Solderen 101: alles wat je moet weten voor beginners
Heb je je ooit afgevraagd wat de wetenschap is achter het verbinden van metalen zonder ze te smelten? Hardsolderen is een fascinerend proces dat metalen verbindt met behulp van een vulmateriaal dat tot een specifiek temperatuurbereik wordt verhit. In dit artikel duiken we in de wereld van hardsolderen en verkennen we de kenmerken, voordelen en verschillende soorten. Ontdek samen met ons de geheimen van deze essentiële metaalbewerkingstechniek en ontdek hoe deze vorm geeft aan de producten die we dagelijks gebruiken.
Hardsolderen is een verbindingsproces bij hoge temperatuur waarbij een toevoegmetaal wordt verhit tot een temperatuur van meestal meer dan 450°C (842°F). Deze temperatuur wordt zorgvuldig gekozen om boven het liquidatiepunt van het toevoegmetaal te liggen maar onder de solidustemperatuur van de te verbinden basismaterialen.
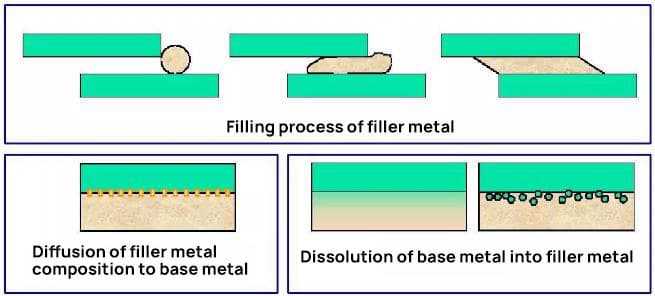
Tijdens het hardsoldeerproces maakt het gesmolten toevoegmetaal het oppervlak van de basismetalen nat, wat wordt vergemakkelijkt door de juiste vloeimiddelapplicatie of gecontroleerde atmosfeer. Capillaire werking trekt vervolgens het vloeibare vulmiddel in de smalle verbindingsruimte. Als het geheel afkoelt, stolt het toevoegmetaal en ontstaat er een sterke metallurgische verbinding tussen de basismaterialen.
Met deze veelzijdige techniek kunnen gelijksoortige of ongelijksoortige metalen worden verbonden, waardoor verbindingen met hoge sterkte en uitstekende thermische en elektrische geleidbaarheid worden geproduceerd. Hardsolderen wordt veel gebruikt in industrieën zoals lucht- en ruimtevaart, auto's en HVAC omdat het lekdichte verbindingen kan maken en complexe assemblages kan verbinden met minimale vervorming.
Soldeereigenschappen
(1) Het smeltpunt van het toevoegmetaal ligt aanzienlijk lager dan dat van het basismetaal, meestal minstens 50°C (90°F). Dit temperatuurverschil zorgt ervoor dat het basismetaal in vaste toestand blijft tijdens het hardsoldeerproces, waardoor de structurele integriteit en mechanische eigenschappen behouden blijven.
(2) De samenstelling van het toevoegmetaal verschilt duidelijk van die van het basismetaal. Dit verschil in samenstelling is bedoeld om specifieke metallurgische eigenschappen te verkrijgen, zoals een betere bevochtigbaarheid, betere vloei-eigenschappen en compatibiliteit met het basismetaal voor een optimale sterkte van de verbinding.
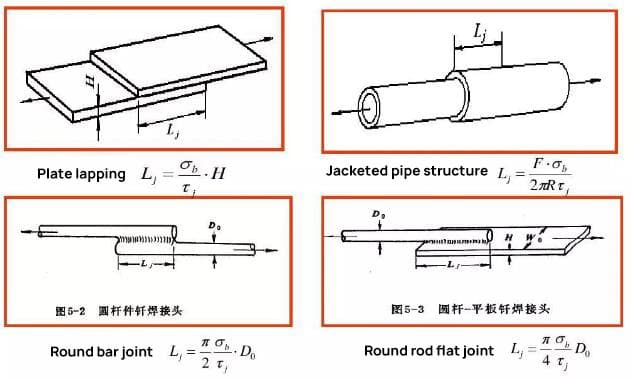
(3) Het gesmolten toevoegmetaal wordt in de voegspleet tussen de basismetaalcomponenten getrokken en vastgehouden door een combinatie van bevochtiging en capillaire kracht. Dit fenomeen, bekend als capillaire werking of capillaire stroming, wordt bepaald door factoren zoals oppervlaktespanning, viscositeit en de spleetafstand, die gewoonlijk varieert van 0,025 tot 0,125 mm (0,001 tot 0,005 inch) voor optimale resultaten.
