
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe precisiegaten worden gemaakt in metalen onderdelen of hoe vlakke oppervlakken vlekkeloos worden gemaakt? Dit artikel duikt in de fascinerende wereld van kotter-, schaaf- en slijpmachines. Het verkent hun verschillende functies, de verschillende types en de precieze processen die ze gebruiken om metalen onderdelen vorm te geven, glad te maken en te verfijnen. Aan het eind zul je een duidelijk beeld hebben van hoe deze machines bijdragen aan uiterst nauwkeurige productie.
De kottermachine is een bewerkingsmachine die wordt gebruikt voor het bewerken van gaten met grotere afmetingen en hogere precisievereisten, vooral voor het bewerken van gatsystemen met hoge onderlinge positienauwkeurigheidseisen verdeeld over verschillende locaties van de onderdelen.
Het wordt meestal gebruikt voor het verder bewerken van gaten die gegoten, gesmeed of geboord zijn.
Afhankelijk van hun doel en structuur zijn er verschillende soorten boormachines.
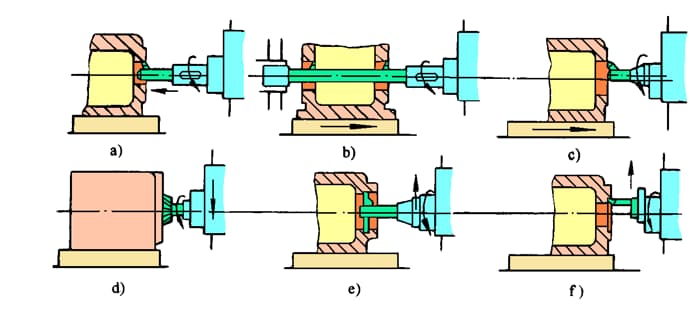
Boring is een proces voor het vergroten van de diameter, het verbeteren van de nauwkeurigheid, het verkleinen van de oppervlakteruwheid en het corrigeren van de positie van gaten die gegoten, gesmeed of geboord zijn.
De hoofdbeweging bij het kotteren is de rotatie van het kottergereedschap, terwijl de aanvoerbeweging een axiale of radiale beweging van de spindel of een longitudinale of transversale beweging van de werktafel kan zijn.
Kottergereedschap heeft een eenvoudige structuur en een grote variëteit, waardoor het veelzijdiger is. Kotteren (vooral eenpuntskotteren) heeft echter een lage productie-efficiëntie.
