
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Een smal en lang werkstuk wordt gekenmerkt door een grote lengte-breedteverhouding en wordt tijdens het buigen gepositioneerd met behulp van de korte kant. Het veelvoorkomende probleem van werkstukken die buiten tolerantie vallen, wordt vaak veroorzaakt door de beperkte contactgrootte tussen de positioneerrand van het werkstuk en de terugloopblokkering van de afkantpers. Dit [...]

Een smal en lang werkstuk wordt gekenmerkt door een grote lengte/breedte-verhouding en wordt tijdens het buigen met de korte kant gepositioneerd.
Het veelvoorkomende probleem van werkstukken die buiten tolerantie vallen, wordt vaak veroorzaakt door de beperkte contactgrootte tussen de positioneerrand van het werkstuk en de terugloopblokkering van de afkantpers.
Dit artikel introduceert een gereedschapstructuur die ontworpen is om het buigen en positioneren van smalle en lange werkstukken te optimaliseren, waarbij de uitdagingen van moeilijke positionering en lage precisie effectief worden aangepakt.
Met de vooruitgang in de vervormingstechnologie van plaatmetaal is de CNC afkantpers een cruciale productiemachine geworden voor het koud vervormen van plaatmetaal, die veel gebruikt wordt in de plaatverwerkende industrie.
Voor de veiligheid en het gemak zijn de meeste afkantpersen Gebruik momenteel achteraanslagvingers als positioneerapparaat. Na eenvoudige programmering kunnen de achteraanslagkoppeling, enkele actie en andere functies worden bereikt, zodat wordt voldaan aan de verwerkingseisen voor buigonderdelen van verschillende vormen.
De achteraanslagpositionering die bij CNC-afkantpersen wordt gebruikt, heeft echter ook zijn beperkingen. Wanneer de breedte van de positioneerrand van het te bewerken werkstuk te smal is (zoals bij een smal en lang werkstuk), leidt de beperkte contactgrootte tussen het werkstuk en de achteraanslagvinger tot problemen zoals een onnauwkeurige positioneergrootte, een afwijkende buigpositie en ontwerp buigen lijn, wat resulteert in producten van slechte kwaliteit, veelvuldig herbewerken en repareren, en aanzienlijke verspilling van materialen, energie en arbeid.
In de productie is het vaak nodig om een werkstuk (staalplaat) in een specifieke hoek te buigen, waarbij de buigradius in de buigpositie klein is.
Dit proces staat bekend als buigen.
Buigen is het proces waarbij een stempel en matrijs worden gebruikt om een externe kracht uit te oefenen op de plaatmetaalHet in een specifieke hoek of vorm gieten.
De buigvervorming van het werkstuk is verdeeld in verschillende fasen.
Aanvankelijk bevindt het materiaal zich in een toestand van vrije buiging.
Terwijl de bovenste pons naar beneden wordt gedrukt, komt het materiaal geleidelijk dichter bij het oppervlak van de onderste matrijs.
Als de pons vervolgens blijft drukken, wordt het buiggebied van het materiaal kleiner totdat het op drie punten contact maakt met de pons.
Wanneer de pons het laagste punt van zijn slag bereikt, is het materiaal volledig in contact met de pons.
Tijdens vrije buiging worden de binnenste vezels van het materiaal korter door langscompressie en de buitenste vezels langer door langsspanning, wat resulteert in dwarse verkorting door constant volume tijdens plastische vervorming.
Daarom zal bij werkstukken met een smalle breedte de dwarsdoorsnede er na het buigen enigszins waaiervormig uitzien.
Voor werkstukken van brede platen zal de buigdoorsnede geen merkbare vervorming vertonen.
De CNC afkantpers maakt meestal gebruik van aanslagvingers om het werkstuk te positioneren.
Het basisprincipe is dat voor het buigen een buigprogramma wordt voorbereid en de vorm van het werkstuk wordt ingevoerd in de machinebesturing. De machine berekent dan de buiglijnpositie van het werkstuk en de CNC-systeem stuurt de servomotor aan om de twee achteraanslagen via de zeer nauwkeurige geleideschroef naar de vereiste positie voor de buigpositionering te verplaatsen.
De operator hoeft alleen de positioneerrand van het werkstuk uit te lijnen met de aanslagvinger van de afkantpers om het positioneerproces te voltooien.
Op dit punt geeft de middellijn van de onderste matrijs van de afkantpers de positie van het werkstuk weer. buiglijn.
De positioneerstatus van het werkstuk wordt geïllustreerd in afbeelding 1.

