Heb je je ooit afgevraagd hoe je de buigtoeslag voor je metaalbewerkingsprojecten precies berekent? In deze blogpost verkennen we de fascinerende wereld van formules en berekeningen voor buigtoeslag. Als ervaren werktuigbouwkundig ingenieur leid ik je door de belangrijkste concepten en geef ik je praktische inzichten om je te helpen dit cruciale aspect van het ontwerpen van plaatwerk onder de knie te krijgen. Bereid je voor op een duik in de wereld en ontdek de geheimen van nauwkeurige en efficiënte bochten in je projecten!
Toeslag voor buigen is een essentieel begrip op het gebied van plaatbewerking, vooral bij buigbewerkingen. Het verwijst naar de extra lengte materiaal die nodig is om de buiging in de metalen plaat op te vangen. Het begrijpen en nauwkeurig berekenen van de buigtoeslag is essentieel om ervoor te zorgen dat de uiteindelijke afmetingen van het gebogen onderdeel voldoen aan de ontwerpspecificaties.
Belang in plaatbewerking
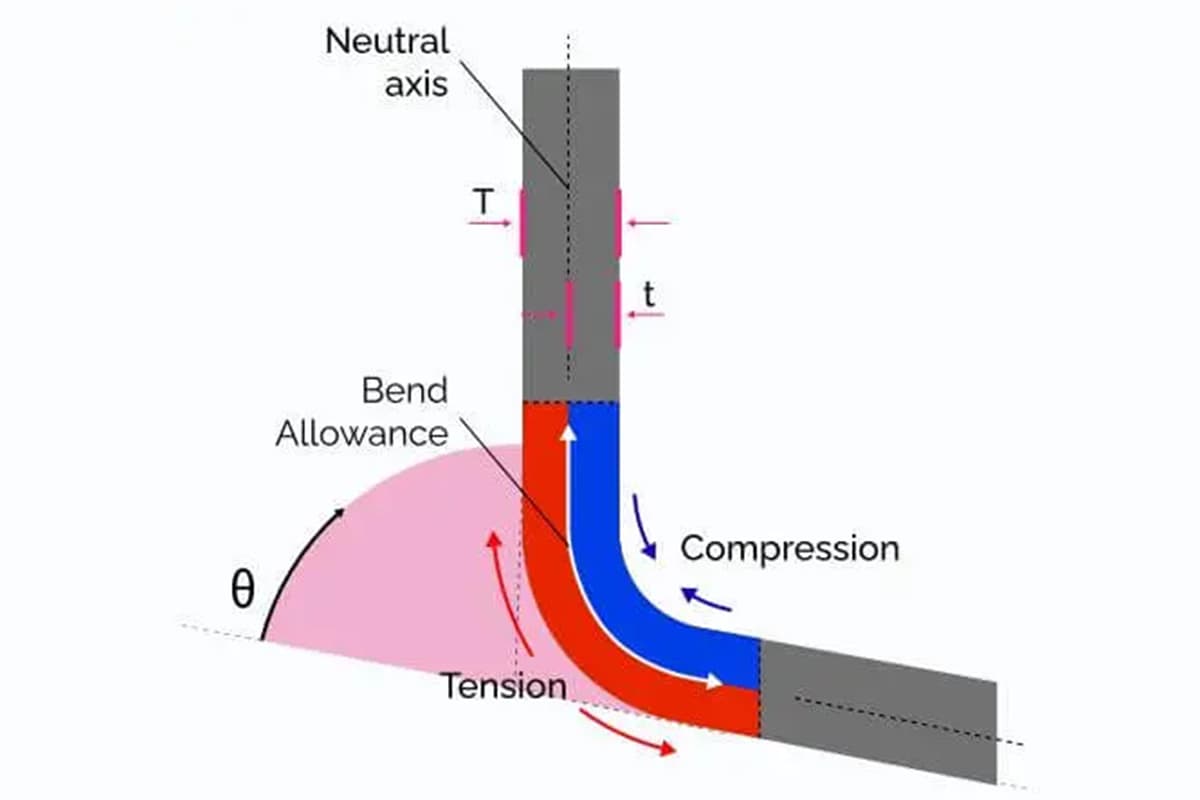
Nauwkeurige berekeningen van buigtoeslagen zijn van vitaal belang in het fabricageproces. Wanneer een vlakke plaat metaal wordt gebogen, rekt het materiaal aan de buitenkant van de bocht uit, terwijl het materiaal aan de binnenkant wordt samengedrukt. Zonder rekening te houden met deze vervorming zou het eindproduct niet overeenkomen met het bedoelde ontwerp, wat leidt tot onnauwkeurigheden en mogelijke mislukkingen. Buigtoeslag helpt fabrikanten om de afmetingen van het vlakke patroon aan te passen, zodat het gebogen onderdeel precies aan de vereisten voldoet.
