
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
In wezen hebben positioneren en opspannen maar één doel: vervorming voorkomen. Tijdens het bewerken van onderdelen rijst de vraag: komt opspannen of positioneren op de eerste plaats? Dit is een samenvatting die industrieprofessionals hebben getrokken uit het ontwerp van opspanningen, maar de werkelijkheid is verre van eenvoudig. We ontdekten dat voorlopige ontwerpen vaak tekortschieten bij het beheren van de positionering [...]
In wezen hebben positionering en klemming maar één doel: vervorming voorkomen.
Tijdens het bewerken van onderdelen rijst de vraag: moet er eerst worden geklemd of gepositioneerd?
Dit is een samenvatting die professionals uit de industrie hebben getrokken uit het ontwerpen van inrichtingen, maar de werkelijkheid is verre van eenvoudig. We ontdekten dat voorlopige ontwerpen vaak tekortschieten in het managen van positionering en klemming.
Hierdoor verliezen zelfs de meest innovatieve oplossingen hun praktische waarde. Inzicht in de basisprincipes van positioneren en opspannen kan de integriteit van het ontwerp van opspanningen en bewerkingsplannen fundamenteel waarborgen.
Bij het positioneren vanaf de zijkant van een werkstuk, net als bij ondersteuningen, is het principe van drie punten het uitgangspunt.
Dit principe, bekend als het driepuntsprincipe, is afgeleid van het concept dat "drie niet-collineaire punten een vlak bepalen". In een verzameling van vier punten kunnen drie punten een vlak bepalen, waardoor in totaal vier vlakken kunnen worden gedefinieerd.