(4) De metaalbinding komt tot stand door de wederzijdse diffusie van atomen op het grensvlak tussen het vloeibare toevoegmetaal en het vaste basismetaal. Dit diffusieproces creëert een intermetallische laag die cruciaal is voor de vorming van een sterke, continue metallurgische verbinding. De omvang en de aard van deze diffusiezone beïnvloeden de mechanische eigenschappen en corrosiebestendigheid van de verbinding aanzienlijk.
Ontleding van hardsoldeerproces
Voordelen en nadelen van hardsolderen
Soldeervoordelen:
Proces met lagere temperaturen: Hardsolderen gebeurt bij temperaturen onder het smeltpunt van het basismetaal, waardoor veranderingen in de structuur en eigenschappen van de moedermaterialen tot een minimum worden beperkt.
Minimale vervorming: Het proces veroorzaakt verwaarloosbare spanning en vervorming, waardoor het ideaal is voor het verbinden van zeer nauwkeurige componenten en ingewikkelde structuren.
Hoge efficiëntie: Met hardsolderen kunnen meerdere verbindingen tegelijk worden gemaakt, waardoor de productiesnelheid aanzienlijk toeneemt.
Veelzijdigheid: Geschikt voor een breed scala aan materialen, waaronder metalen, niet-metalen en combinaties van ongelijksoortige materialen, waardoor uitgebreide toepassingsmogelijkheden ontstaan.
Superieure kwaliteit van de verbinding: Gesoldeerde verbindingen vertonen doorgaans gladde, esthetisch aangename oppervlakken met uitstekende filtereigenschappen.
Behoud van materiaaleigenschappen: De lagere warmte-inbreng helpt de mechanische en fysieke eigenschappen van de basismaterialen te behouden, wat cruciaal is voor gespecialiseerde toepassingen.
Hermetische afdichting: Gesoldeerde verbindingen kunnen zorgen voor lekdichte afdichtingen, essentieel in industrieën zoals lucht- en ruimtevaart en elektronica.
Nadelen van hardsolderen:
Beperkingen in verbindingssterkte: Gesoldeerde verbindingen hebben over het algemeen een lagere sterkte dan gelaste verbindingen, vooral bij hoge temperaturen.
Ontwerpbeperkingen: Overlapverbindingen zijn weliswaar veelzijdig, maar kunnen leiden tot meer materiaalgebruik, gewichtstoename en potentiële spanningsconcentratiepunten in de constructie.
Strenge voorbereiding van het oppervlak: Het proces vereist een nauwgezette oppervlaktereiniging en een nauwkeurige controle van de voegspeling om een goede capillaire werking en vloei van het toevoegmetaal te garanderen.
Apparatuur en kostenoverwegingen: Sommige geavanceerde soldeertechnieken vereisen een aanzienlijke kapitaalinvestering in gespecialiseerde apparatuur en faciliteiten, waardoor de operationele kosten mogelijk stijgen.
Temperatuurgevoeligheid: Het lagere smeltpunt van hardsoldeerlegeringen kan de gebruikstemperatuur van de samengevoegde componenten beperken.
Galvanische corrosie: Bij het verbinden van ongelijksoortige metalen kan het vulmateriaal een galvanisch paar vormen, waardoor een zorgvuldige materiaalselectie en ontwerpoverwegingen nodig zijn.
Afhankelijkheid van vaardigheden: Om gesoldeerde verbindingen van hoge kwaliteit te realiseren, zijn vaak bekwame operators nodig, vooral voor complexe geometrieën of kritieke toepassingen.