Belangrijkste parameters die de bochttoelating beïnvloeden
Verschillende kritische parameters beïnvloeden de berekening van de buigtoeslag:
Buighoek (θ): De hoek waardoor het plaatmetaal wordt gebogen. Het is cruciaal om deze hoek om te rekenen naar radialen wanneer je bepaalde formules gebruikt.
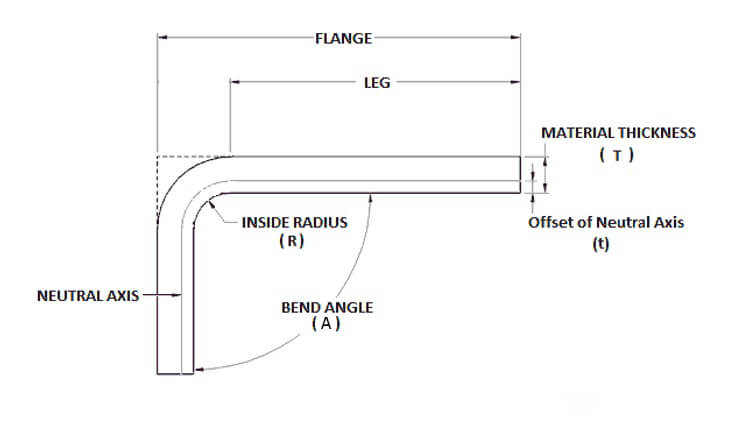
Binnenstraal (r): De straal van de binnenbocht van de bocht. Een kleinere straal resulteert in meer rek en compressie, wat de buigtoeslag beïnvloedt.
Materiaaldikte (T): De dikte van het plaatmetaal. Dikkere materialen vertonen meer uitgesproken rek en compressie tijdens het buigen.
K-factor (K): Een verhouding die de positie van de neutrale as ten opzichte van de materiaaldikte weergeeft. Deze varieert op basis van materiaaleigenschappen en buigmethoden. De K-factor varieert meestal van 0,3 tot 0,5 voor de meeste materialen, waarbij 0,33 een gebruikelijke waarde is voor zacht staal.
Het concept van Buigtoeslag is als volgt: wanneer een metaalplaat gebogen wordt, heeft deze drie dimensies - twee buitenmaten (L1 en L2) en een dikte (T).
Het is belangrijk op te merken dat de som van L1 en L2 groter is dan de uitgevouwen lengte (L) en het verschil tussen de twee staat bekend als de buigtoeslag (K).
De uitgevouwen lengte van een bocht kan dus worden berekend als L = L1 + L2 - K.
De buigtoeslag is afhankelijk van de gevormde binnenradius. De onderste V matrijsopening bepaalt de binnenradius (I.R.) van een gevormd onderdeel. De binnenradius voor zacht staal is 5/32 x de onderste V matrijsopening (W) als de ponsradius kleiner is dan 5/32 x W.
Als I.R.< materiaaldikte (t)
Als I.R.> 2 x materiaaldikte (t)
Waarbij A= (180 - Krommingshoek inbegrepen)
Als de binnenstraal gelijk is aan t of 2t, of tussen t en 2t ligt, wordt de buigtoeslag berekend door de waarden van de buigtoeslag uit de twee bovenstaande formules te interpoleren.
Om deze buigtoeslag te berekenen, kun je ook de volgende formule gebruiken:
Deze formule houdt rekening met de verschillende geometrieën en eigenschappen van de te vormen onderdelen.
De materiaaldikte (T), buighoek (A), binnenste buigradius (R) en de K-factor van het te buigen materiaal zijn de meest kritische factoren in deze berekening.
Zoals duidelijk wordt uit de bovenstaande formule, is het berekenen van de buigtoeslag een eenvoudig proces.
Je kunt de buigtoeslag bepalen door de bovenstaande waarden in de formule te substitueren.
