
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe enorme stalen constructies op locomotieven hun precieze rondingen krijgen? In dit artikel onthullen we de geheimen achter het maken van grote buigradii in plaatwerkonderdelen. Je komt meer te weten over innovatieve methodes zoals stomp buigen en trapsgewijs buigen, en hoe ze vlakke metalen platen omtoveren tot complexe, gebogen meesterwerken. Bereid je voor op de magische techniek die deze indrukwekkende structuren mogelijk maakt!

Grote boogvormige werkstukken zijn een veelvoorkomend type plaatwerkproducten van de locomotiefstaalstructuur. Hun structuren zijn variabel en de verwerkingsmoeilijkheden zijn groter dan bij gewone werkstukken.
In dit artikel introduceren we een procesmethode om een grote buigradius te bereiken in plaatwerkonderdelen en beschrijven we in detail het gebruik van de methode met een specifiek gebogen werkstuk. De buigmethode kan ook worden gebruikt om een kegel te maken in een afkantpers.
Bij de praktische productie van werkstukken met een grote radius zijn er meestal drie vormmethoden:
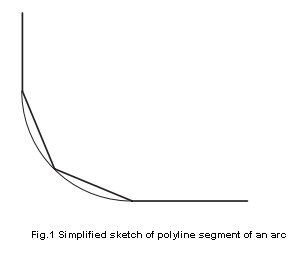
Het basisprincipe van het meerstaps vormgevingsproces is om het boogsegment ruwweg op te delen in polylijnsegmenten, zoals getoond in Figuur 1, om het doel te bereiken van buigen van plaatstaal met een grote radius met behulp van een pons met kleine radius.
Vergeleken met het boogsegment is het vormende effect van het polylijnsegment positief gerelateerd aan het aantal polylijnsegmenten.
Met deze procesmethode is het moeilijk om een prismatische structuur op het oppervlak van het werkstuk te vermijden. Voor niet-blootgestelde werkstukken kan deze procesmethode echter worden gebruikt, rekening houdend met de productiecyclus en de kosten.
Hoe de polylijnsegmentatie en buighoek van cirkelboogsegmenten:
Zoals getoond in Figuur 2 is de binnenradius van de buigboog van dit werkstuk R350, de buighoek 120° en de plaatdikte 5 mm.
Aangezien de gebruiksomgeving van het werkstuk voldoet aan de voorwaarden van de hierboven genoemde stootbuigmethode, wordt de meerstaps buigvormmethode gebruikt voor de verwerking.
Op basis van ervaringen uit het verleden en de bestaande matrijscondities in de werkplaats, wordt voor de bovenste matrijs een R120 radiusstempel gebruikt.
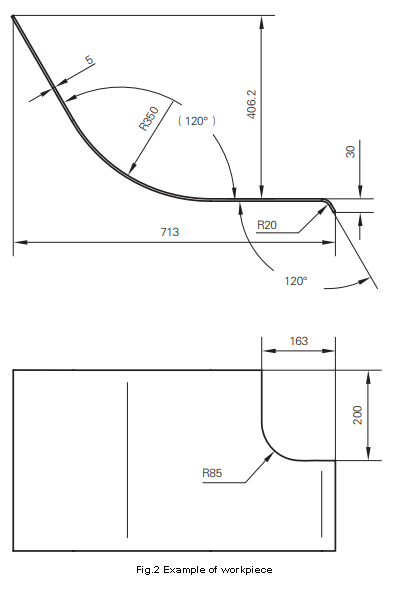
Na analyse van het grote boogsegment van het werkstuk in Figuur 2, wordt dit R350 boogsegment verdeeld in 6 polylijnsegmenten.
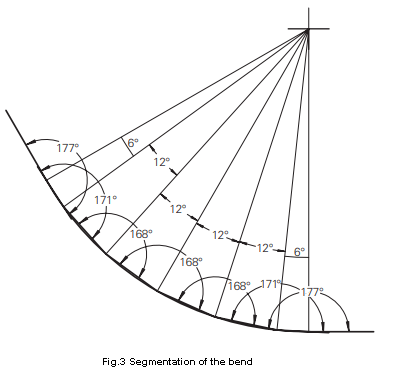
Opgemerkt moet worden dat voor een soepele overgang van het boogsegment en het rechte segment van het werkstuk (d.w.z. de twee uiteinden van het boogsegment) de segmentatiehoek moet worden ingesteld op de helft van de andere segmenten waar het boogsegment raakt aan het rechte segment.
Volgens FIG. 3 is te zien dat het werkstuk in FIG. 2 gevormd is door 7 keer te buigen.
Wanneer de elektrohydraulische servopers Als een remmachine plaatdelen buigt, zijn er drie basisparameters nodig: de dikte van de plaat, de buighoek en de positie van de buiglijn.
De eerste en tweede splijthoek zijn berekend als 6° en de andere hoeken zijn 12°. De buighoek na de splitsing kan direct worden gemeten met CAD-software. De specifieke buighoek wordt getoond in figuur 3.
Bevestiging van de positie van de buiglijn en uitgeklapte grootte
Om de nauwkeurigheid van de uitgevouwen afmetingen van de buiglijnEr zijn over het algemeen twee methoden: de neutrale laag uitzettingsberekeningsmethode en de softwaregestuurde uitzettingsmethode.
