
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe dunne platen metaal in precieze vormen worden gebogen? Dit artikel verkent de fascinerende wereld van L-, U- en Z-buigtechnieken in plaatbewerking. Je leert de belangrijkste factoren, formules en praktische tips om telkens weer perfecte buigingen te maken.
1) Factoren die het minimum bepalen Buigen
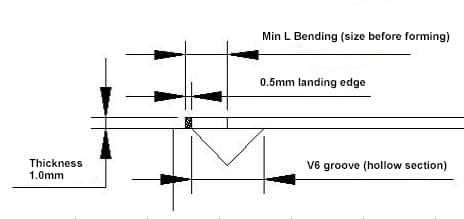
Als het midden van de afkantpers V de groef is hol, wanneer het vormen, de randvouw langer dan de holle sectie moet zijn en de specifieke grootte van de landende rand in de productie van verschillende bedrijven varieert (de lagere sectie van V-groef is onder gebruik lange tijd, de R-hoekverhogingen, die de afstand van de schrootrand dienovereenkomstig, anders, "het glijden" maakt zal gebeuren)
2) Reductieformule (empirisch): 6T/2+0.5+(1.8T/2)
3) Zoals de onderstaande afbeelding laat zien, is wanneer T=1, K=1.8*1, de minimale L-buiging 3+0.5+0.9=4.4
| V Groef/Dikte | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 16 | 18 |
| 0.5 | 2.5 | 3 | ||||||||||
| 0.8 | 3.2 | 3.7 | 4.2 | |||||||||
| 1 | 3.5 | 4 | 4.5 | 5 | 5.5 | |||||||
| 1.2 | 3.5 | 4 | 4.5 | 5 | 5.5 | |||||||
| 1.5 | 4.8 | 5.2 | 5.8 | 6.2 | 6.8 | |||||||
| 2 | 7.5 | 8.5 | ||||||||||
| 3 | 11 | 12 | ||||||||||
| 4 | 15 | 16 | ||||||||||
| 5 | ||||||||||||
| 19 | 20 | |||||||||||
| 22 | 24 | 26 | 28 | 30 |
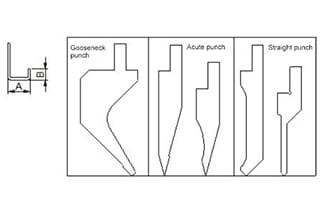
1) U buigtypen
A. Regelmatige vorming door pons afkantpers
B. Pakking-omgekeerd vouwen-omzomen (eerst buigen tot 30°, een geschikte pakking in het midden plaatsen en dan omzomen)
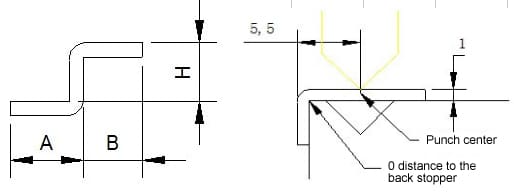
2) Factoren die de minimale U-buiging bepalen
Afgaande op de gebruikelijke stempelvorm, is de beste voor U-vouwen "zwanenhals punch"die vele soorten heeft en specifiek onderworpen is aan de vereisten van verschillende bedrijven.
De toenemende relatie tussen twee maten:
Hoe langer A is, hoe langer B is.
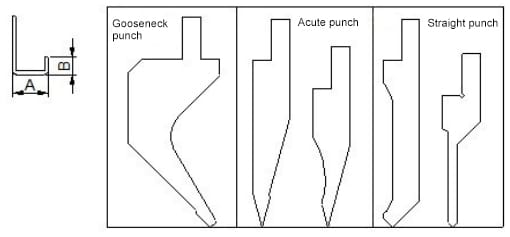
3)Reductieformule (empirische waarde van zwanenhalsstempel)
0,5 mm vel:
Minimale U-buiging: A =7,67, B= 0,5, minimale L-buiging=3,0
Toenemende waarde: wanneer A met 1 mm toeneemt, neemt B overeenkomstig toe met 1,87.
Formule: als de A-maat bekend is, dan is de B-maat= (A-7,67) + de minimale L-buigwaarde van deze plaat.