Wanneer de buighoek 90° is, kan de formule voor de buigtoeslag als volgt worden vereenvoudigd:
Opmerking: De K-factor voor de meeste standaardmaterialen en -diktes ligt meestal tussen 0 en 0,5.
Je kunt de waarde van de K-factor als volgt nauwkeurig berekenen K-factor rekenmachine:
Alternatieve formules voor buigtoelagen
Formule voor algemene buigtoelage
De formule voor buigtoeslag (BA) is essentieel voor het berekenen van de materiaallengte die nodig is om een bocht te vormen. Deze algemene formule is breed toepasbaar op verschillende materialen en buigmethodes:
Waar:
( BA ) is de buigtoeslag.
( Hoek ) is de buighoek in graden.
( Radius ) is de straal van de binnenbocht.
( K ) is de K-factor, die de positie van de neutrale as ten opzichte van de materiaaldikte weergeeft.
( Dikte ) is de materiaaldikte.
De K-factor is cruciaal omdat deze de positie van de neutrale as aangeeft, die niet van lengte verandert tijdens het buigen. De K-factor ligt meestal tussen 0,3 en 0,5 en varieert op basis van het type materiaal, de dikte, de radius en de buigmethode.
Materiaalspecifieke formuleringen
Verschillende materialen hebben unieke eigenschappen die aanpassingen in de berekeningen van de buigtoeslag nodig maken. Deze aanpassingen zorgen voor nauwkeurigheid, vooral bij 90°-bochten:
Zacht messing of zacht koper
Voor zachtere materialen zoals zacht messing of koper wordt de buigtoeslag als volgt berekend:
BA = (0,55 × T) + (1,57 × R
Deze aanpassing houdt rekening met de vervormbaarheid van het materiaal en de lagere weerstand tegen vervorming.
Halfhard koper of messing, zacht staal en aluminium
Voor halfhard koper of messing, zacht staal en aluminium is de buigtoeslag:
BA = (0,64 x T) + (1,57 x R)
Deze materialen hebben een gemiddelde hardheid en vereisen een iets hogere toeslag dan zachtere materialen.
Brons, hardkoper, koudgewalst staal en verenstaal
Voor hardere materialen zoals brons, hard koper, koudgewalst staal en verenstaal is de formule:
BA = (0,71 x T) + (1,57 x R)
Deze materialen zijn beter bestand tegen buigen, waardoor een hogere toeslag nodig is.
Berekening voor vlakke lengte
Om de totale vlakke lengte van het plaatmetalen onderdeel te bepalen, wordt de buigtoeslag opgeteld bij de lengtes van de vlakke delen:
Platte lengte = beenlengte 1 + BA + beenlengte 2
Deze aanpak zorgt ervoor dat de uiteindelijke afmetingen van het onderdeel na het buigen nauwkeurig zijn.
Praktisch voorbeeld
Beschouw een 90° bocht in een plaat aluminium met een dikte van 2 mm en een inwendige buigradius van 5 mm. Gebruik de materiaalspecifieke formule voor halfhard koper, messing, zacht staal en aluminium:
BA = (0,64 × 2) + (1,57 × 5)
BA = 1,28 + 7,85=9,13
Als het onderdeel twee vlakke secties heeft van elk 50 mm, dan is de totale vlakke lengte:
Platte lengte = 50 + 9,13 + 50 = 109,13 mm
Bochtaftrek en buitenrand
Naast de bochttoeslag zijn ook de bochtaftrek (BD) en de buitenste terugslag (OSSB) belangrijk voor nauwkeurige metingen:
Buigaftrek (BD) = OSSB - BA
Waar:
( OSSB ) is de buitenste terugslag, berekend als ( R + T ).
( BA ) is de buigtoeslag.
Deze formuleringen en overwegingen zijn essentieel voor het nauwkeurig berekenen van buigtoeslagen, zodat plaatwerkonderdelen met de juiste afmetingen en pasvorm worden gefabriceerd.
Formule voor doorbuiging van aluminium
Buigtoeslag is een kritieke factor in het buigproces van plaatmetaal, vooral voor materialen als aluminium. Het houdt rekening met de materiaalrek die optreedt tijdens het buigen en zorgt voor nauwkeurige eindafmetingen. Hier bespreken we de specifieke formule die wordt gebruikt voor aluminium platen en de toepassing ervan.
