
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je ooit moeite gehad om de hartafstand tussen rollen in een machine te berekenen? In deze blogpost verkennen we een eenvoudige methode om deze cruciale meting te bepalen. Onze deskundige werktuigbouwkundig ingenieur leidt u door het proces met waardevolle inzichten en praktische voorbeelden. Aan het eind zult u een duidelijk beeld hebben van hoe u deze veelvoorkomende uitdaging kunt aanpakken en uw vaardigheden op het gebied van machineontwerp kunt verbeteren.

Bij de fabricage van ketels en drukvaten is vervormingstechnologie een van de primaire fabricageprocessen.
In het vormproces is het walsen van de cilindersectie de meest elementaire vormmethode. Er komt veel kijken bij het walsen. Het grootste deel van het vervormingsproces wordt uitgevoerd op een symmetrische buigmachine met drie rollen. Omdat de dikte en diameter van de cilindersectie worden bepaald door verschillende productieprocessen, zijn er echter een aanzienlijk aantal specificaties en variëteiten.
De nauwkeurigheid van de kromming na het vormen hangt af van de parameter "H", wat de middenafstand is tussen de bovenste en onderste rollen aan het einde van het walsen.
Deze parameter wordt meestal bepaald met de formule (1).

Het lijkt misschien alsof deze formule niet ingewikkeld is, maar voor fabrikanten is de cumulatieve werklast aanzienlijk vanwege de verschillende specificaties en variëteiten van cilindersecties.
Om de bepaling van de waarde van "H" onder verschillende omstandigheden te vereenvoudigen en te vergemakkelijken, worden in dit artikel de volgende twee grafische algoritmen gebruikt.
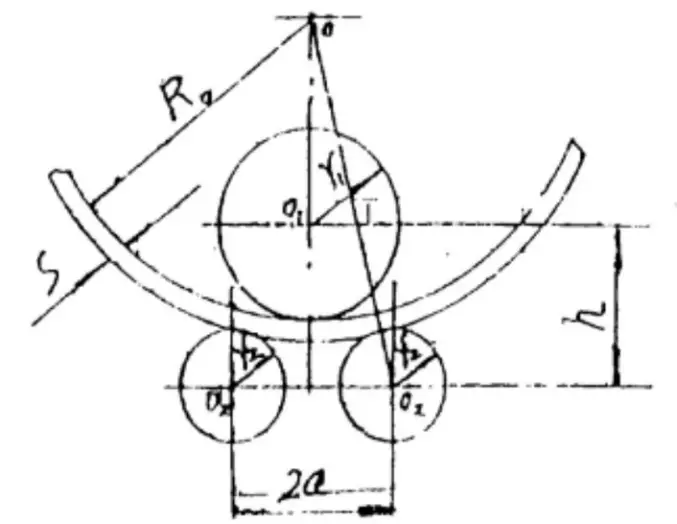
Fig. 1 Het eindpositiediagram van symmetrische drie rollen plaatbuigmachine
Wanneer een bepaald type plaatrolmachine is gegeven, de parameters a, r1 en r2 in de bovenstaande formule constanten zijn, alleen s en R0 variabelen zijn.
Als een bepaald type plaatbuigmachine wordt gebruikt om een willekeurige dikte en kromtestraal te walsen, kan de bijbehorende hoofdparameter "h" worden verkregen met het volgende grafiekalgoritme.
Eerst wordt een rechthoekig coördinatenstelsel opgesteld met a als ordinaat en h als abscis.
Dan wordt de volgende tekening uitgevoerd in het coördinatensysteem (getoond in Fig. 2)
Hij moet OP = a op de lengteas afsnijden, punt P als middelpunt van de cirkel nemen, en (R0 + S + r2) als straal om een positief punt a te maken op de dwarsas van het cirkelboogsnijpunt.
Het moet punt a als middelpunt van de cirkel nemen, R0 als de straal, en omgekeerd als een punt B op de dwarsas van de boog.
Dan wordt punt B genomen als middelpunt van de cirkel en R1 wordt genomen als de straal van het snijpunt van de boog, en een punt C in de positieve richting van de transversale as van de boog wordt gemaakt.
Dus: OC = h.
Bijvoorbeeld,
De trommelprofielen met S = 20 mm en d = 2000 mm worden gewalst op een 70 × 4000 symmetrische driewalsenplaatbuigmachine.
De waarde van h berekenen.
Volgens de gegevens is R1 = 350 mm, R2 = 330 mm, 2a = 800 mm.
Volgens het grafiekalgoritme (getoond in Fig. 2): h = 640mm, dat wordt berekend met de formule:

De absolute fout is slechts 1 mm, goed voor 0,015% van de werkelijke waarde, wat nauwkeurig genoeg is.
Als van (R + S + r) een bewegende liniaal wordt gemaakt, is dat handiger.