Kotteren is geschikt voor serieproductie van onderdelen met hoge positionele nauwkeurigheidseisen.
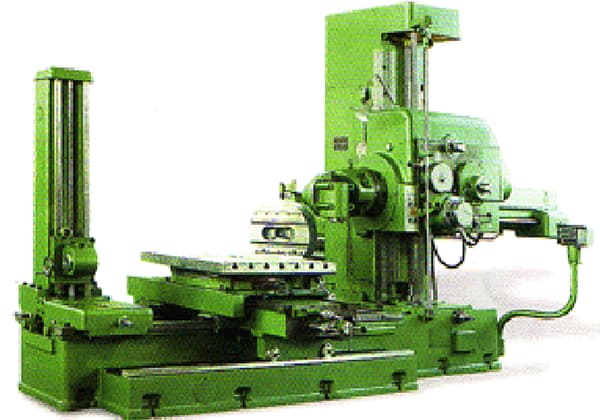
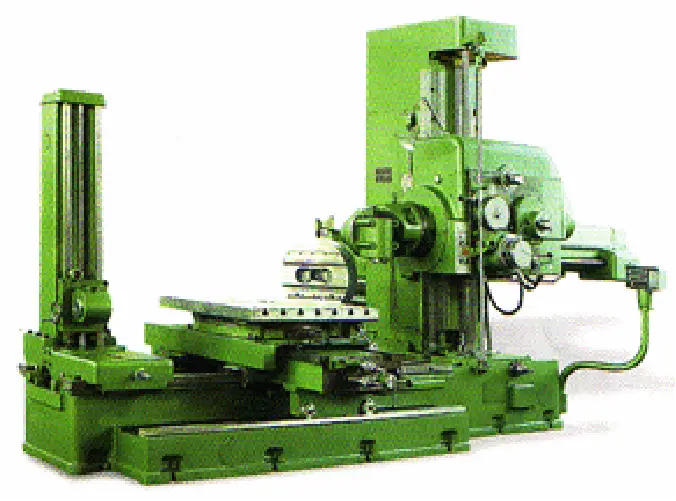
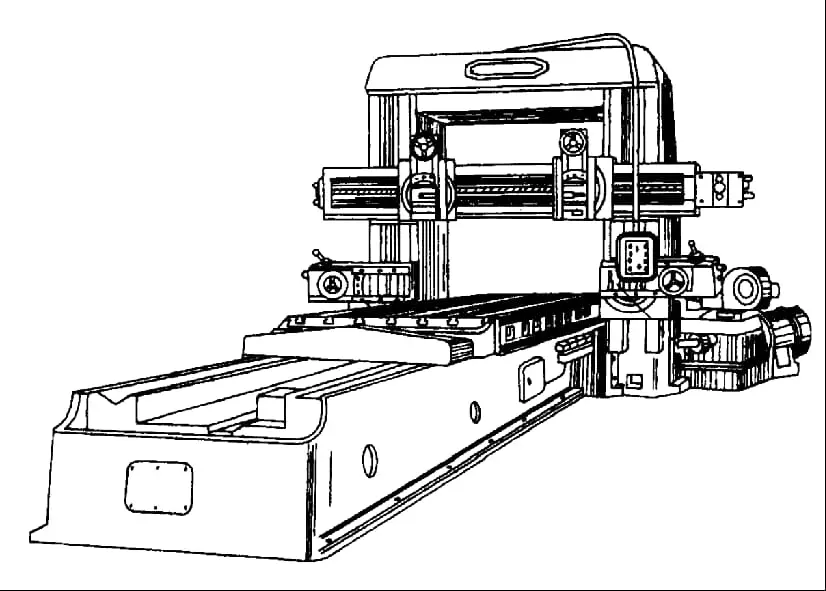
1. Horizontale frees- en boormachine
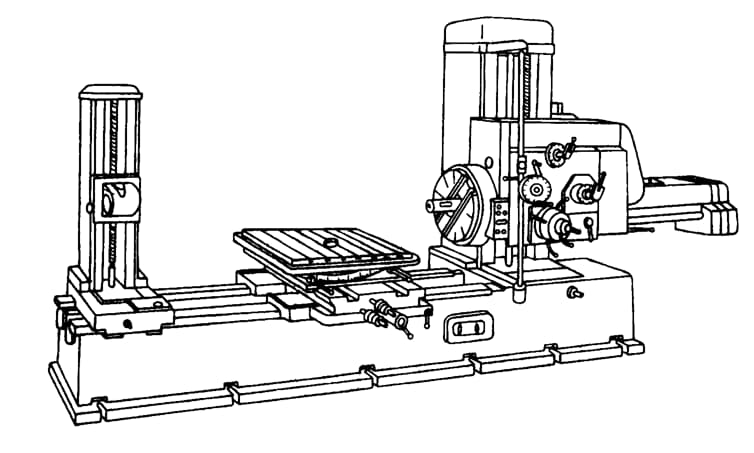
Kenmerken van horizontale frees- en kottermachines:
De horizontale opstelling van de spindel maakt hem geschikt voor het bewerken van gaten in enkelstuks of kleine series met conventionele precisie.
2. Coördinatenboormachine
Kenmerken van coördinatenboormachines:
Coördinaatboormachines zijn uitgerust met nauwkeurige meetapparatuur voor coördinaatposities, wat zorgt voor een nauwkeurige relatieve positionering tussen het gereedschap en het werkstuk.
De gaten die bewerkt worden door coördinaatboormachines kunnen een hoge maat- en vormnauwkeurigheid bereiken, evenals een precieze positienauwkeurigheid tussen de gaten onderling of tussen de gaten en een referentieoppervlak.
Coördinatenboormachines kunnen worden gebruikt voor precisieliggen en -contouren en voor nauwkeurige metingen van gatafstanden en rechte lijnen.
Ze worden voornamelijk gebruikt voor het bewerken van precisiecomponenten, opspansystemen, mallen, kalibers en andere voorwerpen die een hoge precisie vereisen.
3. Precisieboormachine (Diamantboormachine)
Precisieboormachine (Diamantboormachine) Kenmerken:
Precisieboormachines werden vroeger genoemd naar hun diamantgereedschap (nu gemaakt van harde legeringen).
De precisiekotter heeft een hoge snijsnelheid en extreem kleine snij- en voedingshoeveelheden, waardoor gaten in het werkstuk precies en fijn gekotterd kunnen worden. Dit resulteert in een extreem hoge maatnauwkeurigheid en lage oppervlakteruwheid.