Uitleg formule
De buigtoeslag voor een aluminium plaat kan worden berekend met de volgende formule:
𝐿=𝐿1+𝐿2-1.6𝑇
Waar:
𝐿 is de totale lengte van het vlakke patroon (uitvergrote maat).
𝐿1 en 𝐿2 zijn de twee buiglengtes.
𝑇 is de dikte van de aluminium plaat.
1,6𝑇 is de empirische toegestane buiging.
Empirische waarde
De waarde 1,6𝑇 is empirisch afgeleid, wat betekent dat deze is vastgesteld door praktische experimenten en productie-ervaring. Deze factor houdt rekening met het gedrag van het materiaal tijdens het buigen en zorgt ervoor dat de uiteindelijke afmetingen nauwkeurig zijn.
Toepassingsvoorwaarden
Het is cruciaal om op te merken dat deze formule specifiek van toepassing is onder bepaalde voorwaarden:
De buigopening (de afstand tussen de buiglijnen) moet 6 keer de dikte van de aluminium plaat zijn. Dit zorgt ervoor dat het gedrag van het materiaal overeenkomt met de empirische waarde die in de formule wordt gebruikt.
Praktisch gebruik
Volg deze stappen om de uitzetmaat van de aluminium plaat te bepalen:
Meet de twee buiglengtes 𝐿1 en 𝐿2.
Meet de dikte 𝑇 van de aluminium plaat.
Pas de formule 𝐿=𝐿1+𝐿2-1.6𝑇 toe.
Deze berekening geeft je de vlakke patroonlengte die nodig is voor het buigen, zodat het uiteindelijke gebogen onderdeel de juiste afmetingen heeft.
Rekenmachine voor buigtoelage
De buigtoeslagcalculator hieronder vereenvoudigt het proces van het berekenen van de waarde van de buigtoeslag, die cruciaal is voor nauwkeurige plaatbewerking. De buigtoeslag is de lengte van de neutrale as tussen de buiglijnen, die helpt bij het bepalen van de juiste blenkmaat voor een gebogen onderdeel.
De variabelen begrijpen
Buighoek (θ)
De buighoek, aangeduid als θ, is een cruciale parameter in de formule voor buigtoeslag. Het geeft de hoek weer waarin het plaatwerk wordt gebogen. De buighoek wordt meestal gemeten in graden, maar kan met de formule worden omgezet naar radialen:
Binnenstraal (r)
De binnenstraal, weergegeven als r, is de straal van de binnenbocht van de bocht. Deze straal heeft een directe invloed op de hoeveelheid rek en compressie die tijdens het buigen in het materiaal optreedt. Een kleinere binnenradius resulteert in een grotere vervorming, waarmee rekening moet worden gehouden bij de berekening van de buigtoeslag.
Materiaaldikte (T)
De materiaaldikte, aangeduid als T, is de dikte van het plaatmetaal dat gebogen wordt. Dikkere materialen hebben meer last van uitrekking en samendrukking, wat de totale buigtoeslag beïnvloedt. Een nauwkeurige meting van de materiaaldikte is essentieel voor nauwkeurige berekeningen van de buigtoeslag.
K-factor (K)
De K-factor is een dimensieloze waarde die de positie van de neutrale as ten opzichte van de materiaaldikte weergeeft. De neutrale as is de theoretische lijn in het materiaal die onveranderd blijft in lengte tijdens het buigen. De K-factor varieert op basis van materiaaleigenschappen en buigmethodes en varieert meestal van 0,3 tot 0,5 voor de meeste materialen. De formule voor de positie van de neutrale as is:
Neutrale aspositie = K × T
Neutrale as
De neutrale as is de denkbeeldige lijn in het materiaal waarvan de lengte tijdens het buigen onveranderd blijft. Inzicht in de positie ervan is cruciaal voor het berekenen van de juiste buigtoeslag.
Buigtoelage (BA)
De buigtoeslag, weergegeven als BA, is de lengte van de neutrale as die nodig is om een bocht te vormen. Het wordt berekend met de formule:
Deze formule gebruikt de buighoek, de binnenradius, de materiaaldikte en de K-factor om nauwkeurige berekeningen van de buigtoeslag te garanderen.