Soorten solderen
1) Classificatie naar smeltpunt van soldeer
Solderen: Onder 450°C (842°F)
Solderen: Boven 450°C (842°F)
2) Indeling naar soldeertemperatuur
Solderen op hoge temperatuur: Boven 800°C (1472°F)
Solderen op gemiddelde temperatuur: 550°C tot 800°C (1022°F tot 1472°F)
Solderen bij lage temperatuur: onder 550°C (1022°F)
3) Classificatie volgens warmtebron
Vlamhardsolderen: Maakt gebruik van gasvlammen (bijv. oxyacetyleen, propaan)
Solderen in een oven: Maakt gebruik van ovens met gecontroleerde atmosfeer
Inductiesolderen: Gebruikt elektromagnetische inductieverwarming
Solderen met weerstand: Past elektrische weerstand toe voor plaatselijke verwarming
Dompelsolderen: dompelt onderdelen onder in gesmolten zout- of metaalbaden
Infrarood hardsolderen: Maakt gebruik van infraroodstraling voor nauwkeurige verwarming
4) Classificatie per atmosfeer
Atmosferisch solderen: Uitgevoerd in open lucht
Solderen met beheerste atmosfeer: Gebruikt inerte of reducerende gassen (bijv. stikstof, argon)
Vacuümsolderen: Uitgevoerd in een vacuümomgeving voor hoogzuivere verbindingen
5) Indeling naar de toepassing van het toevoegmetaal
Solderen met continue toevoer: Vulmetaal toegevoegd tijdens het soldeerproces
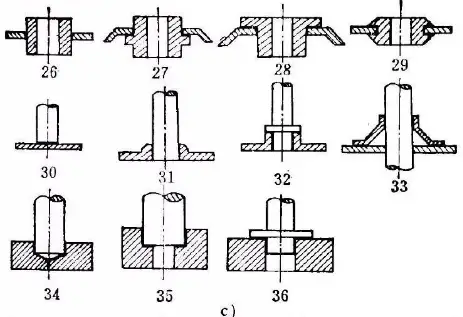
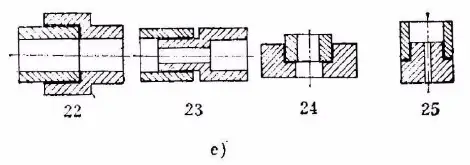
6) Classificatie volgens gewrichtsontwerp
Solderen van overlapverbindingen
Stootvoeg solderen
Solderen van T-verbindingen
Solderen van hoekverbindingen
Termen en definities met betrekking tot hardsolderen
Liquidus: De laagste temperatuur waarbij het hardsoldeer volledig vloeibaar is.
Solidus: De hoogste temperatuur waarbij het hardsoldeer volledig vast is.
Bevochtiging:
Bevochtiging is het vermogen van een vloeistof om contact te houden met een vast oppervlak, als gevolg van intermoleculaire interacties wanneer de twee samengebracht worden. Het is een cruciaal fenomeen bij hardsolderen:
Dompelbevochtiging: Wanneer een vaste stof wordt ondergedompeld in een vloeistof.
Hechting bevochtiging: Het initiële contact tussen een vloeistof en een vast oppervlak.
Spreidende bevochtiging: De expansie van vloeistof over een vast oppervlak.
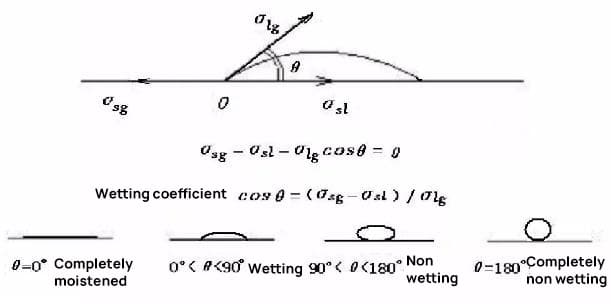
In vrije toestand heeft een vloeistof door oppervlaktespanning de neiging om een bolvorm te vormen. Wanneer een vloeistof in contact komt met een vaste stof:
Als de cohesiekrachten van de vloeistof groter zijn dan de kleefkrachten aan de vaste stof, zal de vloeistof het oppervlak niet bevochtigen.
Als de kleefkrachten van de vloeistof op de vaste stof groter zijn dan de cohesiekrachten, treedt bevochtiging op.
De mate van bevochtiging wordt gekwantificeerd door de contacthoek (θ) die gevormd wordt tussen de vloeibare en vaste fasen op hun grensvlak. Voor effectief hardsolderen moet de bevochtigingshoek van het toevoegmetaal meestal kleiner zijn dan 20°.
