
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe plaatmetaal wordt omgevormd tot complexe vormen? Buigaftrek, een cruciaal concept in plaatbewerking, heeft de sleutel in handen. In deze blogpost duiken we in de fijne kneepjes van buigverkleining en verkennen we de formules, rekenmachines en praktische toepassingen. Ontdek samen met ons de geheimen achter het maken van nauwkeurige en mooie plaatwerkonderdelen.

De buigvermindering wordt ook wel de "back-off amount" genoemd. Het is een eenvoudig algoritme dat wordt gebruikt om het buigproces van plaatmetaal uit te leggen.
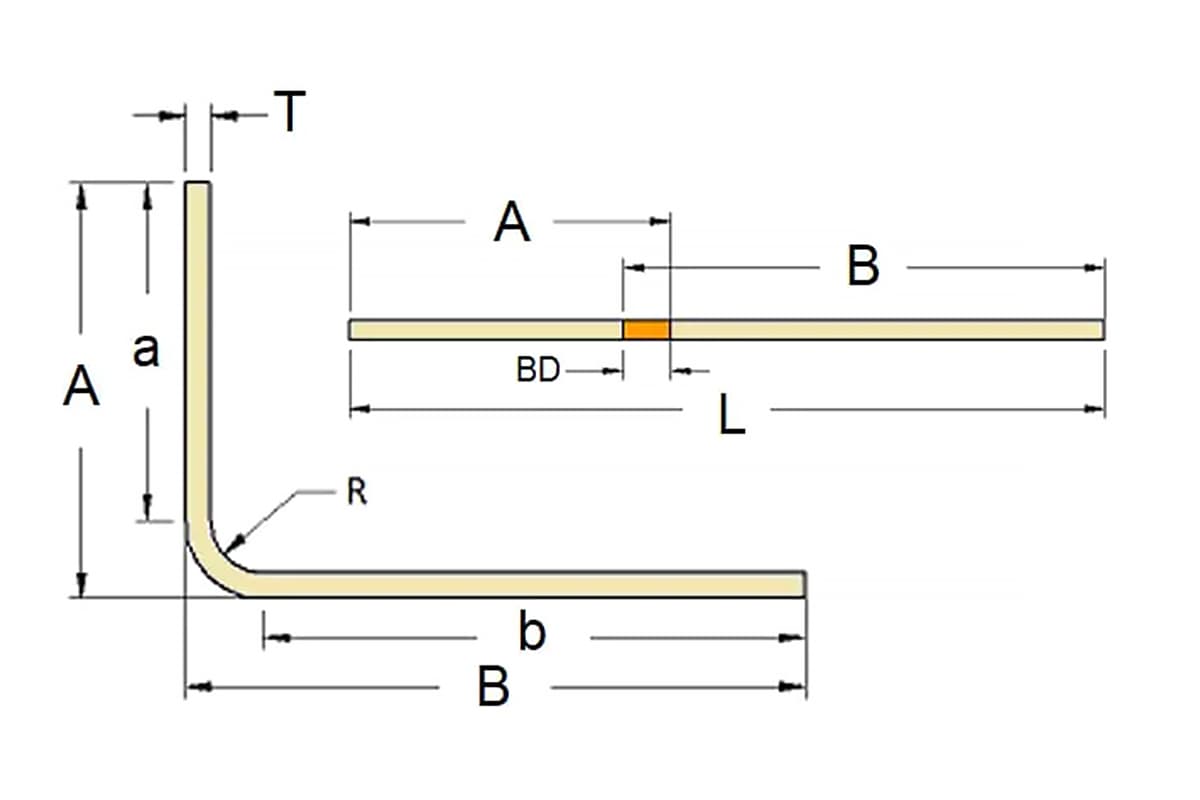
De buigaftrekmethode stelt dat de afgeplatte lengte (L) van een onderdeel gelijk is aan de som van de lengtes van de twee vlakke delen tot aan de "cusp" (het punt waar de twee vlakke delen elkaar virtueel snijden) minus de buigaftrek (BD).

Verwante rekenmachines:
Hoe bereken je de buigaftrekcoëfficiënt bij plaatbewerking?
De buigaftrek in plaatbewerking is een term die wordt gebruikt in de instelparameters van Solidworks en is ook een formule die al vele jaren wordt gebruikt in plaatwerkplaatsen. Laten we eens kijken naar de berekeningsformule in Solidworks.