Buighartigheidstabel
De buigtoeslagtabel is een essentieel hulpmiddel voor professionals die werken met plaatbewerking. Het biedt een uitgebreide lijst van belangrijke parameters zoals materiaaldikte, buigradius, buighoek, buigtoeslag en waarden voor buigaftrek voor veel voorkomende materialen. Deze informatie is cruciaal voor het nauwkeurig berekenen van de ontwikkellengte van een plaatwerkonderdeel na het buigen.
De V12 coëfficiënt voor 2mm C-profiel is 3,65 en die voor andere 2mm platen is 3,5). De buigtoeslag voor randvouwen voor 2 mm plaat is 1,4;
De buigtoeslag voor 6 mm koperplaat is 10,3;
De buigtoeslag voor 8 mm koperplaat is 12,5;
De buigtoeslag voor 10 mm koperplaat is 15;
De buigtoeslag voor 12 mm koperplaat is 17;
De buigtoeslag voor 3,0 roestvast staal met V25 matrijs is 6;
De buigtoeslag voor 3,0 roestvast staal met V20 matrijs is 5,5;
(De koperen staven van meer dan 6 mm gebruiken allemaal de buigtoeslag van V40 onderste matrijs)
Een goed bijgehouden buigtoeslagtabel is een essentieel hulpmiddel in de plaatbewerkingsindustrie. Het zorgt voor precisie en efficiëntie in het buigproces, wat uiteindelijk leidt tot een hogere kwaliteit en nauwkeuriger afgewerkte producten. Door de waarden in de tabel te begrijpen en te gebruiken, kunnen ingenieurs en constructeurs optimale resultaten behalen bij hun projecten.
Het belang van de K-factor
Inleiding
Bij plaatbewerking is precisie en nauwkeurigheid cruciaal om onderdelen van hoge kwaliteit te maken. Een van de sleutelfactoren die een belangrijke rol spelen in dit proces is de K-factor. Inzicht in de K-factor en de toepassing ervan bij de berekening van buigtoeslagen is essentieel voor constructeurs om onderdelen te maken die aan exacte specificaties voldoen en betrouwbaar presteren in diverse industrieën.
De K-factor definiëren
De K-factor is een dimensieloze waarde die de verhouding weergeeft tussen de afstand van de neutrale as en de materiaaldikte. De K-factor is cruciaal voor nauwkeurige berekeningen van de buigtoeslag, die de hoeveelheid materiaal bepaalt die nodig is om een gewenste buiging te verkrijgen. De neutrale as is een denkbeeldige lijn in het materiaal die tijdens het buigen niet van lengte verandert. Door de K-factor te begrijpen, kunnen fabrikanten voorspellen hoe het materiaal zich zal gedragen wanneer het wordt gebogen, waardoor nauwkeurige en efficiënte productieprocessen worden gegarandeerd.
Berekening en rol in buigtoelage
De K-factor wordt berekend met de formule:
Waar:
( t ) is de afstand van het binnenoppervlak tot de neutrale as.
( T ) is de materiaaldikte.
Het gebruik van de K-factor in de formule voor buigtoeslag helpt bij het voorspellen van materiaalrek en -compressie tijdens het buigen. De formule voor buigtoeslag is:
Om dit te illustreren nemen we een eenvoudig voorbeeld door. Stel we hebben een plaatmetalen onderdeel met een dikte (T) van 2 mm, gebogen onder een hoek van 90 graden (θ), met een binnenradius (r) van 5 mm en een K-factor (K) van 0,4.
1. Converteer de buighoek naar radialen:
2. Pas de waarden toe op de formule voor de buigtoeslag:
Deze berekening laat zien dat er ongeveer 9,11 mm materiaal nodig is langs de neutrale as om de gewenste buiging te krijgen, wat het belang van een nauwkeurige K-factor aantoont.
Invloed op het ontwerp van plaatwerk
Precisie en nauwkeurigheid
De K-factor heeft een directe invloed op de nauwkeurigheid van de berekeningen van de buigtoeslag. Een nauwkeurige K-factor zorgt ervoor dat de uiteindelijke afmetingen van het gebogen onderdeel overeenkomen met de ontwerpspecificaties, waardoor minder materiaal wordt verspild en er minder nabewerking nodig is. Deze precisie is van vitaal belang voor industrieën waar exacte afmetingen cruciaal zijn voor de assemblage en functionaliteit van componenten.
