
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd waarom sommige metalen onderdelen terugveren na het buigen? In dit artikel verkennen we de fascinerende wereld van buigmatrijzen en hoe je terugvering nauwkeurig kunt voorspellen. Je leert praktische tips en formules om nauwkeurige resultaten te bereiken bij je metaalbewerkingsprojecten.
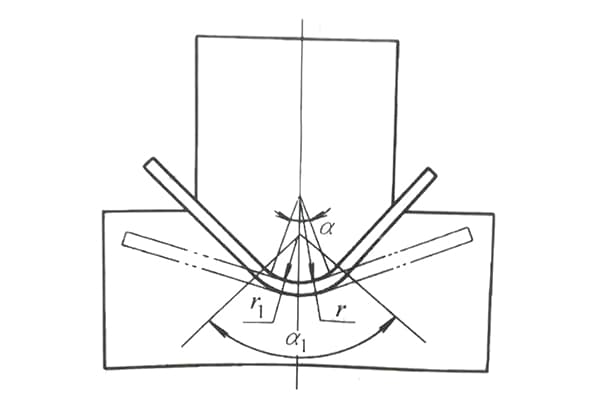
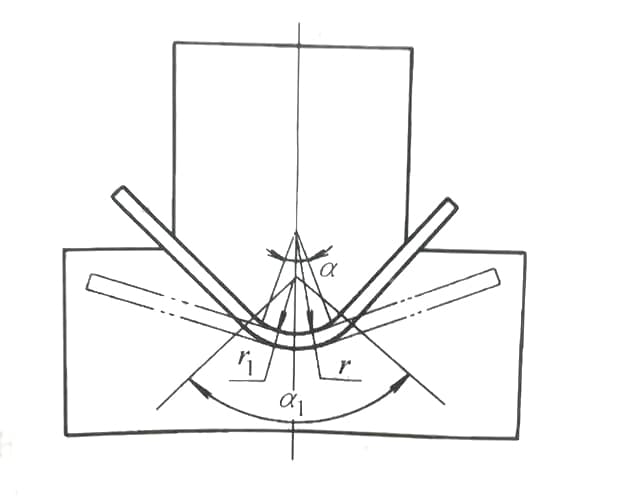
Bij het ontwerpen van een buigmatrijs met een interne boog kiezen veel mensen ervoor om dezelfde R-waarde te gebruiken als het originele product en geen rekening te houden met de terugvering, of ze verminderen de R-waarde direct met een bepaalde factor.
Als het originele product bijvoorbeeld een R-waarde van 1 heeft en het materiaal relatief hard is, zouden ze 0,8 keer de R-waarde kiezen voor de bolle mal, wat 0,8 zou zijn.
Als het materiaal relatief zacht is, zouden ze 0,9 keer de R-waarde kiezen, wat 0,9 zou zijn.
Als er een afwijking is, passen ze de matrijs meerdere keren aan op basis van ervaring om een tolerantie binnen het bereik te krijgen.
Als deze methode echter wordt gebruikt om een product te ontwerpen met een dikte van 0,5 en een interne R-waarde van 200 mm, kan het moeilijk zijn om de mate van terugvering nauwkeurig te voorspellen.
Daarom is een universele formule voor springrug wordt hieronder geïntroduceerd, die gebruikt kan worden om de terugveringswaarde te berekenen op basis van numerieke invoer.
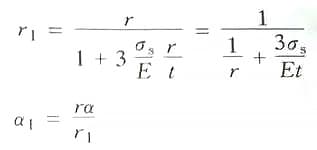
In de formule:
Uitgaande van 3σs/E=A als de vereenvoudigingscoëfficiënt, met waarden vermeld in Tabel 2-27. De berekeningsformule voor de bolle hoekradius van de matrijs tijdens het buigen van staven met cirkelvormige doorsnede is als volgt:

De waarde van A staat in de tabel hieronder.
