
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd waarom je plaatwerk buigingen niet worden zoals verwacht? Als je de kunst van het kantpersen onder de knie hebt, moet je de nuances begrijpen die je werk kunnen maken of breken. Dit artikel geeft zeven deskundige tips om de precisie te verbeteren, vervorming te voorkomen en consistente resultaten te garanderen. Door deze richtlijnen te volgen, verbeter je je buigtechnieken en bereik je telkens weer buigingen van professionele kwaliteit. Duik in het artikel voor praktisch advies en oplossingen voor veelvoorkomende buigproblemen.
(1) Na het buigen van het plaatmetaal aan beide zijden van de hoek, zal er metaalmateriaal uitsteken als gevolg van extrusie. Dit leidt tot een grotere breedte in vergelijking met de oorspronkelijke maat, en de uitstekende grootte is afhankelijk van de dikte van het gebruikte materiaal. Hoe dikker het materiaal, hoe groter het uitstekende punt.
Om dit fenomeen te voorkomen, kan aan beide zijden van de buiglijn van tevoren. De diameter van de halve cirkel moet bij voorkeur 1,5 keer de dikte van het materiaal zijn.
Dezelfde methode wordt toegepast bij het terugvouwen van restmateriaal.

(2) Bij gebruik van een afkantpers om plaatstaal te buigen, is de inwendige R-hoek bij voorkeur groter dan of gelijk aan 1/2 van de materiaaldikte.
Als de R-hoek in eerste instantie niet wordt gemaakt, zal de rechte hoek na meerdere stoten geleidelijk verdwijnen en zal de R-hoek zich op natuurlijke wijze vormen. Daarna zal de lengte van één of beide zijden van de R-hoek iets langer worden.

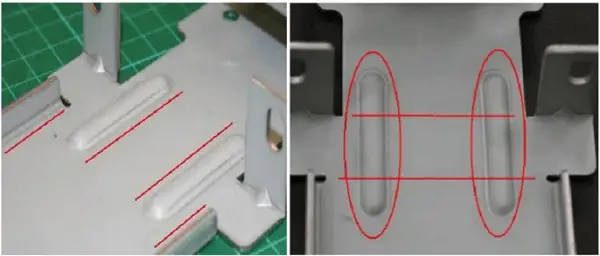
(3) Plaatstaal vervormt gemakkelijk wanneer het gebogen wordt.
Om vervorming te voorkomen, kan een gepaste hoeveelheid versterkingsribben van 45 graden worden toegevoegd aan de bochten om hun sterkte te verhogen zonder andere onderdelen te hinderen.

(4) Over het algemeen is het moeilijk om de rechtheid van een smal en langwerpig plaatwerkonderdeel en is gevoelig voor vervorming onder spanning. Om de sterkte en rechtheid te behouden, kan één kant worden gevouwen tot een L-vorm of kunnen twee kanten worden gevouwen tot een 冂-vorm.
Vaak is het echter niet mogelijk om de L- en 冂-vormen van begin tot eind met elkaar te verbinden. Dus wat te doen als ze onderbroken worden door bepaalde factoren?
In zulke gevallen kan het toevoegen van een geschikte hoeveelheid ribben helpen om de sterkte van het plaatwerkonderdeel te verhogen.
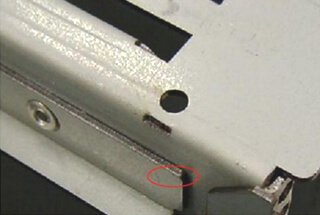
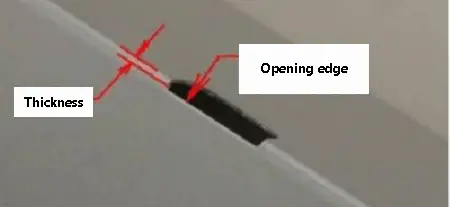
(5) Het is het beste om smalle openingen in de bocht te hebben tussen het vlakke oppervlak en het buigoppervlak, of de rand van de opening moet teruggetrokken worden na het buigen, anders kunnen er bramen ontstaan.
De breedte van de opening moet minstens 1,5 keer zo groot zijn als de dikte van de plaat.
Daarnaast is het essentieel om de R-hoek te markeren bij het maken van tekeningen en nalatigheid of luiheid in dit opzicht te vermijden.
Rechthoekige of scherphoekige mannelijke en vrouwelijke mallen zijn gevoelig voor scheuren, wat in de toekomst kan leiden tot extra kosten voor ophanging en reparaties.

(6) Tenzij er een specifieke eis is voor een hoek van 90 graden, verwerk dan de hoek van de metalen plaat tot een geschikte R-hoek.
Een rechte hoek op de rand van de metalen plaat kan scherpe punten creëren die personeel kunnen snijden.
De rechthoekige punt van de matrijs is gevoelig voor scheuren door spanningsconcentratie.
De punt van de bovenstempel is ook gevoelig voor barsten, wat leidt tot reparatie van de matrijs en productievertragingen.
Bovendien zal de R-hoek na verloop van tijd slijten, zelfs als de mal niet barst, wat leidt tot bramen op het product en defecte artikelen.

(7) Rand buigen
Er zijn twee soorten buigen: unilateraal en bilateraal. Voor een grotere nauwkeurigheid is het aan te raden om bilaterale buigingen te gebruiken, omdat deze een betere nauwkeurigheid bieden.
Het is raadzaam om ervoor te zorgen dat de hoogte van de gevouwen rand groter is dan 3 mm (met een tolerantie van T: 1,0 ~ 1,2 mm), omdat onvoldoende klemming afmetingen kan leiden tot onstabiele afmetingen.

Zorg er bij het vouwen van randen voor dat de delen aan de zijwanden of interne uitsteeksels niet te dicht bij het bodemoppervlak zitten. Het wordt aanbevolen om een afstand van meer dan 10 mm aan te houden. De reden hiervoor is dat als de afstand te klein is, de buigradius van de hoeken onder de uitsteeksels zal groter zijn dan de straal van de linker- en rechterkant, omdat er geen pons is.
Dit kan resulteren in een onregelmatige vorm, wat het algehele uiterlijk beïnvloedt. Daarom is het cruciaal om een consistente R-hoek te behouden tijdens het vouwproces.
Oplossing:
Op de vouwlijn kan een geschikte inkeping worden gemaakt voordat deze wordt gebogen, wat het uiterlijk ten goede komt.

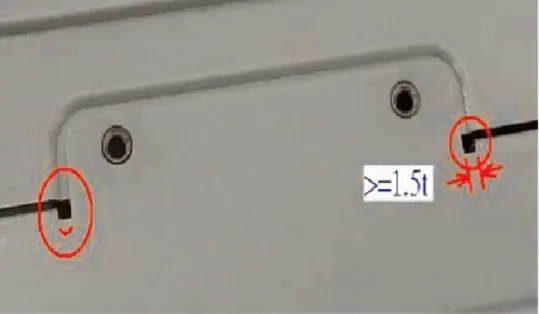
Bij het vouwen van de randen is het belangrijk dat de openingen in de zijwanden niet te dicht bij het bodemoppervlak zitten. Idealiter moet er een afstand van 3 mm of meer tussen zitten om vervorming van de openingen tijdens het buigen te voorkomen.
Oplossing
Voorafgaand aan het buigen wordt er een lang gat met een lengte gelijk aan 1,5 keer de dikte van het materiaal geponst langs de vouwlijn. Het doel van dit gat is om overtollig materiaal gemakkelijk te kunnen verwijderen zonder het uiterlijk van de opening aan te tasten.


Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