Materiaaleigenschappen
Verschillende materialen hebben unieke mechanische eigenschappen, die resulteren in verschillende K-Factor waarden. Zachtere materialen zoals aluminium hebben meestal een lagere K-Factor, terwijl hardere materialen zoals roestvrij staal een hogere K-Factor hebben. Inzicht in deze variaties stelt fabrikanten in staat om de juiste K-Factor waarden te selecteren voor verschillende materialen, zodat nauwkeurige berekeningen en efficiënte productieprocessen gegarandeerd zijn.
Veelgestelde vragen
Hieronder vindt u antwoorden op een aantal veelgestelde vragen:
Waar wordt de formule voor buigtoelage voor gebruikt?
De formule voor buigtoeslag wordt gebruikt om de lengte van de neutrale as van een buiging in plaatmetaal te berekenen, wat cruciaal is voor het bepalen van de juiste lengte van het vlakke patroon voordat het metaal wordt gebogen. Deze berekening zorgt ervoor dat de uiteindelijke afmetingen van het gebogen onderdeel overeenkomen met de ontwerpspecificaties.
De formule houdt rekening met verschillende belangrijke parameters:
Bochthoek (A): De hoek van de bocht, gemeten in graden of radialen.
Binnenradius (R): De straal van de bocht aan de binnenkant.
K-factor (K): Een factor die rekening houdt met het gedrag van het materiaal tijdens het buigen, met name de neiging om uit te rekken aan het buitenoppervlak en samen te drukken aan het binnenoppervlak.
Materiaaldikte (T): De dikte van het plaatmateriaal.
De algemene formule voor buigtoeslag (BA) is:
Door deze formule te gebruiken, kunt u de exacte lengte van het materiaal berekenen dat nodig is om een bocht te vormen, waarbij u ervoor zorgt dat het materiaal niet te veel uitrekt of samendrukt. Deze berekende buigtoeslag wordt vervolgens opgeteld bij de beenlengtes van het onderdeel om een nauwkeurig vlak patroon te ontwikkelen, wat essentieel is voor het produceren van onderdelen met precieze afmetingen.
De formule voor buigtoeslag is ook gerelateerd aan buigaftrek, wat de lengte is die moet worden afgetrokken van de totale lengte van het plaatwerk om het juiste vlakke patroon te krijgen. De buigaftrek wordt berekend aan de hand van de buigtoeslag en de buitenste terugslag, zodat de uiteindelijke afmetingen van het onderdeel na het buigen nauwkeurig zijn.
Als je bijvoorbeeld een 2 mm dikke roestvast stalen plaat buigt in een hoek van 90° met een inwendige buigradius van 3 mm en een K-factor van 0,44, dan kan de buigtoeslag als volgt worden berekend:
Deze buigtoeslag wordt vervolgens gebruikt om ervoor te zorgen dat het vlakke patroon correct wordt ontwikkeld, wat resulteert in een onderdeel dat voldoet aan de ontwerpspecificaties. Samengevat is de formule voor de buigtoeslag essentieel voor nauwkeurige plaatbewerking, zodat de uiteindelijke onderdelen de juiste afmetingen hebben.
Hoe bereken je de buigtoeslag in plaatmetaal?
Om de buigtoeslag in plaatmateriaal te berekenen, moet je een aantal belangrijke parameters bepalen: materiaaldikte (T), buighoek (θ), binnenradius (r) en de K-factor (K). De buigtoeslag (BA) wordt berekend met de formule:
Hier is een stap-voor-stap proces:
Parameters verzamelen: Bepaal de materiaaldikte (T), buighoek (θ), inwendige straal (r) en de K-factor (K). De buighoek moet de complementaire hoek zijn, dat is de hoek buiten de bocht.
Buighoek omzetten: Als de buighoek in graden is gegeven, kun je deze direct in de formule gebruiken. Als het in radialen is, moet u ervoor zorgen dat het op de juiste manier wordt omgezet.
De formule toepassen: Gebruik de formule om de toegestane buiging te berekenen. Als de buighoek bijvoorbeeld 120 graden is, de binnenradius 0,062 inch is, de materiaaldikte 0,062 inch is en de K-factor 0,446 is:
Alternatieve berekening: Een andere veelgebruikte formule is:
Gebruik deze formule voor dezelfde parameters:
Buigtoelage toepassen: Voeg de berekende buigtoeslag toe aan de beenlengte van het onderdeel om de juiste vlakke patroonmaat te bepalen.