Ze worden voornamelijk gebruikt voor batchverwerking van precisiegaten in belangrijke onderdelen zoals drijfstangen, zuigers, behuizingen van hydraulische pompen, cilindervoeringen en andere componenten.
Schaven is een machinegereedschap dat wordt gebruikt om verschillende vlakke oppervlakken en sleuven te bewerken.
Naargelang de verschillende bewerkingsposities kunnen schaafmachines worden onderverdeeld in twee types: schaven en frezen.

Op basis van hun doel en structuur kunnen schaafmachines worden onderverdeeld in verschillende types, waaronder:

Schaafgereedschappen zijn eenvoudig en hebben een goede veelzijdigheid. Ze zijn gemakkelijk te slijpen, hebben een korte productievoorbereidingstijd en lage kosten.
Schaafbewerkingen hebben zowel een bewerkingsslag als een niet-bewerkingsslag, wat resulteert in een lagere productiviteit.
Tijdens het schaven is er een impact die het snijgereedschap gemakkelijk kan beschadigen. De snijsnelheid is beperkt en de snijdwarmte is laag. Daarom is koelen met snijvloeistof meestal niet nodig (behalve bij precisiesnijden).
De hoofdbeweging bij het schaven is de heen-en-weergaande lineaire beweging van de schaaf (bullhead-schaafmachine) of de werktafel (portaalschaafmachine), en de aanvoerbeweging is de intermitterende dwarse beweging van het werkstuk die wordt aangedreven door de werktafel (bullhead-schaafmachine) of de intermitterende dwarse beweging van de schaaf die wordt aangedreven door de gereedschapshouder (portaalschaafmachine).
1. Bullhead schaafmachine
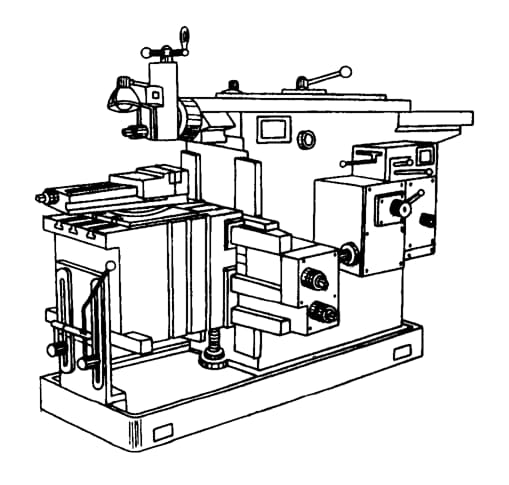
Bullhead schaaf Kenmerken:
De mechanische bullheadschaaf heeft een eenvoudige structuur, een betrouwbare werking en is eenvoudig af te stellen en te onderhouden.
De hydraulische bullhead schaafmachine heeft een grotere transmissiekracht, soepele beweging en kan de snelheid traploos regelen. Hij heeft echter een complexere structuur en hogere kosten.
Stompschaafmachines worden voornamelijk gebruikt voor het bewerken van middelgrote en kleine werkstukken, en de lengte van het werkstuk is over het algemeen niet meer dan 1 meter.
Stompschaafmachines worden veel gebruikt in productieprocessen van diverse grootschalige werkstukken zoals bases, funderingen, glijblokken, versnellingsbakdeksels enzovoort.
2. Portaalschaaf
Portaalschaaf Kenmerken:
De hoofdbeweging van de portaalschaafmachine maakt gebruik van een gelijkstroommotor, die een breed bereik van traploze snelheidsregeling kan bereiken. Dit maakt het eenvoudig om de snijsnelheid van het oppervlak te regelen en zorgt ervoor dat de werktafel soepel draait.
Portaalschaafmachines hebben vier gereedschapshouders en de aanvoerrichting en snelheid zijn eenvoudig te bedienen, waardoor ze geschikt zijn voor het bewerken van vlakke oppervlakken en zijoppervlakken van werkstukken met verschillende hoogtes.
De hoofdbewegingen van de bewerkingsmachine, zoals aanvoeren, heffen, balk vergrendelen en loslaten, snel verplaatsen van de werktafel, aanvoeren en snel terugtrekken, kunnen centraal worden bediend voor automatische cycli.
Portaalschaafmachines worden voornamelijk gebruikt voor het bewerken van grote werkstukken en kunnen worden gebruikt voor voorbewerkingen en nabewerkingen. Ze kunnen ook meerdere taken in één bewerking uitvoeren, zoals schaven, frezen en slijpen.