Lt = A + B - BD
Waar:
De buigaftrek in Solidworks wordt alleen gebruikt voor het berekenen van 90-graden bochten in plaatwerk.
Het kan echter ook gebruikt worden voor de berekening van plaatwerk dat niet in 90 graden uitklapt, maar dan moet de aftrekwaarde voor buigen buiten 90 graden gebruikt worden volgens de tabel met buigcoëfficiënten.
Elke fabrikant heeft een andere tabel en er kunnen fouten in zitten. Sommige plaatwerkfabrieken gebruiken niet vaak buigingen die niet in een hoek van 90 graden liggen.
Vandaag zal ik voornamelijk de mij bekende berekeningsmethode van de buigaftrek voor 90-graden buiging delen.
Vandaag zal ik de mij bekende berekeningsmethode voor de buigaftrek van 90-graden delen.
Er zijn ruwweg drie algoritmen voor het berekenen van buigaftrek:
Plaatwerkfabrieken gebruiken over het algemeen 1,7 keer de dikte van het materiaal als de buigaftrek, wat de eenvoudigste berekeningsmethode is voor het ontvouwen van plaatwerk.
Het is echter niet erg nauwkeurig. Als de vereiste nauwkeurigheid niet hoog is in plaatbewerkingkan het direct worden gebruikt.
Verschillende materialen kunnen ook verschillende waarden hebben; aluminiumplaten kan worden berekend op basis van 1,6 keer de dikte van het materiaal, terwijl roestvrijstalen platen kunnen worden berekend op basis van 1,8 keer de dikte van het materiaal.
Deze formule voor het berekenen van buigaftrek is samengevat door de productie van plaatmetaal industrie al lange tijd en is ook een ruwe berekeningsmethode.
De theoretische uitleg van deze rekenformule is: Plaatuitvouwen = Lengte A + Lengte B - 2 keer de dikte van het materiaal + 1/3 van de dikte van de rekcoëfficiënt van het materiaal.
De berekening begint met het optellen van de lengtes van de kortste rechte lijn en de rekfactor. Aangenomen wordt dat het plaatmetaal uitrekt tijdens het buigproces.
Deze formule is ontleend aan een online tijdschriftartikel. Het kenmerk is dat het rekening houdt met de invloed van de breedte van de onderste matrijs op de buigingsaftrek.
De testgegevens zijn afgeleid van experimenten met koolstofstalen platen en de nauwkeurigheid van het gebruik voor andere materialen is onbekend. Ik heb deze formule gebruikt voor de uitgevouwen berekening van een eenmalige gebogen aluminium plaat met een sleufbreedte van 4 keer de dikte van het materiaal, en de resulterende numerieke waarde was relatief nauwkeurig. Deze formule is zeer nauwkeurig voor uitgevouwen berekeningen van koolstofstalen platen.
Uitleg: t is de werkelijke dikte van het plaatmetaal en de nominale dikte mag niet worden gebruikt voor de berekening. De bovenstaande twee methoden hebben ruwe berekeningen en zijn niet strikt wat betreft de diktevereisten. Deze formule moet worden berekend op basis van de werkelijke dikte, gemeten met een schuifmaat.
V is de breedte van de sleuf in de onderste matrijs tijdens het buigen. Over het algemeen wordt 6-8 keer de dikte van het materiaal genomen als sleufbreedte. De werkelijk gebruikte hoeveelheid wordt berekend aan de hand van het werkelijke gebruik, bijvoorbeeld: 10 ondermatrijzen buigen voor 1,5.
Er zijn veel methoden voor het berekenen van buigaftrek, waaronder formules gebaseerd op de neutrale laagtheorie. Deze formule is niet geschikt voor de werkelijke verwerking van plaatwerk, dus wordt ze hier niet genoemd.