| Materiaalwetenschap | Staat | A | Materiaalwetenschap | Staat | A |
| 1035(L4) 8A06 (L6) | gloeien | 0.0012 | QBe2 | zacht | 0.0064 |
| Koude hardheid | 0.0041 | hard | 0.0265 | ||
| 2A11 (LY11)) | zacht | 0.0064 | QA15 | hard | 0.0047 |
| hard | 0.0175 | 08, 10, Q215 | 0.0032 | ||
| 2A12 (LY12)) | zacht | 0.007 | 20, Q235 | 0.005 | |
| hard | 0.026 | 30, 35, Q255 | 0.0068 | ||
| T1, T2, T3 | zacht | 0.0019 | 50 | 0.015 | |
| hard | 0.0088 | T8 | gloeien | 0.0076 | |
| H62 | zacht | 0.0033 | koude hardheid | ||
| halfhard | 0.008 | ICr18N9Ti | gloeien | 0.0044 | |
| hard | 0.015 | koude hardheid | 0.018 | ||
| H68 | zacht | 0.0026 | 65Mn | gloeien | 0.0076 |
| hard | 0.0148 | koude hardheid | 0.015 | ||
| QSn6,5-0,1 | hard | 0.015 | 60Si2MnA | gloeien | 0.125 |
Als de benodigde materialen hierboven niet beschikbaar zijn, kun je ook de onderstaande tabel raadplegen om de elasticiteitsmodulus en de vloeigrens van het materiaal en plaats deze dan in de bovenstaande formule voor de berekening.
| Naam materiaal | Materiaalsoort | Materiaalstatus | Ultieme kracht | Reksnelheid (%)) | Opbrengststerkte/MPa | Elastische modulusE/MPa | |
| weerstand tegen afschuiving/MPa | trek/MPa | ||||||
| Koolstof constructiestaal | 30 | Genormaliseerd | 440-580 | 550-730 | 14 | 308 | 22000 |
| 55 | 550 | ≥670 | 14 | 390 | – | ||
| 60 | 550 | ≥700 | 13 | 410 | 208000 | ||
| 65 | 600 | ≥730 | 12 | 420 | – | ||
| 70 | 600 | ≥760 | 11 | 430 | 210000 | ||
| Koolstof constructiestaal | T7~T12 T7A-T12A | Uitgegloeid | 600 | 750 | 10 | – | – |
| T8A | Koud gehard | 600-950 | 750-1200 | – | – | – | |
| Koolstofstaal van hoge kwaliteit | 10Mn2 | Uitgegloeid | 320-460 | 400-580 | 22 | 230 | 211000 |
| 65M | 600 | 750 | 18 | 400 | 211000 | ||
| Gelegeerd constructiestaal | 25CrMnSiA 25CrMnSi | Gegloeid bij lage temperatuur | 400-560 | 500-700 | 18 | 950 | – |
| 30CrMnSiA 30CrMnSi | 440-600 | 550-750 | 16 | 1450850 | – | ||
| Verenstaal van hoge kwaliteit | 60Si2Mn 60Si2MnA 65Si2WA | Gegloeid bij lage temperatuur | 720 | 900 | 10 | 1200 | 200000 |
| Koud gehard | 640-960 | 800-1200 | 10 | 14001600 | – | ||
| Roestvrij staal | 1Cr13 | Uitgegloeid | 320-380 | 400-170 | 21 | 420 | 210000 |
| 2Cr13 | 320-400 | 400~500 | 20 | 450 | 210000 | ||
| 3Cr13 | 400-480 | 500~600 | 18 | 480 | 210000 | ||
| 4Cr13 | 400-480 | 500-500 | 15 | 500 | 210000 | ||
| 1H18N9 2H18N9 | Warmte behandeld | 460~520 | 580-610 | 35 | 200 | 200000 | |
| Koudgehard | 800-880 | 100-1100 | 38 | 220 | 200000 | ||
| 1H18N9T | Warmtebehandeld verzacht | 430~550 | 54-700 | 40 | 240 | 200000 | |
Het is het beste om een algemeen gebruikte materialendatabase op te zetten en ontbrekende fysische parameters te verkrijgen van leveranciers. Als de parameters voor elasticiteitsmodulus en treksterkte correct zijn, zijn de buiging en terugvering van algemene veerklemmen, uiterlijke delen en profielen nauwkeuriger.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