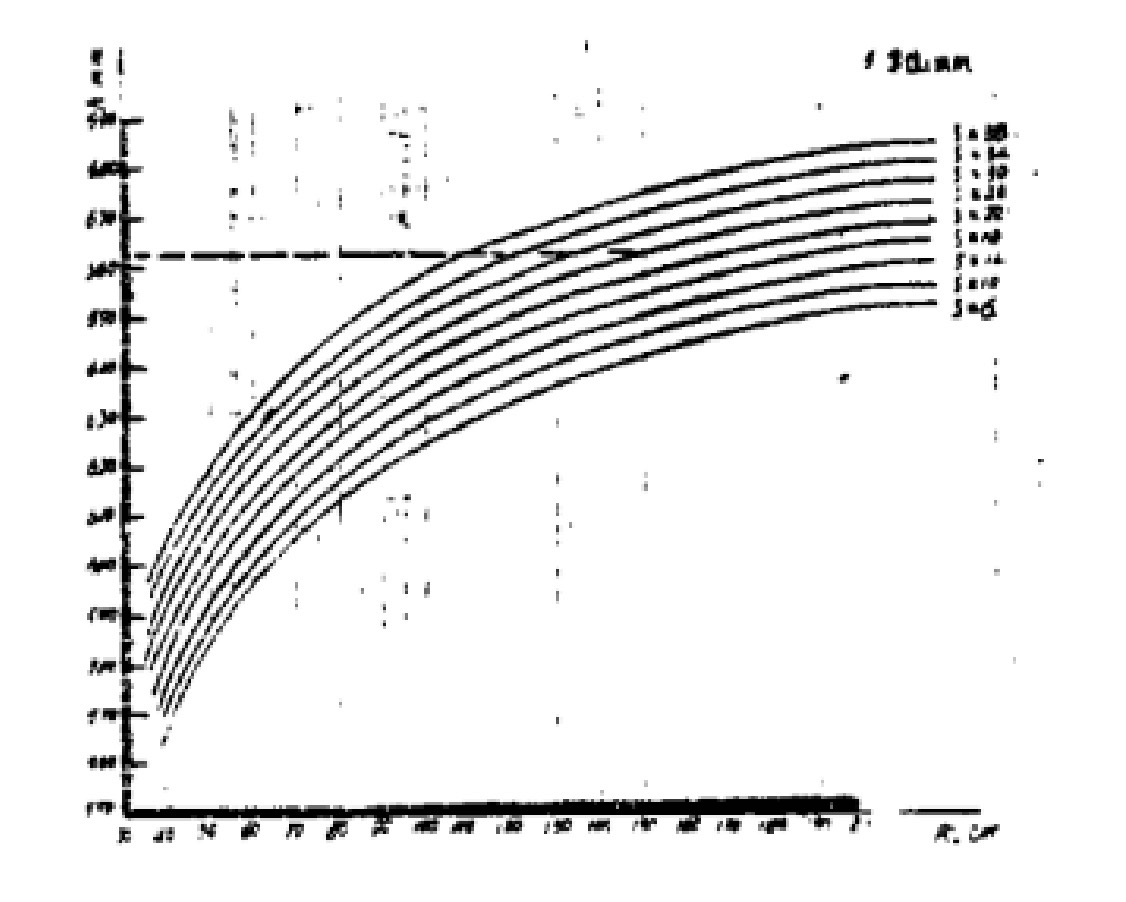
Fig. 2 Normogram om "h" te berekenen
Zoals hierboven bekend, als een bepaalde type buiging machine is gegeven, de parameters a, R1 en R2 zijn vastgesteld.
Als de relatiecurve van R0 en h onder verschillende plaatdiktes is getekend in r0-h coördinatensysteem, de gemeenschappelijke puntgrafiek van R0 en h van staalplaat met verschillende diktes op dit type walsmachine kan worden verkregen.
Het is erg handig om de waarde van de belangrijkste parameter "h" van de trommelsectie op dit type plaatbuigmachine onder alle verschillende omstandigheden te verkrijgen.
Hieronder zie je een gemeenschappelijk puntdiagram van een symmetrische driehoek van 70 × 4000. kransplaat buigmachine.