Hoe de positionering ook gebeurt, het uitlijnen van het vierde punt op hetzelfde vlak is een grote uitdaging.
Als je bijvoorbeeld vier plaatsbepalers met een vaste hoogte gebruikt, is het zeer waarschijnlijk dat slechts drie punten contact maken met het werkstuk, waardoor het vierde punt het werkstuk niet raakt.
Daarom is het gebruikelijk om bij het instellen van plaatsbepalers drie punten als basis te gebruiken en de afstand tussen deze drie punten zo groot mogelijk te maken.
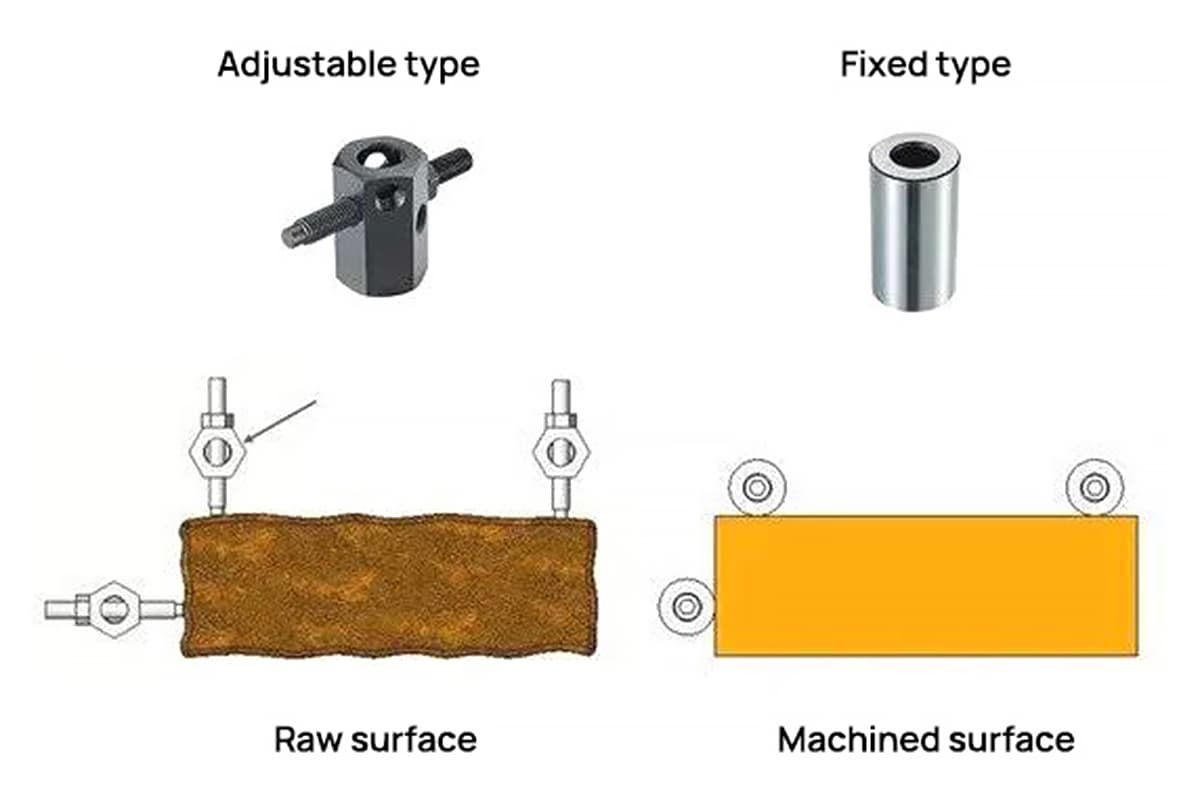
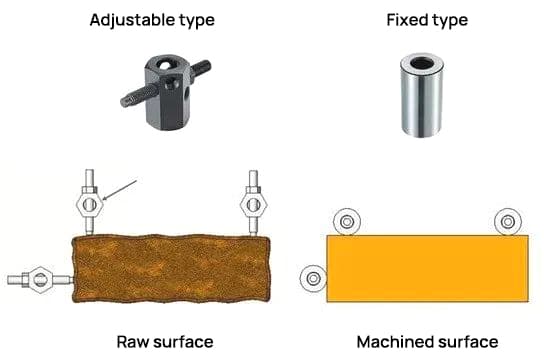
Voordat de opspoorsystemen worden ingesteld, moet bovendien de richting van de bewerkingsbelasting worden bepaald. De richting van de bewerkingsbelasting komt overeen met de verplaatsingsrichting van de gereedschapshouder/het gereedschap.
Het positioneren van opspoorsystemen aan het einde van de verplaatsingsrichting van het gereedschap kan de algehele nauwkeurigheid van het werkstuk direct beïnvloeden.
Gewoonlijk worden verstelbare boutopspoorsystemen gebruikt voor positionering op het ruwe oppervlak van het werkstuk, terwijl vaste opspoorsystemen (met geslepen contactoppervlakken van het werkstuk) worden gebruikt voor positionering op het bewerkte oppervlak van het werkstuk.
Bij het gebruik van gaten die bij eerdere bewerkingen van een werkstuk zijn gemaakt voor positionering, moeten paspennen met tolerantie worden gebruikt.
Door de precisiecoördinatie van het gat in het werkstuk en de externe vorm van de deuvelpen, en op basis van de pastolerantie, kan de positioneringsnauwkeurigheid voldoen aan de werkelijke vereisten.
