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPCC
2
90
V10
2
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPCC
2
90
V12
2
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPCC
2.5
90
V18
3.03
4.6
100
3.56
120
2.26
135
1.47
175
0.12
SPCC
2.5
90
V12
3.03
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPCC
2.5
90
V10
3.03
4
100
3.09
120
1.97
135
1.28
175
0.11
SPCC
3
90
V18
3.133.13
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPCC
3
90
V12
3.13
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPCC
3
90
V10
3.13
4.63
100
3.58
120
2.28
135
1.48
175
0.13
2. Tabel met buigtoeslagen voor SUS (roestvast staal)
Materiaal
Dikte
Buighoek
V opening
Binnenstraal
Bochten tolerantie
SUS
0.5
90
4
0.6
1.04
100
0.79
120
0.48
135
0.3
175
0.04
SUS
0.5
90
5
0.6
1.15
100
0.88
120
0.54
135
0.33
175
0.04
SUS
0.5
90
6
0.6
1.27
100
1.13
120
0.59
135
0.37
175
0.04
SUS
0.6
90
4
0.6
1.16
100
0.88
120
0.54
135
0.34
175
0.04
SUS
0.6
90
5
0.6
1.27
100
0.97
120
0.59
135
0.37
175
0.04
SUS
0.6
90
6
0.6
1.38
100
1.05
120
0.64
135
0.4
175
0.05
SUS
0.8
90
4
1.1
1.4
100
1.06
120
0.65
135
0.4
175
0.05
SUS
0.8
90
5
1.1
1.51
100
1.15
120
0.7
135
0.44
175
0.05
SUS
0.8
90
6
1.1
1.62
100
1.23
120
0.75
135
0.47
175
0.06
SUS
1
90
6
1.9
1.87
100
1.42
120
0.87
135
0.54
175
0.07
SUS
1
90
8
1.9
2.1
100
1.6
120
0.98
135
0.61
175
0.07
SUS
1.2
90
6
1.6
2.1
100
1.59
120
0.97
135
0.61
175
0.07
SUS
1.2
90
8
1.6
2.32
100
1.76
120
1.08
135
0.67
175
0.08
SUS
1.2
90
10
1.6
2.54
100
1.93
120
1.18
135
0.74
175
0.09
SUS
1.5
90
8
2.1
2.68
100
2.03
120
1.24
135
0.77
175
0.09
SUS
1.5
90
10
2.1
2.9
100
2.2
120
1.35
135
0.84
175
0.1
SUS
2
90
10
3.49
100
2.65
120
1.62
135
1.01
175
0.12
SUS
2
90
12
3.7
100
2.82
120
1.72
135
1.07
175
0.13
3. Buigtoeslagtabel voor SPHC (roestvrij staal)
Materiaal
Dikte
Buighoek
V opening
Binnenstraal
Bochten tolerantie
SPHC
1
90
V10
1.86
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPHC
1
90
V8
1.86
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPHC
1
90
V6
1.86
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPHC
1.2
90
V10
1.44
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPHC
1.2
90
V8
1.44
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPHC
1.2
90
V6
1.44
2
100
1.55
120
0.98
135
0.64
175
0.05
SPHC
1.5
90
V12
1.74
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPHC
1.5
90
V10
1.74
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPHC
1.5
90
V8
1.74
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPHC
2
90
V12
2.01
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPHC
2
90
V10
2.01
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPHC
2.5
90
V18
3
4.6
100
3.25
120
2.26
135
1.47
175
0.12
SPHC
2.5
90
V12
3
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPHC
2.5
90
V10
3
4
100
3.09
120
1.97
135
1.28
175
0.11
SPHC
3
90
V18
3.1
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPHC
3
90
V12
3.1
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPHC
3
90
V10
3.1
4.63
100
3.58
120
2.28
135
1.48
175
0.13
4. Tabel met toegestane buiging voor SECC (gegalvaniseerde staalplaat)
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd waarom je plaatwerkprojecten niet altijd perfect in elkaar passen? De sleutel ligt in het begrijpen van de buigtoeslag. Dit concept zorgt voor nauwkeurig buigen en vermindert materiaalverspilling. In deze...
Heb je je ooit afgevraagd hoe je de buigtoeslag voor je metaalbewerkingsprojecten precies kunt berekenen? In deze blogpost verkennen we de fascinerende wereld van de buigtoeslagformules en...
Heb je je ooit afgevraagd hoe plaatwerkonderdelen worden ontworpen en met precisie worden vervaardigd? In deze blogpost duiken we in de fascinerende wereld van de buigtoeslag - een cruciaal...
Heb je je ooit afgevraagd hoe plaatwerkontwerpers de nauwkeurigheid van hun ontwerpen garanderen? In deze blogpost duiken we in de fascinerende wereld van plaatontwerp en verkennen we...
Heb je je ooit afgevraagd hoe metalen onderdelen in verschillende vormen worden gebogen? In dit fascinerende artikel gaan we dieper in op de kunst en wetenschap van het buigen in metaalstansen. Onze expert...
Heb je je ooit afgevraagd hoe een eenvoudige plaat metaal verandert in een complex, driedimensionaal object? Afkantpersen, een cruciaal proces in metaalbewerking, is de sleutel tot dit...
Heb je je ooit afgevraagd hoe plaatmetaal wordt omgevormd tot complexe vormen? Buigvermindering, een cruciaal concept in plaatbewerking, is de sleutel. In deze blogpost duiken we...
Heb je je ooit afgevraagd hoe verschillende materialen het buigen van plaatwerk beïnvloeden? In dit inzichtelijke artikel deelt een ervaren werktuigbouwkundig ingenieur zijn expertise over de invloed van materiaalsoorten, dikte en...
Heb je moeite met het ontwerpen van nauwkeurige plaatwerkonderdelen? Ontdek de geheimen van de K-factor, een cruciaal concept in plaatbewerking. In dit artikel demystificeert onze expert...