Fig. 1 Werkstuk positioneren
Tijdens het productieproces werd ontdekt dat het gebruik van de typische achteraanslagpositionering die door de huidige buigmachine wordt gebruikt, tot problemen kan leiden bij het uitlijnen van het werkstuk met de achteraanslag als de positioneerrand tussen het werkstuk en de achteraanslag te kort is.
Zoals geïllustreerd in Figuur 2, kan een kleine links-rechts verschuiving van het werkstuk een onjuiste positionering veroorzaken, wat resulteert in ofwel het wegschrapen van het werkstuk met een te hoge tolerantie of een ongelijke randafmeting tijdens het buigen.
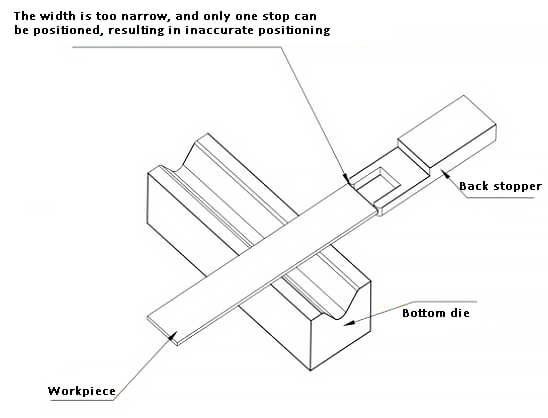
Fig. 2 Positionering van smal en lang werkstuk
Operators moeten het werkstuk herhaaldelijk uitlijnen om het gewenste primaire vormgevingseffect te bereiken, maar dit leidt vaak tot ondermaatse resultaten en heeft een aanzienlijke negatieve invloed op zowel de productie-efficiëntie als de productkwaliteit.
Gezien de beperkingen van het positioneerapparaat van de CNC afkantpers, is er een nieuw positioneeroptimalisatieapparaat ontworpen dat is afgebeeld in Figuur 3.

Fig. 3 Apparaat voor optimalisatie van positionering
De achterplaat wordt gebruikt om aan de zijkant van de onderste matrijs van de buigmachine te sluiten. Het beweegbare vergrendelblok wordt samen gebruikt om het apparaat stevig vast te zetten op de onderste matrijs van de buigmachine. De voorplaat dient als locatie voor de schroefinstallatie en de borgschroef zet het beweegbare borgblok vast op de onderste matrijs. De positionerende bovenplaat wordt gebruikt om het werkstuk te positioneren.
Om het bovengenoemde apparaat voor optimalisatie van de positionering te gebruiken, moet het eerst worden uitgelijnd en vastgeklemd op de ondermatrijs van de buigmachine en moet de toestand worden gecontroleerd met een hoekmeter.
Bij het positioneren van het werkstuk moet het uiteinde van het werkstuk dicht bij de achteraanslag van de buigmachine worden geplaatst, terwijl de zijkant van het werkstuk moet worden gepositioneerd met behulp van het positioneringsoptimalisatieapparaat, wat resulteert in een nauwkeurige en stabiele positionering van het werkstuk, zoals geïllustreerd in Figuur 4.

Fig. 4 Afstemming van achterste bevestigingsmateriaal en hulppositioneringsapparaat
(1) Verbeterde productie-efficiëntie:
Vóór het gebruik van dit apparaat moesten smalle en lange werkstukken vaak herhaaldelijk worden gemeten om een nauwkeurige positionering te garanderen, wat tot grote fouten leidde. Met dit apparaat kan de operator het te bewerken werkstuk echter eenvoudig lokaliseren, waardoor de productie-efficiëntie aanzienlijk verbetert en de productie- en verwerkingstijd voor een enkel werkstuk met meer dan de helft wordt verkort.
(2) Verbeterde productkwaliteit:
Voordat dit gereedschap werd geïmplementeerd, bleef het aantal defecten bij smalle en lange werkstukken hoog en waren er problemen zoals schrapen met een te hoge tolerantie en ongelijkmatige randafmetingen. Met het gebruik van het optimalisatiegereedschap komen deze problemen, veroorzaakt door onnauwkeurige positionering tijdens het buigen, echter niet meer voor, wat leidt tot een aanzienlijke verbetering van de productkwaliteit.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