Om de buiggegevens beknopt, snel en nauwkeurig te verkrijgen, wordt de softwaregestuurde expansiemethode gebruikt voor de berekening.
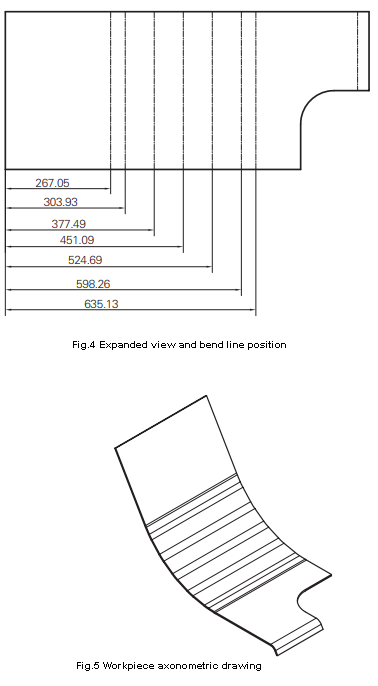
De doorsnede van het opgesplitste onderdeel wordt direct geïmporteerd in Catia en de Generatieve Plaatwerk ontwerp module wordt gebruikt om het werkstukmodel te genereren. Vervolgens wordt de buiglijn en uitgevouwen aanzicht worden geëxporteerd, zoals getoond in Figuur 4. De axonometrische tekening van het werkstuk wordt getoond in Figuur 5.
Tijdens de productie bleek dat sommige werkstukken met een kleine dikte (ongeveer 2 mm) ernstig vervormen tijdens de verwerking, wat leidt tot een aanzienlijke daling van de verwerkingsnauwkeurigheid en het niet voldoen aan de ontwerpeisen. De reden hiervoor is te wijten aan onvoldoende spanningsafgifte in de plaat.
Tijdens het lasersnijden en blank maken zagen we dat het werkstuk in deze batch krom trok als gevolg van inwendige spanning. Dit biedt ook een voorlopige methode om te beoordelen of dun plaatmetaal met een grote radius direct kan worden gebogen met behulp van het meervoudige buigproces, dat wil zeggen door de vervorming van het werkstuk tijdens het buigen te observeren. lasersnijden.
Als de vervorming ernstig is, moeten er maatregelen worden genomen om de inwendige spanningAnders is het moeilijk om een gekwalificeerd werkstuk te verkrijgen. Als de productiecyclus het toelaat, is natuurlijke veroudering een economische en effectieve methode. De gescheiden werkstukken ondergaan echter een lange verouderingsbehandeling, waardoor er onvermijdelijk zwevende roest op het oppervlak ontstaat. Daarom moeten ze worden afgeveegd of gestraald met een roestverwijderaar, wat de arbeids- en materiaalkosten verhoogt.
Daarom is het directe gebruik van staalplaten die voldoende natuurlijke veroudering hebben ondergaan de beste keuze. Als de productiecyclus niet is toegestaan, wordt de plaat gescheiden, gloeien kan ook worden gebruikt om interne spanning te elimineren, maar de hardheid van het materiaal neemt af na het gloeien. Daarom is het noodzakelijk om uitgebreid na te gaan of het gloeien wordt uitgevoerd volgens de ontwerpvereisten van het werkstuk.
Berekening van workstuk exuitbreiding diagram in buigen
Opgemerkt moet worden dat bij gebruik van de meerstaps buigmethode voor het bewerken van plaatwerk met een grote radius, de werkelijke omstandigheden van het werkstuk in acht moeten worden genomen.
Dat wil zeggen dat het bovenaanzicht wordt berekend aan de hand van het boogsegment nadat het polylijnsegment benaderd is. Het bovenaanzicht van het werkstuk berekend volgens de boog kan niet direct gebruikt worden, anders zal het werkstuk na bewerking onvermijdelijk buiten tolerantie zijn.
Vormdetectie van werkstuk met behulp van multi-stap buigproces
Het is de moeite waard om op te merken dat bij gebruik van een algemeen vergelijkingsmatrijsje voor het detecteren van de booggrootte van een werkstuk dat door stotend buigen is bewerkt, het matrijsje moet worden ontworpen als een buitenste grijptype en de buitenkant van de boog van het werkstuk moet worden gebruikt als detectieoppervlak.
Als het vergelijkingsmatrasje is ontworpen met de binnenkant als detectieoppervlak en het matrasje interfereert met het polylijnsegment, zal dit er onvermijdelijk toe leiden dat het matrasje niet op zijn plaats zit, waardoor de detectie mislukt.
Als ingenieuze procesmethode heeft het buigen met een grote boog zijn kenmerken van flexibiliteit en efficiëntie, maar ook zijn beperkingen.
Specifieke problemen moeten worden geanalyseerd in overeenstemming met de ontwerpvereisten en de toepassing van het werkstuk.
Bij de keuze van de verwerkingsmethode moet rekening worden gehouden met de productiekosten en de uiterlijke kwaliteit van het werkstuk.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