De bovenstaande drie methoden zijn de meest praktische en eenvoudigste methoden voor het berekenen van het buigen of ontvouwen van plaatwerk die geschikt zijn voor plaatwerkfabrieken.
| V | Matrijsbreedte w | Buigradius | T | 30° | 45° | 60° | 90° | 120° | 150° | 180° | 90°dubbele bocht buitenlaag | Minimale buiggrootte H | Minimumgrootte van Z-bocht (Z) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 8.0 | 12.0 | R1 | 0.6 | 0.2 | 0.5 | 0.9 | 1.0 | 0.7 | 0.2 | 0.3 | 1.9 | 6.0 | 10.0 |
| 0.8 | 0.3 | 0.6 | 1.0 | 1.6 | 0.8 | 0.3 | 0.4 | 2.2 | |||||
| 1 | 0.3 | 0.7 | 1.1 | 1.7 | 0.9 | 0.3 | 0.5 | 2.5 | |||||
| 1.2 | 0.4 | 0.8 | 1.3 | 2.2 | 1.1 | 0.4 | 0.6 | 2.8 | |||||
| R2 | 0.6 | 0.2 | 0.5 | 0.9 | 1.6 | 0.7 | 0.2 | 0.3 | 1.9 | ||||
| 0.8 | 0.3 | 0.6 | 1.2 | 1.8 | 0.8 | 0.3 | 0.4 | 2.2 | |||||
| 1 | 0.3 | 0.7 | 1.2 | 2.0 | 0.9 | 0.3 | 0.5 | 2.5 | |||||
| 1.2 | 0.4 | 0.8 | 1.4 | 2.3 | 1.1 | 0.4 | 0.6 | 2.8 | |||||
| 10.0 | 14.0 | R1 | 1.5 | 0.7 | 1.2 | 1.6 | 2.5 | 1.3 | 0.5 | 0.7 | 3.2 | 7.0 | 11.0 |
| R2 | 1.5 | 0.6 | 1.0 | 1.5 | 2.7 | 1.3 | 0.5 | 0.7 | 3.5 | ||||
| 12.0 | 16.0 | R1 | 2 | 0.6 | 1.3 | 2.0 | 3.4 | 1.7 | 0.6 | 0.9 | 4.4 | 8.5 | 13.0 |
| R2 | 2 | 0.9 | 1.4 | 2.0 | 3.6 | 1.7 | 0.6 | 0.9 | 4.5 | ||||
| 16.0 | 26.0 | R1 | 2.5 | 0.7 | 1.5 | 2.4 | 4.3 | 2.2 | 0.8 | 1.1 | 5.6 | 12.0 | 20.0 |
| 3 | 0.8 | 1.7 | 2.8 | 5.1 | 2.8 | 0.8 | 1.3 | 5.8 | |||||
| R2 | 2.5 | 0.8 | 1.6 | 2.5 | 4.8 | 2.3 | 0.9 | 1.1 | 6.2 | ||||
| 3 | 1.0 | 2.0 | 3.0 | 5.2 | 2.8 | 1.0 | 1.3 | 6.4 | |||||
| 22.0 | 32.5 | R1 | 4 | 1.0 | 2.4 | 3.5 | 6.5 | 3.3 | 1.1 | 16.0 | 26.0 | ||
| R2 | 4 | 1.2 | 2.6 | 4.0 | 6.8 | 3.5 | 1.1 | ||||||
| 32.0 | 50.0 | R1 | 5 | 1.2 | 3.2 | 4.8 | 8.6 | 4.6 | 1.4 | 24.0 | 38.0 | ||
| 6 | 1.5 | 3.5 | 4.5 | 9.5 | 5.0 | 1.8 | |||||||
| R2 | 5 | 1.5 | 3.4 | 5.0 | 8.8 | 4.5 | 1.6 | ||||||
| 6 | 1.8 | 3.8 | 5.5 | 9.8 | 5.2 | 2.0 |

Uitleg:
| Formule | 0.2t | 0.4t | 0.6t | 0.8t | 1.0t | 1.2t | 1.4t | 1.6t |