Bovendien is het bij het gebruik van paspennen voor positionering gebruikelijk om één rechte paspen en één ruitvormige paspen te gebruiken.
Deze opstelling maakt het monteren en demonteren van werkstukken eenvoudiger en leidt er zelden toe dat het werkstuk vast komt te zitten op de paspennen.
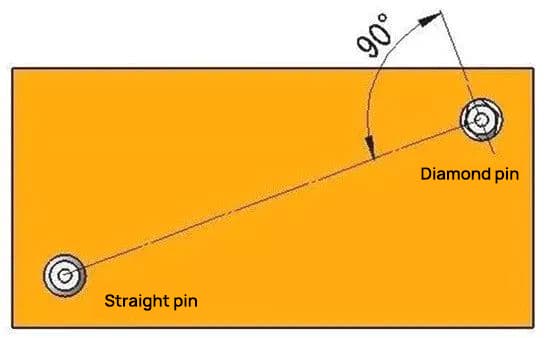
Natuurlijk is het ook mogelijk om twee rechte paspennen te gebruiken door de montagetolerantie aan te passen. Maar voor een preciezere positionering is het meestal het meest effectief om één rechte paspen en één diamantpen te gebruiken.
In situaties met één rechte paspen en één diamantpen is de uitlijnrichting van de diamantpen (waar deze het werkstuk raakt) meestal onder een hoek van 90° ten opzichte van de lijn die de rechte paspen en diamantpen verbindt.
Deze configuratie is ontworpen voor hoekpositionering (draairichting van het werkstuk).
Op basis van de klemrichting worden ze over het algemeen onderverdeeld in de volgende categorieën:
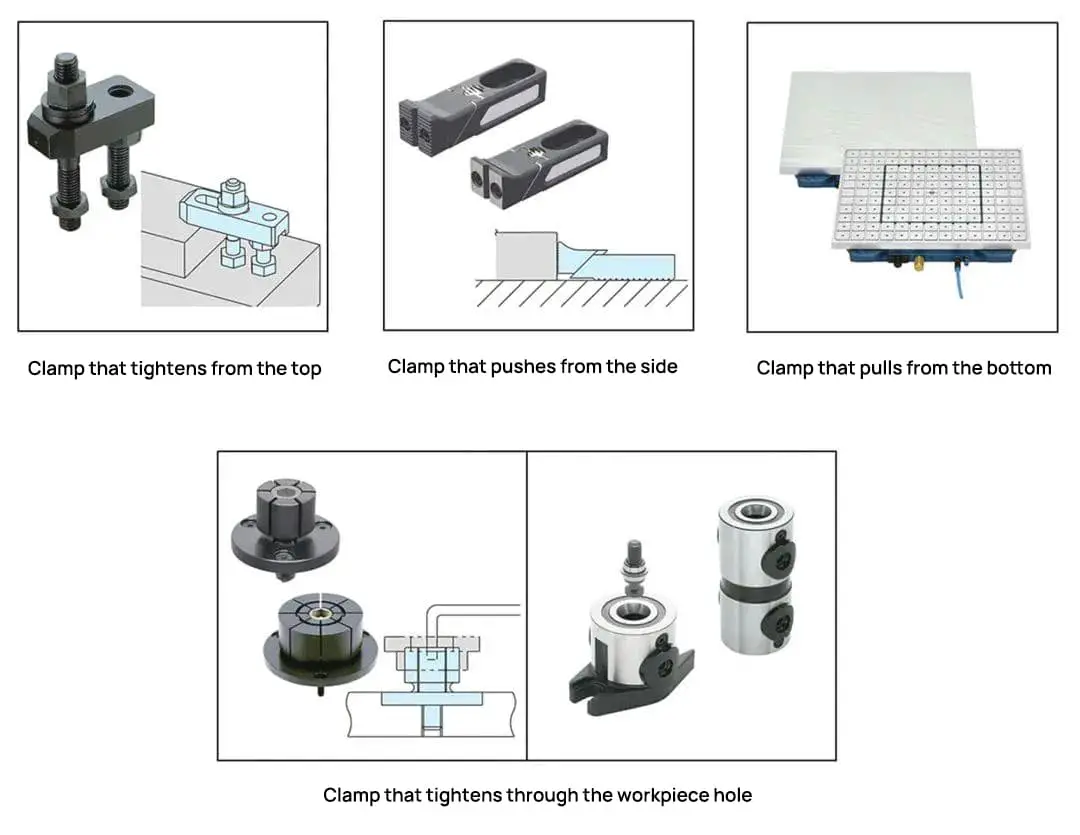
Laten we vervolgens de kenmerken van verschillende klemmen bekijken.
1. Boven-onder klemmen
Top-down klemmen, die druk uitoefenen van boven het werkstuk, veroorzaken de minste vervorming tijdens het klemmen en zorgen voor de grootst mogelijke stabiliteit tijdens het bewerkingsproces.
Daarom wordt in de meeste gevallen eerst boven het werkstuk geklemd. Het meest voorkomende voorbeeld van bovenaf klemmen zijn handbediende mechanische klemmen.
De klem die hieronder is afgebeeld staat bijvoorbeeld bekend als een "esdoornblad" klem. Klemmen die bestaan uit een drukplaat, bouten met dubbele kop, een fleskrik en moeren worden "esdoornblad"-klemmen genoemd.