Door deze stappen te volgen en de juiste formule te gebruiken, kun je de buigtoeslag voor je plaatwerkonderdelen nauwkeurig berekenen, zodat je verzekerd bent van een nauwkeurige fabricage.
Waarom is de K-factor belangrijk in de formule voor buigtoelagen?
De K-factor is om verschillende redenen belangrijk in de formule voor buigtoeslag, die elk hun belang onderstrepen bij de vervaardiging van precisieplaatwerk. Ten eerste geeft deze de verhouding weer tussen de neutrale as en de materiaaldikte. Tijdens het buigen verschuift de neutrale as van zijn oorspronkelijke locatie op 50% van de materiaaldikte naar het binnenoppervlak van de bocht. Deze verschuiving is kritisch omdat het de hoeveelheid rek bepaalt die in het materiaal optreedt. De K-factor helpt bij het berekenen van deze nieuwe locatie, wat essentieel is voor nauwkeurige buigberekeningen.
Ten tweede is de K-factor van fundamenteel belang bij het berekenen van de buigtoeslag, wat de lengte is van de neutrale vezel van het begin tot het einde van de boog die door de buiging wordt gegenereerd. Deze berekening is nodig om de vlakke maat van het plaatmateriaal te bepalen die nodig is om de gewenste gebogen vorm te verkrijgen. De buigtoeslag wordt direct beïnvloed door de K-factor, omdat deze rekening houdt met de rek van het materiaal tijdens het buigproces.
Bovendien maakt het gebruik van de K-factor nauwkeurige berekeningen mogelijk van buigverminderingen, buitenste terugslagen en de algehele vlakke lay-out van het onderdeel. Deze precisie is van vitaal belang omdat het ervoor zorgt dat de uiteindelijke afmetingen van het gebogen onderdeel overeenkomen met de ontwerpspecificaties, waardoor fouten worden voorkomen die zouden kunnen ontstaan bij het gebruik van algemene of onnauwkeurige K-factorwaarden.
De K-factor varieert op basis van verschillende parameters, zoals het materiaaltype, de dikte, de vervormingsmethode, het gereedschap en de buighoek. Deze variabiliteit betekent dat de K-factor moet worden afgestemd op de specifieke omstandigheden van het buigproces. Door rekening te houden met deze factoren helpt de K-factor bij het aanpassen van de buigcompensatieformule om nauwkeurigere resultaten te verkrijgen.
Tot slot is een correcte waarde van de K-factor essentieel om fouten in de uiteindelijke afmetingen van de gevouwen plaat te voorkomen. Onjuiste K-factorwaarden kunnen leiden tot onnauwkeurigheden in de buigtoeslagen, wat resulteert in onderdelen die niet voldoen aan de vereiste specificaties. Daarom is het nauwkeurig bepalen en gebruiken van de K-factor essentieel voor het produceren van componenten van hoge kwaliteit.
Samengevat is de K-factor belangrijk omdat deze een nauwkeurige berekening van buigtoeslagen mogelijk maakt, rekening houdt met de verschuiving van de neutrale as en rekening houdt met de specifieke materiaal- en procesparameters, die allemaal essentieel zijn voor het bereiken van nauwkeurige en betrouwbare resultaten bij het buigen van plaatwerk.
Wat zijn de gemeenschappelijke variabelen in de formule voor buigtoelage?
De formule voor de buigtoeslag bij het buigen van plaat omvat gewoonlijk verschillende belangrijke variabelen:
Buighoek (A): Dit is de hoek waaronder de bocht wordt gemaakt en wordt meestal gemeten in graden. Het wordt vaak gebruikt in zijn complementaire vorm in berekeningen.
Binnenstraal (R of Ir): Dit verwijst naar de straal van de bocht aan de binnenkant van het materiaal. Het is een cruciale factor bij het bepalen van de toegestane buiging.
Materiaaldikte (T of Mt): Dit is de dikte van het te buigen plaatwerk, die de K-factor en de totale buigtoeslag beïnvloedt.
K-factor (K): Dit vertegenwoordigt het percentage van de materiaaldikte waar er geen rek of samendrukking is, in wezen de neutrale as. De K-factor varieert afhankelijk van het materiaaltype en de materiaaleigenschappen.