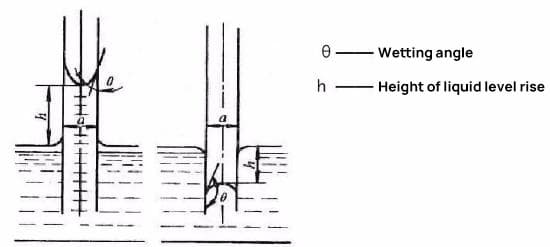
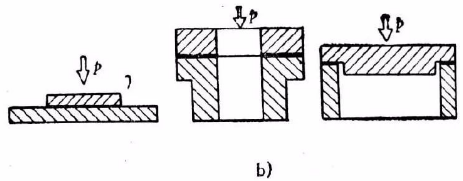
Capillaire werking:
Er wordt aangenomen dat wanneer twee metalen platen die evenwijdig aan elkaar zijn verticaal in een oneindige hoeveelheid vloeibaar soldeer worden gestoken, de platen oneindig zijn en de hoeveelheid soldeer onbeperkt is.
Afhankelijk van de bevochtigingseigenschappen van het soldeer op de metalen platen, zal het capillaire effect resulteren in ofwel de situatie getoond in figuur (a) of de situatie getoond in figuur (b). Als het soldeer in staat is om de metalen platen te bevochtigen, zal het resultaat weergegeven in figuur (a) optreden, zo niet, dan zal het resultaat in figuur (b) optreden.
Soldeermateriaal en solderen
Zacht soldeer op basis van Sn en Pb: Deze soldeerproducten hebben een uitstekend bevochtigings- en spreidend vermogen op koper en diverse andere metalen, waardoor ze de eerste keuze zijn in de elektronica-industrie. Vooral soldeer op basis van Sn wint aan belang door de bezorgdheid om het milieu en de wettelijke vereisten.
Soldeer op basis van Cd: Deze soldeerproducten bestaan voornamelijk uit cadmium-zilverlegeringen en bieden een superieure hittebestendigheid en corrosiebestendigheid. Het gebruik ervan wordt echter steeds meer beperkt vanwege de giftigheid van cadmium, wat leidt tot de ontwikkeling van veiligere alternatieven.
Soldeer op basis van Zn: Soldeer op zinkbasis is een kosteneffectieve optie met goede mechanische eigenschappen en corrosiebestendigheid. Ze zijn bijzonder nuttig in toepassingen die een hoger smeltpunt vereisen dan het traditionele Sn-Pb-soldeer.
Zacht soldeer op basis van Au: Soldeer op basis van goud biedt een uitzonderlijke weerstand tegen corrosie en wordt vaak gebruikt in zeer betrouwbare elektronische en ruimtevaarttoepassingen. Hun hoge kostprijs beperkt het wijdverspreide gebruik tot gespecialiseerde sectoren.
Ander zacht soldeer met laag smeltpunt:
In (Indium) gebaseerd soldeer: Soldeer op basis van indium biedt uitstekende vervormbaarheid en weerstand tegen thermische vermoeidheid. Ze zijn bijzonder nuttig in cryogene toepassingen en voor het verbinden van warmtegevoelige componenten.
Soldeer op basis van bi (bismut): Soldeer op basis van bismut wint aan populariteit als loodvrij alternatief. Ze hebben een laag smeltpunt en een goede verbindingssterkte, waardoor ze geschikt zijn voor temperatuurgevoelige componenten.
Soldeer op basis van Ga (Gallium): Soldeer op basis van gallium heeft unieke eigenschappen zoals een zeer laag smeltpunt en het vermogen om niet-metalen oppervlakken te bevochtigen. Ze vinden toepassingen op gespecialiseerde gebieden zoals opto-elektronica en thermisch beheer.
Loodvrij soldeer: Als reactie op de bezorgdheid over het milieu en de gezondheid zijn loodvrije soldeerproducten ontwikkeld, die nu op grote schaal worden toegepast in de elektronica-industrie. Gangbare loodvrije formuleringen omvatten SAC (tin-zilver-koper)-legeringen, die een evenwicht bieden tussen prestaties, betrouwbaarheid en kosteneffectiviteit. Deze soldeerproducten vereisen doorgaans iets hogere verwerkingstemperaturen en kunnen andere bevochtigingskenmerken vertonen dan traditionele Pb-Sn-soldeerproducten.