| Hoek | 155-165° | 145-155° | 135-145° | 125-135° | 115-125° | 105-115° | 95-105° | 85-95° |
| Dikte (t) | 15-25° | 25-35° | 35-45° | 45-55° | 55-65° | 65-75° | 75-85° | |
| 0.5 | 0.10 | 0.20 | 0.30 | 0.40 | 0.50 | 0.60 | 0.70 | 0.80 |
| 0.6 | 0.12 | 0.24 | 0.36 | 0.48 | 0.60 | 0.72 | 0.84 | 0.96 |
| 0.8 | 0.16 | 0.32 | 0.48 | 0.64 | 0.80 | 0.96 | 1.12 | 1.28 |
| 1.0 | 0.20 | 0.40 | 0.60 | 0.80 | 1.00 | 1.20 | 1.40 | 1.60 |
| 1.2 | 0.24 | 0.48 | 0.72 | 0.96 | 1.20 | 1.44 | 1.68 | 1.92 |
| 1.5 | 0.30 | 0.60 | 0.90 | 1.20 | 1.50 | 1.80 | 2.10 | 2.40 |
| 2.0 | 0.40 | 0.80 | 1.20 | 1.60 | 2.00 | 2.40 | 2.80 | 3.20 |
| 2.5 | 0.50 | 1.00 | 1.50 | 2.00 | 2.50 | 3.00 | 3.50 | 4.00 |
| 3.0 | 0.60 | 1.20 | 1.80 | 2.40 | 3.00 | 3.60 | 4.20 | 4.80 |
| 4.0 | 0.80 | 1.60 | 2.40 | 3.20 | 4.00 | 4.80 | 5.60 | 6.40 |
| 4.5 | 0.90 | 1.80 | 2.70 | 3.60 | 4.50 | 5.40 | 6.30 | 7.20 |
| 5.0 | 1.00 | 2.00 | 3.00 | 4.00 | 5.00 | 6.00 | 7.00 | 8.00 |
| 6.0 | 1.20 | 2.40 | 3.60 | 4.80 | 6.00 | 7.20 | 8.40 | 9.60 |
| Formule | 0.3t | 0.5t | 0.7t | 0.9t | 1.1t | 1.3t | 1.5t | 1.7t |
| Hoek | 155-165° | 145-155° | 135-145° | 125-135° | 115-125° | 105-115° | 95-105° | 85-95° |
| Dikte (t) | 15-25° | 25-35° | 35-45° | 45-55° | 55-65° | 65-75° | 75-85° | |
| 0.5 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 |
| 0.6 | 0.18 | 0.30 | 0.42 | 0.54 | 0.66 | 0.78 | 0.90 | 1.02 |
| 0.8 | 0.24 | 0.40 | 0.56 | 0.72 | 0.88 | 1.04 | 1.20 | 1.36 |
| 1.0 | 0.30 | 0.50 | 0.70 | 0.90 | 1.10 | 1.30 | 1.50 | 1.70 |
| 1.2 | 0.36 | 0.60 | 0.84 | 1.08 | 1.32 | 1.56 | 1.80 | 2.04 |
| 1.5 | 0.45 | 0.75 | 1.05 | 1.35 | 1.65 | 1.95 | 2.25 | 2.55 |
| 2.0 | 0.60 | 1.00 | 1.40 | 1.80 | 2.20 | 2.60 | 3.00 | 3.40 |
| 2.5 | 0.75 | 1.25 | 1.75 | 2.25 | 2.75 | 3.25 | 3.75 | 4.25 |
| 3.0 | 0.90 | 1.50 | 2.10 | 2.70 | 3.30 | 3.90 | 4.50 | 5.10 |
| 4.0 | 1.20 | 2.00 | 2.80 | 3.60 | 4.40 | 5.20 | 6.00 | 6.80 |
| 4.5 | 1.35 | 2.25 | 3.15 | 4.05 | 4.95 | 5.85 | 6.75 | 7.65 |