De buigtoeslag (BA) kan worden berekend met de formule:
of
waarbij (0,017453) (π/180) is en (0,0078) (π /180) x K) - factor.
Deze variabelen zijn essentieel voor het nauwkeurig bepalen van de buigtoeslag, wat cruciaal is voor nauwkeurige plaatbewerking.
Kan de formule voor buigtoeslag variëren op basis van het materiaaltype?
Ja, de formule voor buigtoeslag kan aanzienlijk variëren op basis van het materiaaltype en andere factoren zoals materiaaldikte, buighoek en het specifieke buigproces.
De K-factor, een kritische component van de formule voor buigtoeslag, vertegenwoordigt de verplaatsing van de theoretische neutrale as tijdens het buigen en varieert afhankelijk van het materiaal. Voor zacht koudgewalst staal wordt bijvoorbeeld meestal een K-factor rond 0,446 gebruikt, terwijl andere materialen zoals roestvrij staal en aluminium andere K-factoren hebben vanwege hun unieke eigenschappen en buiggedrag.
De formule voor de buigtoeslag houdt ook rekening met de materiaaldikte en de buighoek, die per materiaal kunnen verschillen. Een algemene vorm van de formule voor buigtoeslag is:
waar:
( \theta ) is de buighoek,
( r ) is de inwendige straal,
( K ) is de K-factor,
( T ) is de materiaaldikte.
Verschillende materialen hebben verschillende eigenschappen zoals elasticiteit, treksterkte en korrelrichting die hun buiggedrag beïnvloeden. Aluminium buigt bijvoorbeeld gemakkelijker dan staal, waardoor aanpassingen in de berekening van de buigtoeslag nodig zijn. Bovendien kan het buigen van een metaal langs de vezelrichting meer kracht en een andere buigtoeslag vereisen dan het buigen dwars op de vezelrichting.
Er moet ook rekening worden gehouden met de neiging van het materiaal om terug te veren na het buigen, bekend als terugvering. Hierbij wordt het materiaal iets overgebogen om rekening te houden met elastisch herstel, dat wordt beïnvloed door het materiaaltype en de eigenschappen ervan.
Samengevat moet de formule voor buigtoeslag worden afgestemd op het specifieke materiaal dat wordt gebruikt, rekening houdend met de unieke eigenschappen, dikte en het buigproces.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe plaatwerkonderdelen worden ontworpen en met precisie worden vervaardigd? In deze blogpost duiken we in de fascinerende wereld van de buigtoeslag - een cruciaal...
Heb je ooit geworsteld met het berekenen van de juiste buigtoeslag voor je plaatwerkprojecten? In deze blogpost duiken we in de wereld van de buigtoeslagen en onderzoeken we hoe...
Heb je je ooit afgevraagd waarom je plaatwerkprojecten niet altijd perfect in elkaar passen? De sleutel ligt in het begrijpen van de buigtoeslag. Dit concept zorgt voor nauwkeurig buigen en vermindert materiaalverspilling. In deze...
Heb je je ooit afgevraagd hoe plaatwerkontwerpers de nauwkeurigheid van hun ontwerpen garanderen? In deze blogpost duiken we in de fascinerende wereld van plaatontwerp en verkennen we...
Heb je je ooit afgevraagd hoe je nauwkeurig de buigkracht berekent die nodig is voor plaatbewerking? In deze inzichtelijke blogpost verkennen we de fijne kneepjes van het berekenen van buigkracht,...
Heb je je ooit afgevraagd hoe verschillende materialen het buigen van plaatwerk beïnvloeden? In dit inzichtelijke artikel deelt een ervaren werktuigbouwkundig ingenieur zijn expertise over de invloed van materiaalsoorten, dikte en...
In deze blogpost verkennen we de fascinerende wereld van het buigen van lucht en de krachtgrafieken die dit mogelijk maken. Doe met ons mee als we ons verdiepen in de wetenschap achter deze...
Plaatbewerkers en ontwerpers opgelet! Worstel je met het bepalen van de optimale buigradius voor je projecten? Zoek dan niet verder! In deze blogpost duiken we in de...
Heb je je ooit afgevraagd hoe metalen onderdelen in verschillende vormen worden gebogen? In dit fascinerende artikel gaan we dieper in op de kunst en wetenschap van het buigen in metaalstansen. Onze expert...