Soldeermateriaal - Hardsolderen
Hardsoldeermetalen spelen een cruciale rol bij het verbinden van componenten met een hoge sterkte en betrouwbaarheid. De selectie ervan is cruciaal voor het bereiken van optimale verbindingsprestaties in diverse industriële toepassingen.
De belangrijkste categorieën hardsoldeermetalen zijn:
Vulmetalen op basis van aluminium: Specifiek ontworpen voor het hardsolderen van aluminium en zijn legeringen. Ze bieden uitstekende bevochtigings- en vloei-eigenschappen en zorgen voor sterke verbindingen met behoud van de corrosiebestendigheid van het basismateriaal. Vaak gebruikt in de ruimtevaart, automobiel- en HVAC-industrie.
Soldeermetalen op zilverbasis: Bekend om hun uitzonderlijke veelzijdigheid en prestaties in een breed scala aan metalen. Deze legeringen hebben een laag smeltpunt, uitstekende vloei-eigenschappen en een hoge verbindingssterkte. Ze worden veel gebruikt in elektrische, medische en ruimtevaarttoepassingen vanwege hun superieure geleidbaarheid en corrosiebestendigheid.
Vulmetalen op basis van koper:
Soldeervulmiddel van zuiver koper: ideaal voor het solderen van koolstofstaal en laaggelegeerd staal. Het biedt verbindingen met hoge sterkte en een goed warmtegeleidingsvermogen, waardoor het geschikt is voor toepassingen met warmtewisselaars.
Koper-zinklegeringen (messing): Veelzijdige vulmetalen die worden gebruikt in verschillende hardsoldeermethoden voor het verbinden van ongelijksoortige metalen. Ze bieden goede bevochtigingseigenschappen en zijn kosteneffectief voor veel industriële toepassingen.
Koper-fosforlegeringen: Voornamelijk gebruikt voor het hardsolderen van koper en koperlegeringen. Deze zelfvloeiende legeringen worden veel gebruikt in HVAC, sanitair en elektrische industrieën vanwege hun uitstekende capillaire werking en het vermogen om lekdichte verbindingen te produceren.
Vulmetalen op nikkelbasis: Hoewel niet genoemd in de oorspronkelijke tekst, zijn deze belangrijk voor toepassingen bij hoge temperaturen. Ze bieden een uitstekende sterkte en corrosiebestendigheid bij hoge temperaturen, waardoor ze geschikt zijn voor de ruimtevaart, nucleaire industrie en chemische procesindustrie.
Vulmetalen op edelmetaalbasis (inclusief goud en palladium): Deze gespecialiseerde vulmetalen bieden unieke eigenschappen zoals een hoge corrosiebestendigheid, biocompatibiliteit en prestaties in extreme omgevingen. Ze worden gebruikt in kritieke toepassingen in de medische, luchtvaart- en elektronica-industrie.
Functie en prestatievereisten van soldeervloeimiddel:
1) Oxidefilms op metalen oppervlakken verwijderen, waardoor optimale omstandigheden ontstaan voor bevochtiging en verspreiding van het toevoegmetaal.
2) Vorm een beschermende vloeistofbarrière over zowel het basismetaal als het toevoegmetaal tijdens het hardsoldeerproces.
3) Handelen als een tussenstof om de bevochtigingskenmerken te verbeteren en de verspreiding van het toevoegmetaal te bevorderen.
Noodzaak van verwijderen oxidelaag tijdens solderen
De aanwezigheid van oxidelagen op metaaloppervlakken belemmert het bevochtigings- en spreidgedrag van hardsoldeermetalen aanzienlijk, waardoor ze verwijderd moeten worden voor een succesvolle verbinding. De uitdagingen in verband met het verwijderen van oxidelagen zijn recht evenredig met:
Laagdikte: Dikkere oxidelagen vormen sterkere bindingen met het metalen substraat.
Thermische stabiliteit: Hogere temperatuurbestendigheid van het oxide maakt verwijdering moeilijker.
Chemische stabiliteit: Oxides met een grotere chemische inertie vereisen agressievere verwijderingsmethoden.