3. Freesschaaf

Freesschaaf Kenmerken:
De werkingskenmerken van een vrijdragende schaafmachine zijn vergelijkbaar met die van een portaalschaafmachine.
Het is vooral geschikt voor het bewerken van werkstukken die een grote breedte hebben maar niet over de hele breedte bewerkt hoeven te worden.
De stijfheid van de balk van een vrijdragende schaafmachine is echter lager dan die van een portaalschaafmachine. Daardoor is de bewerkingsnauwkeurigheid beperkt.
4. Verticale schaafmachine
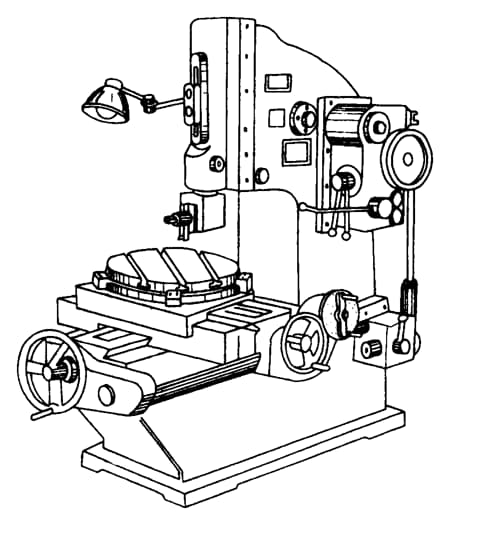
Sleufmachine Kenmerken:
De hoofdbeweging van een sleuvenfreesmachine is de heen-en-weergaande beweging van de ram en het snijgereedschap, terwijl de aanvoerbeweging de roterende beweging (omtrekaanvoer) van de ronde werktafel is, aangedreven door het werkstuk, en de longitudinale en transversale beweging van de verticale slede.
Hij wordt voornamelijk gebruikt voor het bewerken van verschillende spiebanen, verticale vlakken en vormoppervlakken in enkelstuks of kleine series.
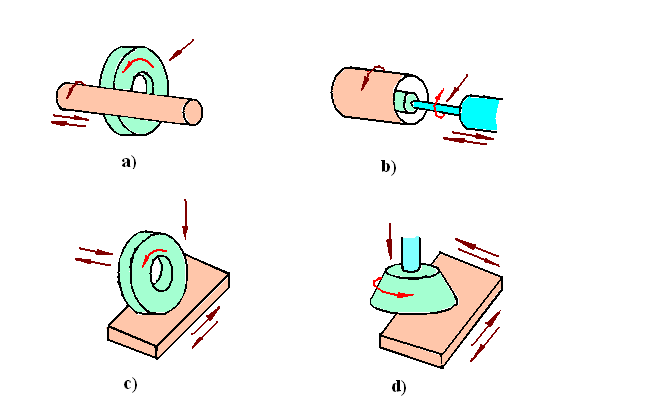
Een werktuigmachine die gebruik maakt van een slijpschijf of ander schurend gereedschap om slijpbewerkingen op een werkstuk uit te voeren, wordt een "slijpmachine" genoemd. Slijpmachines worden voornamelijk gebruikt voor het bewerken van geharde stalen onderdelen. Door te slijpen kunnen oppervlakken met hoge precisie en lage ruwheid worden verkregen. Over het algemeen is het het laatste proces van mechanisch bewerken.
Op basis van hun verschillende doelen en structuren kunnen slijpmachines worden onderverdeeld in de volgende types:

1) Slijpen is een precisiebewerkingsmethode die vaak wordt gebruikt voor geblust staal, harde legeringen, enz. Het kan een hoge nauwkeurigheid (IT6-5) en lage oppervlakteruwheid (Ra=0,8-0,4 μm) van het werkstuk bereiken.
2) De rotatie met hoge snelheid van de slijpschijf ten opzichte van het werkstuk is de hoofdbeweging. De omtreksnelheid van de slijpschijf is over het algemeen rond de 35 m/s.
3) De slijpschijf is een niet-metalen snijgereedschap samengesteld uit abrasieve materialen (zoals aluminiumoxide Al2O3siliciumcarbide, boorcarbide, enz.) en bindmiddelen. Door de hoge slijpsnelheid en de hardheid van het werkstuk wordt er een grote hoeveelheid snijwarmte gegenereerd tijdens het slijpproces.