| 5.0 | 1.50 | 2.50 | 3.50 | 4.50 | 5.50 | 6.50 | 7.50 | 8.50 |
| 6.0 | 1.80 | 3.00 | 4.20 | 5.40 | 6.60 | 7.80 | 9.00 | 10.20 |
| Nee. | Hoek /Dikte | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 |
| 1 | 0 | 3.00 | 3.60 | 4.00 | 5.00 | 7.00 | 8.40 | 10.00 | 14.00 | 20.00 |
| 2 | 5 | 2.92 | 3.50 | 3.89 | 4.86 | 6.81 | 8.17 | 9.72 | 13.61 | 19.44 |
| 3 | 10 | 2.83 | 3.40 | 3.78 | 4.72 | 6.61 | 7.93 | 9.44 | 13.22 | 18.89 |
| 4 | 15 | 2.75 | 3.30 | 3.67 | 4.58 | 6.42 | 7.70 | 9.17 | 12.83 | 18.33 |
| 5 | 20 | 2.67 | 3.20 | 3.56 | 4.44 | 6.22 | 7.47 | 8.89 | 12.44 | 17.78 |
| 6 | 25 | 2.58 | 3.10 | 3.44 | 4.31 | 6.03 | 7.23 | 8.61 | 12.06 | 17.22 |
| 7 | 30 | 2.50 | 3.00 | 3.33 | 4.17 | 5.83 | 7.00 | 8.33 | 11.67 | 16.67 |
| 8 | 35 | 2.42 | 2.90 | 3.22 | 4.03 | 5.64 | 6.77 | 8.06 | 11.28 | 16.11 |
| 9 | 40 | 2.33 | 2.80 | 3.11 | 3.89 | 5.44 | 6.53 | 7.78 | 10.89 | 15.56 |
| 10 | 45 | 2.25 | 2.70 | 3.00 | 3.75 | 5.25 | 6.30 | 7.50 | 10.50 | 15.00 |
| 11 | 50 | 2.17 | 2.60 | 2.89 | 3.61 | 5.06 | 6.07 | 7.22 | 10.11 | 14.44 |
| 12 | 55 | 2.08 | 2.50 | 2.78 | 3.47 | 4.86 | 5.83 | 6.94 | 9.72 | 13.89 |
| 13 | 60 | 2.00 | 2.40 | 2.67 | 3.33 | 4.67 | 5.60 | 6.67 | 9.33 | 13.33 |
| 14 | 65 | 1.92 | 2.30 | 2.56 | 3.19 | 4.47 | 5.37 | 6.39 | 8.94 | 12.78 |
| 15 | 70 | 1.83 | 2.20 | 2.44 | 3.06 | 4.28 | 5.13 | 6.11 | 8.56 | 12.22 |
| 16 | 75 | 1.75 | 2.10 | 2.33 | 2.92 | 4.08 | 4.90 | 5.83 | 8.17 | 11.67 |
| 17 | 80 | 1.67 | 2.00 | 2.22 | 2.78 | 3.89 | 4.67 | 5.56 | 7.78 | 11.11 |
| 18 | 85 | 1.58 | 1.90 | 2.11 | 2.64 | 3.69 | 4.43 | 5.28 | 7.39 | 10.56 |
| 19 | 90 | 1.50 | 1.80 | 2.00 | 2.50 | 3.50 | 4.20 | 5.00 | 7.00 | 10.00 |
| 20 | 95 | 1.42 | 1.70 | 1.89 | 2.36 | 3.31 | 3.97 | 4.72 | 6.61 | 9.44 |
| 21 | 100 | 1.33 | 1.60 | 1.78 | 2.22 | 3.11 | 3.73 | 4.44 | 6.22 | 8.89 |
| 22 | 105 | 1.25 | 1.50 | 1.67 | 2.08 | 2.92 | 3.50 | 4.17 | 5.83 | 8.33 |
| 23 | 110 | 1.17 | 1.40 | 1.56 | 1.94 | 2.72 | 3.27 | 3.89 | 5.44 | 7.78 |