Een effectieve verwijdering van de oxidelaag kan met verschillende technieken worden bereikt:
Toepassing van hardsoldeermiddelen
Gebruik van omgevingen met gecontroleerde atmosfeer of vacuüm
Soldeervloeimiddel heeft meerdere kritieke functies naast het verwijderen van oxide:
Voorkomt heroxidatie van gereinigde metalen oppervlakken tijdens verhitting
Lost restoxiden op en absorbeert ze
Vermindert de oppervlaktespanning op het grensvlak tussen vloeibaar toevoegmetaal en basismetaal
Bevordert capillaire stroming van het gesmolten toevoegmetaal
Vergemakkelijkt de vorming van sterke, doorlopende gesoldeerde verbindingen
Tabel 1 Vormingssnelheid van de oxidelaag in droge lucht
Metaal
1 minuut
1 uur
1 dag
Roestvrij staal
10
10
10
IJzer
20
24
33
Aluminium
20
80
100
Koper
33
50
50
Dikte van oxidelaag (10-8 cm)
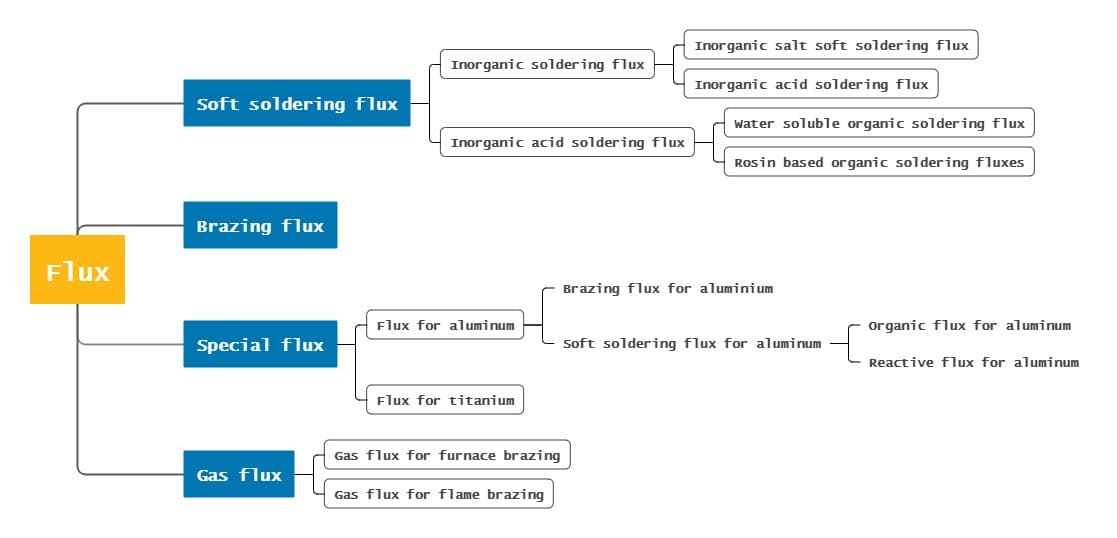
Fluxclassificatie
Soldeergas en zijn functie
Bij hardsolderen wordt voornamelijk argon als neutraal gas gebruikt, met stikstof als alternatief in specifieke toepassingen.
Argon, een inert edelgas, functioneert voornamelijk als een beschermende atmosfeer voor het werkstuk. Hoewel het het hardsoldeergebied effectief beschermt tegen atmosferische verontreinigingen, is het niet in staat om oxidelagen direct van metalen oppervlakken te verwijderen.
De verwijdering van bepaalde oxidelagen tijdens het hardsolderen gebeurt door een combinatie van mechanismen:
Adsorptie van vloeibaar soldeer op het metaaloppervlak
Vermindering van oxiden door actieve elementen in de hardsoldeerlegering
Dispersie van verzwakte oxidelagen
Oplossen van oxiden in de gesmolten hardsoldeerlegering
Zoals geïllustreerd in metallurgische gegevenstabellen liggen de ontledingstemperaturen van de meeste metaaloxiden aanzienlijk hoger dan zowel het smeltpunt als het kookpunt van hun respectieve basismetalen. Deze thermische relatie leidt tot de conclusie dat ontleding van oxiden niet alleen kan worden bereikt door het verhittingsproces dat inherent is aan hardsolderen.