Bovendien kunnen op basis van de vorm van het werkstuk verschillende persplaten worden geselecteerd voor verschillende werkstukconfiguraties.

De relatie tussen het klemkoppel en de klemkracht van een dennenbladklem kan worden berekend via de aandrijfkracht van de bout.
De eenvoudige berekeningsformule voor klemkracht is als volgt:
F (kN) = T (N×m) / 0,2d
(waarbij d verwijst naar de nominale diameter van de bout).

| T(N-m) | F (KN) | F1, F2 (KN)) | |
| M6 | 15 | 12.5 | 6.3 |
| M8 | 25 | 16.0 | 8.0 |
| M10 | 50 | 25.0 | 12.5 |
| M12 | 80 | 33.0 | 16.5 |
| M16 | 150 | 47.0 | 23.5 |
| M20 | 200 | 50.0 | 25.0 |
| M24 | 300 | 62.5 | 31.3 |
Naast de bladklemmen zijn er nog andere, vergelijkbare klemmen die het werkstuk van bovenaf vastzetten.




2. Apparaat voor zijklemmen
Traditioneel was het opspannen van werkstukken vanaf de bovenkant de meest stabiele methode, die resulteerde in de laagste werkbelasting voor het werkstuk.
Als het echter nodig is om aan de bovenkant van het werkstuk te werken, of als het opspannen aan de bovenkant om verschillende redenen niet geschikt is, kan zijdelingse klemming een alternatief zijn.
Het opspannen vanaf de zijkant kan echter een opwaartse kracht op het werkstuk veroorzaken. Met deze kracht moet rekening worden gehouden bij het ontwerpen van het kleminrichting.

Klemmen die vanaf de zijkant vastzetten, zoals hierboven getoond, genereren een zijwaartse kracht samen met een neerwaartse diagonale kracht. Dit type opspanning voorkomt effectief dat het werkstuk omhoog komt.
Er zijn ook andere, vergelijkbare klemmen die vanaf de zijkant worden vastgezet.



3. Een omlaagtrekklem voor werkstukken gebruiken
Bij het bewerken van oppervlakken van plaatmetaal werkstukken is het niet alleen ongepast om van bovenaf te spannen, maar ook zijdelingse druk is onredelijk. De enige haalbare methode is een pull-down benadering van onderaf.
Als het werkstuk van ijzer is, wordt meestal een magnetische klem gebruikt om het van onderaf naar beneden te trekken. Voor niet-ijzeren metalen werkstukken wordt meestal een vacuümzuignap gebruikt voor het naar beneden trekken.
In beide scenario's is de grootte van de klemkracht recht evenredig met het contactoppervlak tussen het werkstuk en de magneet of vacuümzuignap.
Als de bewerkingsbelasting te hoog is bij het bewerken van kleine onderdelen, zijn de resultaten van het bewerkingsproces mogelijk niet bevredigend.