| 24 | 115 | 1.08 | 1.30 | 1.44 | 1.81 | 2.53 | 3.03 | 3.61 | 5.06 | 7.22 |
| 25 | 120 | 1.00 | 1.20 | 1.33 | 1.67 | 2.33 | 2.80 | 3.33 | 4.67 | 6.67 |
| 26 | 125 | 0.92 | 1.10 | 1.22 | 1.53 | 2.14 | 2.57 | 3.06 | 4.28 | 6.11 |
| 27 | 130 | 0.83 | 1.00 | 1.11 | 1.39 | 1.94 | 2.33 | 2.78 | 3.89 | 5.56 |
| 28 | 135 | 0.75 | 0.90 | 1.00 | 1.25 | 1.75 | 2.10 | 2.50 | 3.50 | 5.00 |
| 29 | 140 | 0.67 | 0.80 | 0.89 | 1.11 | 1.56 | 1.87 | 2.22 | 3.11 | 4.44 |
| 30 | 145 | 0.58 | 0.70 | 0.78 | 0.97 | 1.36 | 1.63 | 1.94 | 2.72 | 3.89 |
| 31 | 150 | 0.50 | 0.60 | 0.67 | 0.83 | 1.17 | 1.40 | 1.67 | 2.33 | 3.33 |
| 32 | 155 | 0.42 | 0.50 | 0.56 | 0.69 | 0.97 | 1.17 | 1.39 | 1.94 | 2.78 |
| 33 | 160 | 0.33 | 0.40 | 0.44 | 0.56 | 0.78 | 0.93 | 1.11 | 1.56 | 2.22 |
| 34 | 165 | 0.25 | 0.30 | 0.33 | 0.42 | 0.58 | 0.70 | 0.83 | 1.17 | 1.67 |
| 35 | 170 | 0.17 | 0.20 | 0.22 | 0.28 | 0.39 | 0.47 | 0.56 | 0.78 | 1.11 |
| 36 | 175 | 0.08 | 0.10 | 0.11 | 0.14 | 0.19 | 0.23 | 0.28 | 0.39 | 0.56 |
| 37 | 180 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
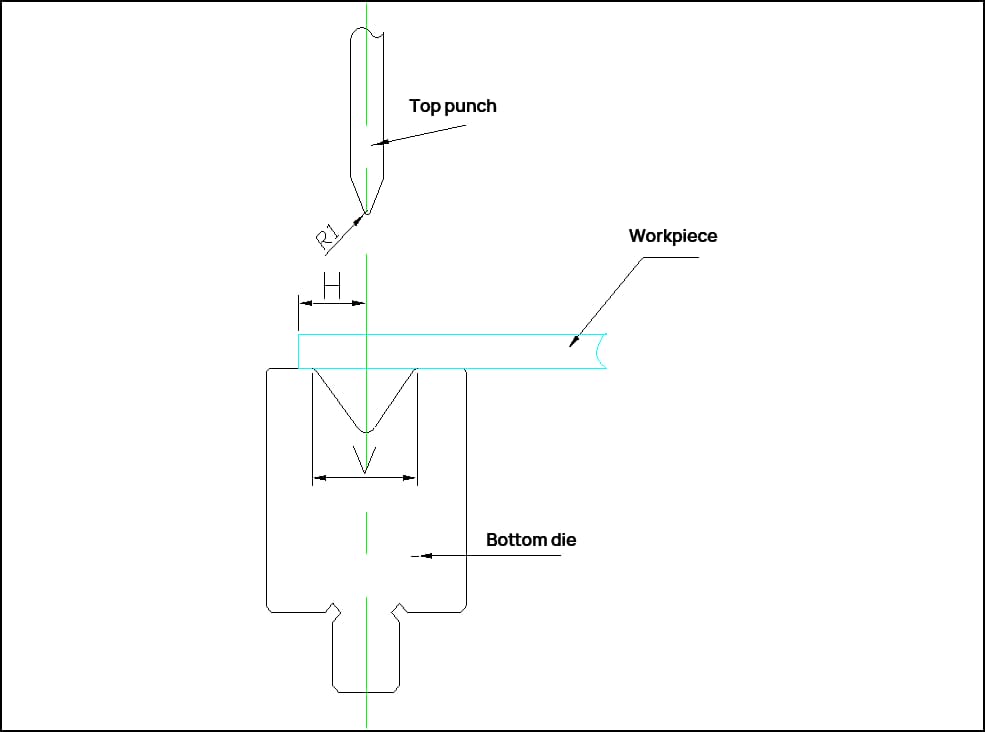
1) De buigaftrektabel is toepasbaar voor plaatbuigprocessen waarbij geen persplaat wordt gebruikt en de plaatbreedte meer dan drie keer de dikte (t) is.
2) Bij het buigen op de buigmachine kunnen berekeningen worden gemaakt aan de hand van deze tabel.
3) Volgens de afmetingen die in het diagram zijn aangegeven, is de berekeningsformule voor de uitgevouwen maat van het gebogen werkstuk als volgt:
L=a+b-y
Waar:
4) Vanwege de vele factoren die van invloed zijn op het buigen van plaatwerk, is deze tabel met aftrekwaarden voor buigen van plaatwerk alleen bedoeld als referentie.
De maatnauwkeurigheid van gebogen werkstukken hangt samen met de positienauwkeurigheid van de achteraanslag van de afkantpers en de nauwkeurigheid van de plaat. metalen snijmachine. Het gebruik van betrouwbare machines voor zowel snij- als buigprocessen kan deze problemen aanpakken.