Om oxidelagen tijdens het hardsolderen effectief te beheersen, worden vaak aanvullende strategieën gebruikt:
Gebruik van vloeimiddel om oxiden chemisch te reduceren
Opname van actieve elementen (bijv. titaan, zirkonium) in de hardsoldeerlegering om te reageren met oxiden en deze op te lossen.
Voorreiniging en voorbereiding van het oppervlak om de initiële aanwezigheid van oxide te minimaliseren
Vacuümsolderen om de vorming van oxide te beperken en de mechanismen voor het verwijderen van oxide te verbeteren
Oxide
Decompositietemperatuur (℃)
Oxide
Decompositietemperatuur (℃)
Au2O
250
PbO
2348
Ag2O
300
NiO
2751
Pt2O
300
FeO
3000
CdO
900
MnO
3500
Cu2O
1835
ZnO
3817
Soldeermethode en -proces
Soldeermethode
1. Solderen met ijzer
Eigenschappen: lage temperatuur
Toepassingsgebied:
1. Het is geschikt voor solderen (met tinlood of loodhoudend toevoegmateriaal) met een soldeertemperatuur lager dan 300C;
2. Soldeervloeimiddel is nodig voor het solderen van dunne en kleine onderdelen.
2. Solderen met toorts, solderen met toorts
Kenmerken: eenvoudig, flexibel en veel gebruikt
Toepassingsgebied: over het algemeen wordt een neutrale vlam of een lichte carbonisatievlam/algemene gastoorts of een speciale soldeertoorts (een toorts kan ook worden gebruikt voor zacht solderen) gebruikt om het werkstuk eerst te verhitten:
1. Het is toepasbaar voor het hardsolderen van sommige lasnaden die beperkt worden door de vorm, grootte en uitrusting van lasnaden en die niet gesoldeerd kunnen worden met andere methoden.
2. Automatisch vlamhardsolderen kan worden gebruikt
3. Lasbaar staalroestvrij staal, harde legeringen, gietijzer, koper, zilver, aluminium, enz. en hun legeringen
4. Gebruikelijke vulmetalen zijn koper-zink, koper-fosfor, zilverbasis, aluminiumbasis en zink-aluminium vulmetalen.
3. Dipsolderen
(Zoutbad en metaalbad, geschikt voor massaproductie)
4. Flowsolderen, golfsolderen, sproeisolderen
(Een verscheidenheid aan metaalbadsolderen, voornamelijk gebruikt voor het solderen van printplaten)
5. Weerstand hardsolderen
Extreem snelle opwarming en hoge productiviteit.
6. Inductiesolderen
Snelle opwarming, minder oxidatie en klein hardsoldeer.
Soldeertechnieken
Het hardsoldeerproductieproces omvat verschillende stappen, waaronder de voorbereiding van het werkstukoppervlak vóór het hardsolderen, assemblage, plaatsing van het toevoegmetaal, hardsolderen, behandeling na het hardsolderen en andere gerelateerde processen.
1. Ontwerp van gesoldeerde verbindingen
Bij het ontwerpen van een hardgesoldeerde verbinding moet in de eerste plaats rekening worden gehouden met de sterkte, gevolgd door procesoverwegingen zoals de maatnauwkeurigheid van de assemblage, de juiste assemblage en plaatsing van de onderdelen, de plaatsing van het soldeer en de speling van de hardgesoldeerde verbinding.
De overlapverbinding wordt vaak gebruikt voor soldeerverbindingen.
In de praktische productie is de overlaplengte voor soldeerverbindingen met hoogvast zilverhoudend, koperhoudend of nikkelhoudend toevoegmateriaal meestal 2-3 keer de dikte van het dunnere stuk.
Voor soldeerverbindingen gemaakt met zacht soldeer zoals tin-lood, mag de overlaplengte 4-5 keer de dikte van het dunnere stuk zijn, maar niet meer dan 15 mm.
Vóór het hardsoldeerproces is het van cruciaal belang om oxide, vet, vuil en verf grondig te verwijderen van het oppervlak van het werkstuk.
In sommige gevallen kan het nodig zijn om de onderdelen voor het hardsolderen te voorzien van een specifieke metaallaag.