Daarom zijn voldoende koeling en smering met snijvloeistof nodig om de oppervlaktekwaliteit en de productie-efficiëntie te verbeteren.
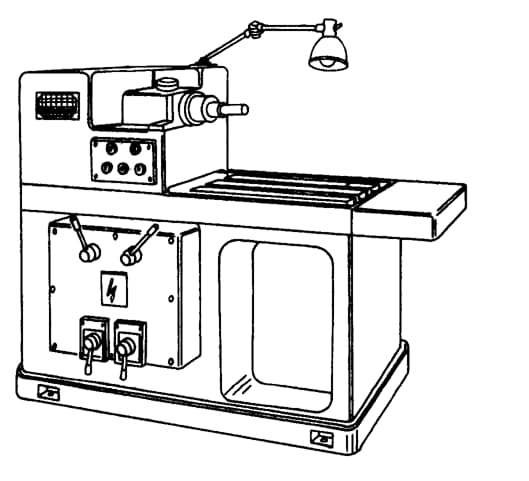
1. Universele rondslijpmachine
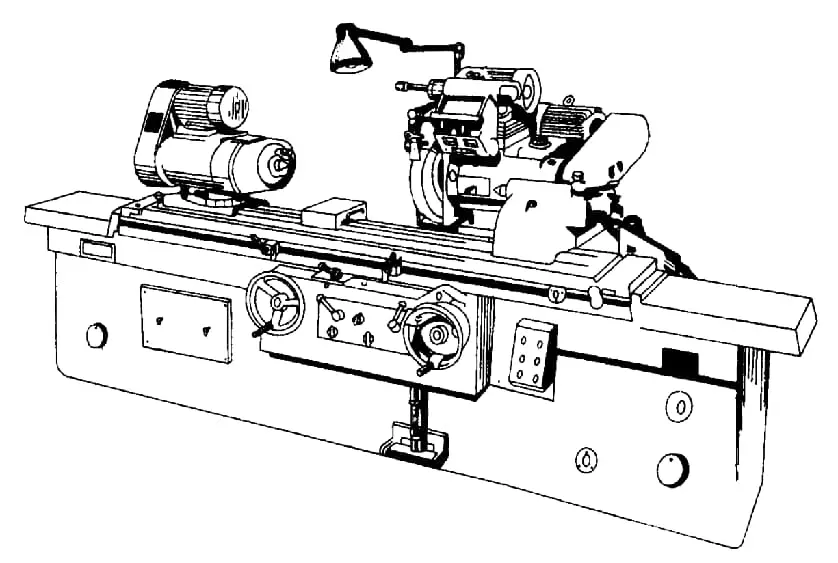
Eigenschappen van universele rondslijpmachine:
1) De roterende beweging van de slijpschijf is de hoofdbeweging van het slijpen, met drie voedingsbewegingen: de spindel drijft het werkstuk aan om te roteren voor de radiale voedingsbeweging, de tafel drijft het werkstuk aan voor de heen en weer gaande lineaire beweging voor de longitudinale voedingsbeweging, en de intermitterende beweging van de slijpschijf langs de radiusrichting naar het werkstuk is de transversale voedingsbeweging.
Daarnaast zijn er twee hulpbewegingen: voor het gemak van de beweging van de slijpschijf en om stilstandtijd te besparen, kan de slijpschijf een vaste slag transversale snelle beweging maken; voor het laden en lossen van het werkstuk kan de achterklep een telescopische beweging maken.
2)De universele cilindrische slijpmachine kan niet alleen het buitenste cilindrische oppervlak van cilindrische werkstukken slijpen, maar kan ook de binnenboring en het conische oppervlak slijpen (de tafel heeft een horizontale rotatiefunctie); geschikt voor precisiebewerking van enkele of dubbele werkstukken. kleine partij onderdelen.
2. Interne slijpmachine

Kenmerken van de inwendige slijpmachine:
1) De roterende beweging van de slijpschijf is de hoofdbeweging voor het slijpen. Er zijn drie aanvoerbewegingen: de rotatie van het werkstuk aangedreven door de spindel is de omtrekaanvoerbeweging, de heen en weer bewegende lineaire beweging van de kop die wordt aangedreven door de werktafel is de longitudinale aanvoerbeweging, en de beweging van het frame van de slijpschijf langs het zadel is de transversale aanvoerbeweging.