Bekend: r1 = 350 mm, r2 = 330 mm, a = 400 mm
Dus:

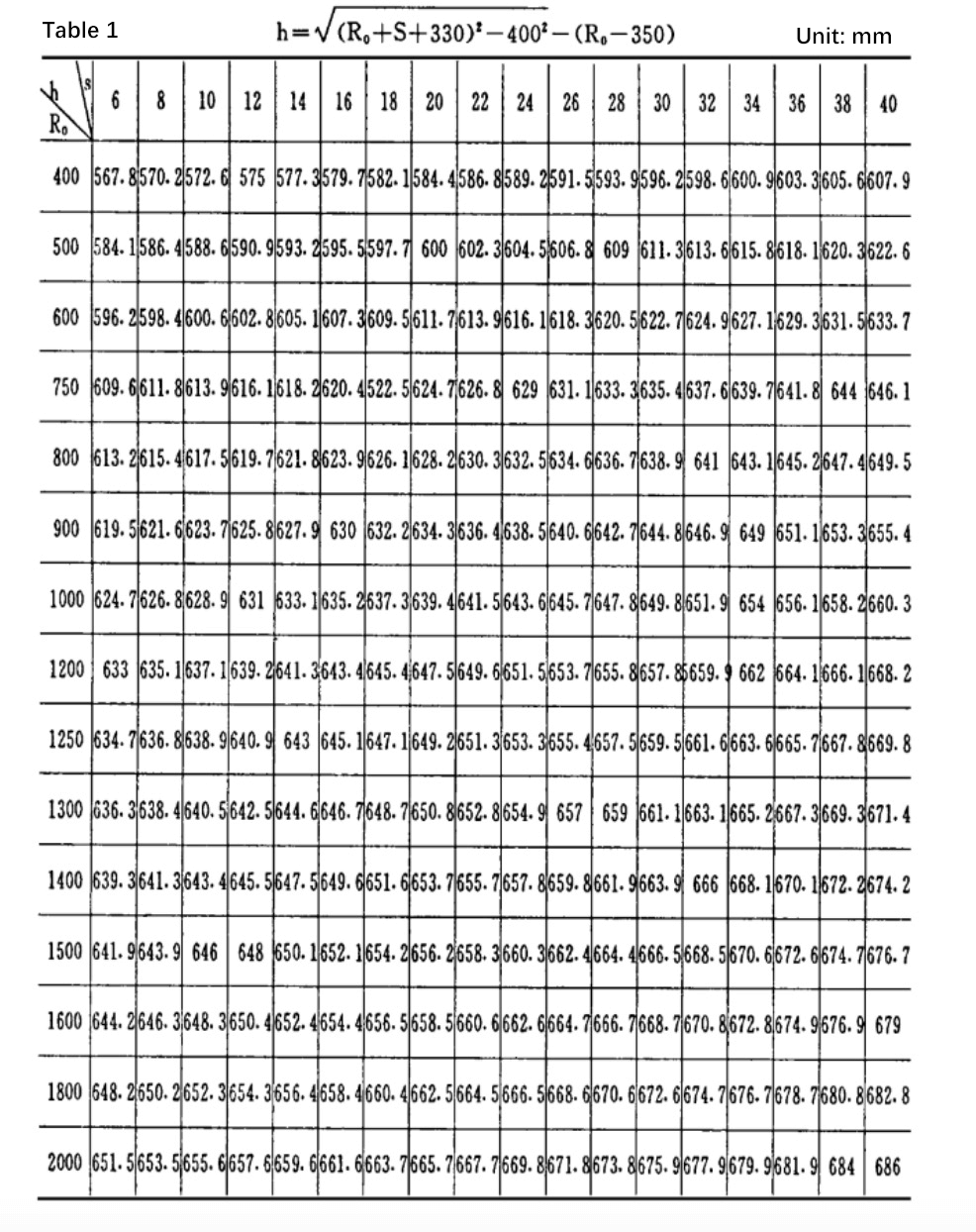
Tabel 1 is de gegevenstabel van berekening en tekening met s interval van 2mm.
Volgens de praktijkervaring is de dikte van de walsmachine is over het algemeen 6 ≤ s ≤ 40 (mm).
Over het algemeen is de straal van de roltrommel 400 ≤ R0 ≤ 200 (mm).
Daarom wordt dit bereik gebruikt als het berekende tekenbereik.
Uit tabel 1 blijkt dat de waarde van "n" in principe gelijk is aan de plaatdikte s als een bepaald type plaatbuigmachine wordt gebruikt om een bepaalde hoeveelheid R0.
De fout tussen de werkelijke waarde en de werkelijke waarde is kleiner dan 0,05%.
Wanneer de koperen plaat wordt gebogen, is er echter sprake van zowel plastische vervorming als elastische vervorming.
Daarom zal er een zeker elastisch herstel optreden na het lossen.
Daarom moet de waarde in de werkelijke productie iets lager zijn dan de werkelijke waarde.
Op deze manier, als we de wet van gelijkwaardige verandering van de twee gebruiken, wordt de tekening vereenvoudigd en de elastische springrug na daadwerkelijke buiging kan worden gecompenseerd.
Tegelijkertijd kan de grafieklijn worden verkleind en kan de "h"-waarde die overeenkomt met een willekeurige S worden bepaald onder een bepaalde R0.
Het eerste grafiekalgoritme is universeel, terwijl het tweede voor een bepaald type plaatbuigmachine is, welk type plaatbuigmachine overeenkomt met een speciale (k-R0-S) copuntgrafiek.
De resultaten van de twee grafiekalgoritmen in het onderwijs zijn erg goed en verhelderen studenten enorm.
Vooral de laatste methode is praktisch uitvoerbaar.
Voorgesteld wordt dat de fabrikant van de plaatbuigmachine het gemeenschappelijke hoofddiagram van (n-R0-S) op de walsmachine of in de handleiding, wat de daadwerkelijke productie van de fabrikant veel gemakkelijker maakt.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