(1) Olievlek verwijderen
Olievlekken kunnen worden verwijderd met organische oplosmiddelen.
Veel voorkomende organische oplosmiddelen zijn alcohol, tetrachloorkoolstof, benzine, trichloorethyleen, dichloorethaan en trichloorethaan.
(2) Verwijdering van oxide
Vóór het hardsolderen kunnen de oxidelagen op het oppervlak van het onderdeel worden bewerkt met mechanische methoden, chemische etsmethoden en elektrochemische etsmethoden.
3. Montage en bevestiging
Soldeermetalen worden gebruikt bij verschillende hardsoldeermethoden, met uitzondering van vlampolderen en soldeerboutsolderen, waarvan de meeste vooraf op de verbinding worden geplaatst. De zwaartekracht en capillariteit van de spleet moeten zoveel mogelijk worden benut om het toevoegmetaal aan te moedigen de spleet te vullen wanneer het wordt geplaatst.
Plamuur moet direct op de gesoldeerde verbinding worden aangebracht en het soldeerpoeder kan worden gemengd met een kleefstof voordat het op de verbinding wordt aangebracht.
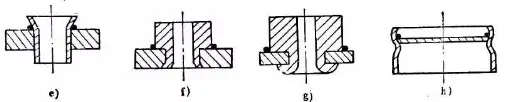
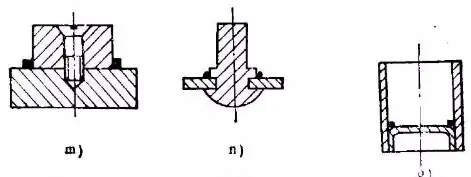
4. Plaatsingsmethode van toevoegmetaal
a) Plaatsen van ringsoldeer
1, 2 - Redelijke plaatsing van één ringvormige materialen
3, 4 - Plaatsing om verlies langs het flensvlak te voorkomen
5, 6 - Plaatsing van vulmetaal dicht bij de lasnaad
7, 8 - Er wordt een sleuf voor soldeerplaatsing gemaakt op een verbinding
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Voor het maken van een onberispelijke las is meer nodig dan alleen vaardigheid; het draait om het beheersen van de wisselwerking tussen spanning en stroom. Deze twee parameters zijn het levensbloed van het lassen en bepalen alles van...
Heb je je ooit afgevraagd waarom gelaste constructies soms falen ondanks hun robuuste uiterlijk? Dit artikel duikt in de verborgen uitdagingen van lassen en onderzoekt hoe ongelijkmatige verwarming en koeling kunnen leiden tot...
Heb je je ooit afgevraagd hoe wolkenkrabbers rechtop blijven staan of auto's aan elkaar gelast blijven? Deze blog onthult de magie achter elektrische lasmachines. Leer meer over topfabrikanten als Lincoln Electric en Miller Welds,...
Heb je je ooit afgevraagd welke merken lasapparatuur vandaag de dag toonaangevend zijn in de industrie? In dit artikel wordt de top tien van lasmachinefabrikanten onder de loep genomen, met aandacht voor hun innovaties, wereldwijde aanwezigheid en unieke sterke punten....
Heb je je ooit afgevraagd hoe lassers perfecte verbindingen maken in uitdagende posities? 6GR-lassen is een gespecialiseerde techniek voor het lassen van pijpleidingen met een obstakelring onder een hoek van 45°,...
Heb je je ooit afgevraagd wat de verborgen gevaren zijn achter de felle lasvonken? In dit artikel onderzoeken we de schadelijke effecten van argonbooglassen op het menselijk lichaam....
Heb je je ooit afgevraagd wat die cijfers en letters op lasstaven betekenen? In dit artikel wordt het coderingssysteem voor koolstof- en roestvaststalen lasstaven ontrafeld, zodat je hun treksterkte,...
Heb je je ooit afgevraagd hoe je het verbruik van lasdraad nauwkeurig kunt berekenen? In deze blogpost gaan we in op de methoden en formules die industrie-experts gebruiken om het...
Lasvervorming in roestvast staal kan leiden tot aanzienlijke problemen bij metaalbewerking. Het artikel onderzoekt verschillende methoden om deze vervormingen te controleren en te corrigeren, zoals het gebruik van koperen platen,...