2) Door de beperking van de diameter van het werkstuk dat geslepen wordt, is de diameter van de slijpschijf meestal klein en om de vereiste snijsnelheid voor precisiebewerking te bereiken, is de rotatiesnelheid van de slijpschijf meestal hoger dan 10.000 omw/min.
Het is geschikt voor inwendig precisieslijpen van onderdelen in enkelstuks of kleine series.
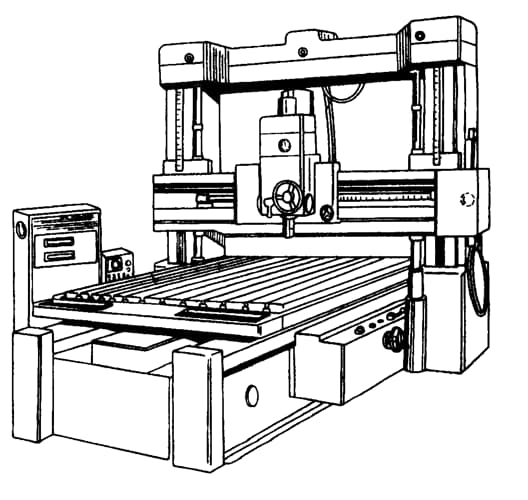
3. Vlakslijpmachine voor draaitafel met horizontale as
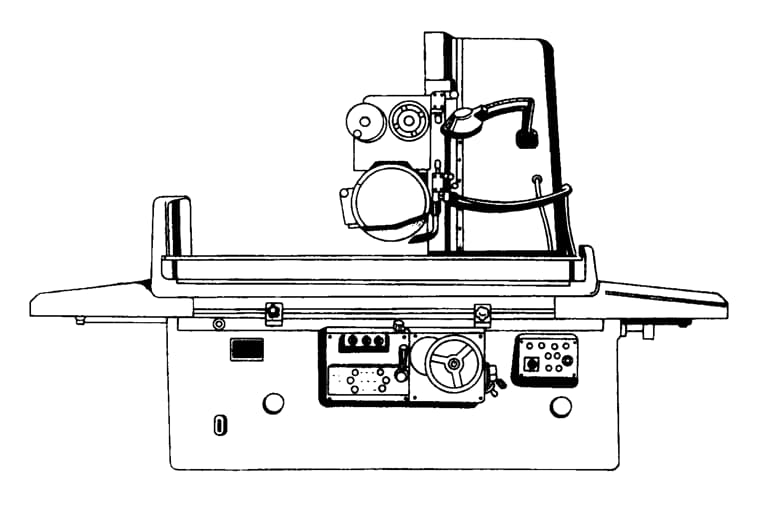
Kenmerken van de horizontale vlakslijpmachine met as:
1) De roterende beweging van de slijpschijf is de hoofdbeweging. De heen en weer bewegende lineaire beweging van de werktafel aangedreven door het werkstuk is de longitudinale voedingsbeweging. De transversale beweging van de slijpschijf langs de slede is de transversale voedingsbeweging, en de verticale voedingsbeweging wordt bereikt door de gecombineerde beweging van het slijpschijfframe en de slede langs de geleidingsrail van de pijler.
2) Het werkstuk wordt elektrisch gepositioneerd op de werktafel, waardoor positionering en klemming erg handig.
3) De langsinvoer wordt hydraulisch geregeld en de dwarsinvoer kan hydraulisch of handmatig worden geregeld, terwijl de verticale invoer handmatig wordt geregeld, waardoor deze eenvoudig te bedienen is.
4) Het heeft een breed bewerkingsbereik en een hoge productie-efficiëntie en is geschikt voor precisiebewerking van vlakke onderdelen in enkelstuks- of serieproductie.
4. Verticale as draaitafel vlakslijpmachine

Kenmerken van een vlakslijpmachine met verticale as:
1) De roterende beweging van de slijpschijf rond de verticale as is de hoofdbeweging. De draaitafel aangedreven door het werkstuk is de aanvoerbeweging (en de draaitafel kan ook in lengterichting langs de bedgeleiderail bewegen). De beweging van het frame van de slijpschijf langs de kolom is de verticale aanvoerbeweging.
2) Door de grote diameter van de slijpschijf worden vaak inzetstukken gebruikt voor het slijpen.
3) Het heeft een hoge productie-efficiëntie en is geschikt voor precisiebewerking van kleine onderdelen die in batches worden geproduceerd of vlakke oppervlakken en eindvlakken van ringvormige onderdelen met een grote diameter.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