Bijvoorbeeld,
als A=15, dan B=(15-7,67)/0,5*1,87+3,0=30,4
Als B-maat bekend is, dan is A-maat= (B) - de minimale L-buigwaarde van deze plaat)/oplopende waarde *T+7,67
Bijvoorbeeld,
als B=30,4, dan A=(30,4-3)/1,87*0,5+7,67=15
0,8MM vel
Min U-buigingen A-maat=8,5,B-maat=0,8, min L-buigingen=4,2。
Increasing value:1.87/0.5*0.8=2.99
1,0MM-vel
Min U-buigingen A-maat=8,94, B-maat=1,0, min L-buigingen=4,5
Toenemende waarde: 1,87/0,5*1,0=3,7
1,2MM vel
Min U-buigingen A-maat=9,3, B=1,2, min L-buigingen=4,5
Toenemende waarde: 1,87/0,5*1,2=4,5
Blad 1,5 mm
Min U-buigingen A-maat=10,3, B= 1,5, min L-buigingen=6,2
Toenemende waarde: 1,87/0,5*1,5=5,5
2,0MM-vel
Min U-buigingen A-maat=12,7, B= 2,0, min L-buigingen=12,0
Toenemende waarde: 1,87/0,5*2=7,4
Opmerkingen:
| Dikte | A grootte (min) | B-maat (min) | K |
|---|---|---|---|
| 0.5 | 7.67 | 3 | 1.87 |
| 0.8 | 8.5 | 4.2 | 2.99 |
| 1 | 8.94 | 4.5 | 3.7 |
| 1.2 | 9.3 | 4.5 | 4.5 |
| 1.5 | 10.3 | 6.2 | 5.5 |
| 2 | 12.7 | 12 | 7.4 |
Gerelateerd: V- & U-vormige buigkracht calculator
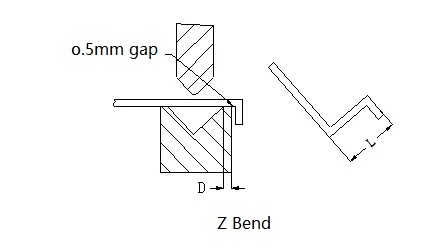
1) Z-buigtypes
2) De belangrijkste factoren die de minimale Z-buigwaarde beïnvloeden de breedte van V groef en de afstand van het midden van de V-groef tot de rand.
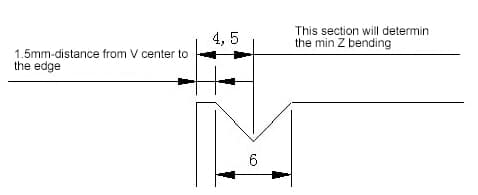
3) Formule: 6T/2+randafstand van V groef +(1.8T/2)+T (zie afbeelding)
Bijvoorbeeld, in het geval van 1,0 mm plaat, tot de rand afstand=1,5, dan is de minimale Z buiging H=61/2+1.5+(1.81/2)+1=6.4.
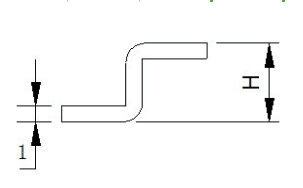
De begintoestand van de L-bocht wordt weergegeven in de volgende afbeelding:
Referentietabel voor buigbinnenkant R en minimale buighoogte van de koudgewalste plaat
| Nee. | Dikte | Matrijs Groefbreedte | Convexe dobbelsteen R | Min. buighoogte |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0.8/0.2 | 3.7 |
| 4 | 1.0 | 6 | 1/0.2 | 4.4 |
| 5 | 1.2 | 8/6 | 1/0.2 | 5.5/4.5 |
| 6 | 1.5 | 10/8 | 1/0.2 | 6.8/5.8 |
| 7 | 2.0 | 12 | 1.5/0.5 | 8.3 |
| 8 | 2.5 | 16/14 | 1.5/0.5 | 10.7/9.7 |
| 9 | 3.0 | 18 | 2/0.5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
De begintoestand van de Z-bocht wordt weergegeven in de volgende illustratie:
De minimale buiggrootte (L) van de plaatmetaal die overeenkomt met de Z-bocht voor materialen met verschillende dikte wordt getoond in de volgende tabel:
| Nee. | Dikte | Matrijs Groefbreedte | Convexe dobbelsteen R | Z Buighoogte |
| 1 | 0.5 | 4 | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0.8/0.2 | 9.5 |
| 4 | 1.0 | 6 | 1/0.2 | 10.4 |
| 5 | 1.2 | 8/6 | 1/0.2 | 11.7/10.7 |
| 6 | 1.5 | 10/8 | 1/0.2 | 13.3/12.3 |
| 7 | 2.0 | 12 | 1.5/0.5 | 14.3 |
| 8 | 2.5 | 16/14 | 1.5/0.5 | 18.2/17.2 |
| 9 | 3.0 | 18 | 2/0.5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