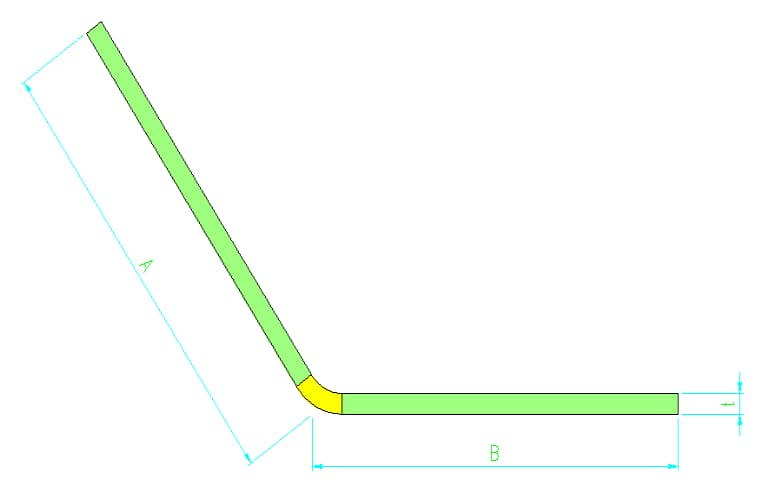
Een kritieke factor die de maatnauwkeurigheid van gebogen werkstukken beïnvloedt, is de nauwkeurigheid van de ontwikkeling van het vlakke patroon van de plaat. Wanneer een vlakke plaat wordt gebogen tot een werkstuk met een specifieke hoek, dan blijkt uit het meten van de afmetingen van het gebogen werkstuk dat deze niet gelijk zijn aan de afmetingen van de vlakke plaat, zoals te zien is in de afbeelding.
Dit verschil staat bekend als de buigingsaftrek.
Als de afbuiging onnauwkeurig is, zal de maat van het vlakke patroon onnauwkeurig zijn en ongeacht de nauwkeurigheid van de daaropvolgende bewerkingen, zal het uiteindelijke werkstuk niet voldoen aan de vereiste maatnauwkeurigheid.

De buigaftrek is complex en een rudimentaire methode is om gewoon tweemaal de materiaaldikte te gebruiken.
Deze benadering is echter vrij grof. Een meer verfijnde methode is het toepassen van de theorie van de neutrale as uit de DIN 6935 norm, waarbij een factor 'k' wordt berekend en gecombineerd met de dikte en hoek van de te buigen plaat.
Deze formule geeft een nauwkeuriger buigaftrek. Maar zelfs de buigaftrek berekend volgens de neutrale as theorie uit DIN 6935 kan niet nauwkeurig genoeg zijn, omdat de werkelijke aftrek ook afhankelijk is van de eigenschappen van het materiaal, de dikte, de buighoeken het gebruikte gereedschap.
Verschillende materialen, diktes en berekeningsmethoden leveren verschillende buigverminderingen op, zoals weergegeven in de onderstaande tabel.
Tabel Aftrekwaarde voor buigafmetingen die overeenkomen met verschillende materialen, diktes en methodes
| Plaatdikte S/mm | Die | Materiaal | -S × 2 | DIN6935 | Database |
| 1.5 | V12/78 | DC04 | -3.00 | -3.00 | -2.90 |
| 1.5 | V08/78 | DC04 | -3.00 | -2.80 | -2.70 |
| 1.5 | V1278 | X5HN1810 | -3.00 | -3.00 | -3.10 |
| 4 | V24/78 | S235JRG2 | -8.00 | -7.60 | -7.09 |
| 4 | V30/78 | S235JRG2 | -8.00 | -7.57 | -7.26 |
| 4 | V24/78 | X5HN1810 | -8.00 | -8.01 | -7.57 |
| 4 | V30/78 | X5HN1810 | -8.00 | -7.90 | -8.01 |
| 6 | V30/78 | S235JRG2 | -12.00 | -11.20 | -10.35 |
| 6 | V4078 | S235JRG2 | -12.00 | -11.60 | -10.62 |
| 6 | V30/78 | X5HN1810 | -12.00 | -11.20 | -10.89 |
| 6 | V4078 | X5HN1810 | -12.00 | -11.60 | -11.60 |
Bijvoorbeeld, voor een 4 mm dikke S235JRG2 plaat met een V30 ondermatrijs, varieert de buigaftrek per methode: tweemaal de materiaaldikte resulteert in 8 mm, de DIN 6935 formule geeft 7,57 mm en de database empirische waarde geeft 7,26 mm.
Er zijn verschillen tussen de methoden, die nog groter worden als werkstukken meerdere bochten nodig hebben, wat leidt tot grotere cumulatieve afwijkingen. De empirische waarden uit de database zijn afgeleid van uitgebreide praktijktesten en worden opgeslagen in de database, waardoor de grootst mogelijke nauwkeurigheid wordt verkregen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