Bovendien moet bij het gebruik van magneten of vacuümzuignappen het contactoppervlak met de magneet en zuignap een bepaalde gladheid hebben voor een veilige en normale werking.
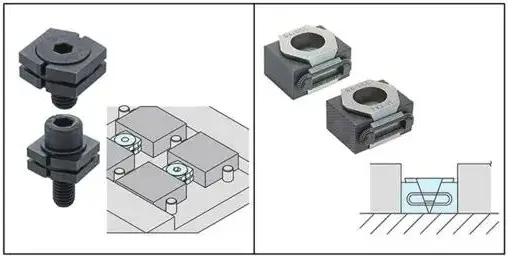
4. Gatenklemmen gebruiken
Bij het simultaan bewerken van meerdere vlakken of bij matrijsbewerking met een 5-asmachineEr wordt vaak voor gatklemming gekozen om interferentie van klemmen en gereedschappen te voorkomen.
Vergeleken met het klemmen vanaf de bovenkant of zijkant van het werkstuk, wordt het werkstuk bij het klemmen met gaten minder belast, waardoor vervorming effectief wordt voorkomen.


Het bovenstaande bespreekt voornamelijk werkstuk opspaninrichtingen en hoe de operabiliteit kan worden verbeterd. Het gebruik van pre-clamping is ook cruciaal voor het verbeteren van de operabiliteit.
Wanneer een werkstuk verticaal op de basis wordt geplaatst, zal het werkstuk door de zwaartekracht naar beneden vallen. Op dit punt moet men tegelijkertijd het werkstuk op zijn plaats houden en de klem bedienen.
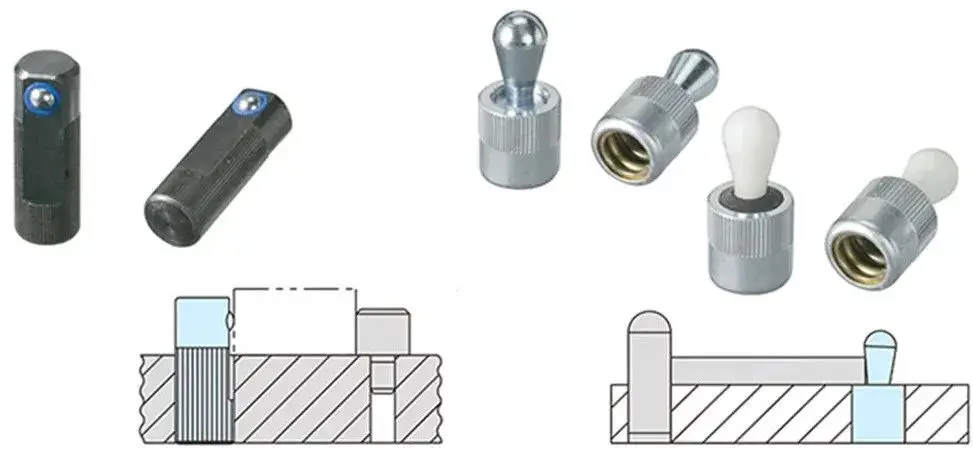
De bedienbaarheid neemt aanzienlijk af en de klemtijd wordt lang als het werkstuk een aanzienlijk gewicht heeft of als er meerdere stukken tegelijk worden geklemd.
In dergelijke gevallen is het gebruik van deze type veer Met het voorspanproduct kan de operator het werkstuk opspannen terwijl het stilstaat, wat de werkbaarheid aanzienlijk verbetert en de opspantijd verkort.
Bij gebruik van verschillende soorten klemmen binnen dezelfde opspanning moeten de gereedschappen voor het vastklemmen en losmaken gestandaardiseerd zijn.
Zoals bijvoorbeeld te zien is in de linkerafbeelding hieronder, neemt bij het gebruik van verschillende sleutels voor het opspannen de totale belasting voor de operator toe en wordt de totale opspantijd van het werkstuk langer.
Zoals geïllustreerd in de rechterafbeelding hieronder, vergemakkelijkt het standaardiseren van de sleutels en boutmaten de taak van de operator op locatie.

Bovendien moet bij het instellen van de klemmen zoveel mogelijk rekening worden gehouden met het bedieningsgemak van het klemmen van het werkstuk. Als het werkstuk gekanteld moet worden om te klemmen, wordt de bediening onhandig. Daarom moeten dergelijke situaties worden vermeden bij het ontwerpen van de opspanmallen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











