
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Hoe zorgt u voor optimale prestaties en een lange levensduur van uw revolverstansmatrijzen? Dit artikel verkent de verschillende classificaties, selectiecriteria en installatieprocedures die essentieel zijn voor het onderhoud van deze kritieke componenten in uw machines. Door de types en juiste installatiemethodes van revolverstansmatrijzen te begrijpen, kunt u nauwkeurige en efficiënte bewerkingen uitvoeren en de levensduur van uw apparatuur verlengen. Duik in deze uitgebreide gids voor praktische tips en best practices die uw bewerkingsprocessen verbeteren en productieresultaten van hoge kwaliteit garanderen.

Laten we Amada punch als voorbeeld nemen:
AMADA CNC stansmallen kunnen worden onderverdeeld in twee categorieën: originele mallen (metalen retourplaat) (Fig. 1) en binnenlandse mallen (rubberen retourplaat) (Fig. 2).
Op basis van de vorm van de schimmel zijn ze geclassificeerd als ronde schimmel, taille ronde schimmel, rechthoekige schimmel, vierkante schimmel, speciaal gevormde schimmel, het vormen van schimmel (monster punch, bump, tegenboring, turn over gat, sluiter, en krimpen sterven).
De matrijsgrootte bepaalt de overeenkomstige stations, die als volgt verdeeld zijn:
Station X
Meestal ronde mal (φ1.6~ φ12.7) en voorste monster matrijs.
Komt overeen met 10 stations van de bewerkingsmachine;

Fig. 1 originele mal (metalen retourplaat)

Fig. 2 Huishoudelijke mal (rubberen retourplaat)
Station B
Dit omvat ronde matrijzen (φ13φ27), vierkante matrijzen (SQ4SQ16), gedeeltelijke rechthoekige matrijzen, gedeeltelijke taille ronde matrijzen en gedeeltelijke speciaal gevormde matrijzen (zoals sleutelgat, kruis, trapezium, zeshoek en enkele D matrijzen). Daarnaast zijn er vormmatrijzen (omgekeerde monsterponsen, stoten, tegenboren, gat-draaimat, enz.) die overeenkomen met de 16 stations op de bewerkingsmachine.
Station C
Herziene versie:
De beschikbare matrijstypes omvatten ronde matrijzen (φ30~φ37), vierkante matrijzen (SQ20), gedeeltelijke rechthoekige matrijzen, gedeeltelijke taille ronde matrijzen en gedeeltelijke speciaal gevormde matrijzen (dubbeloor matrijzen). Deze komen overeen met de 6 stations van de bewerkingsmachine.
Station D
Dit product omvat ronde matrijzen (φ40-φ50), een vierkante matrijs (SQ35), gedeeltelijke rechthoekige matrijzen en gedeeltelijke taille ronde matrijzen. Deze zijn ontworpen om overeen te komen met de 4 stations van een bewerkingsmachine.
Station E, F
De belangrijkste onderdelen van de machine zijn de frees (RE60x4, RE60x5), vierkante matrijs (SQ50) en speciale matrijs (negengaatsmatrijs). Deze komen overeen met de twee stations van de gereedschapsmachine.
Statie G, H
Snijder (RE80x6), speciaal gevormde matrijs (sluiter).
Komt overeen met 2 stations van een bewerkingsmachine;
Station I
Het station voor indexeringsrotatie wordt gebruikt om de te roteren matrijs te installeren.
Dit komt overeen met 4 stations van de bewerkingsmachine.
De algemene regel is om de laagste matrijsafstand afhankelijk van de materiaaldikte van het te bewerken werkstuk, zoals weergegeven in tabel 1.
Tabel 1 Selectie van de onderste matrijsspeling
| Materiaaldikte (mm) | 0.5-1.0 | 1.2 | 1.5 | 2.0-3.0 | 4.0 |
| Vrije ruimte (mm) | 0.1-0.15 | 0.15-0.2 | 0.3-0.40 | 0.4-0.6 | 0.6-0.8 |
Opgemerkt moet worden dat de onderste matrijs die voor de bovenste matrijs is gespecificeerd, meestal een opening van slechts 0,1 mm tot 0,4 mm heeft.
Bij het verwerken van platen dikker dan 3 mm is flexibiliteit in de keuze echter noodzakelijk. Als er bijvoorbeeld met een koperen plaat van 4 mm wordt gewerkt, is de maximale speling van de φ6,5 ondermatrijs slechts 0,4 mm. In dit geval kan een φ7,1 (0,15 mm) ondermatrijs worden gebruikt.
Open het revolverklepje → draai de machine naar het station waar de onderste matrijs moet worden geïnstalleerd → verwijder de onderste matrijsvoet met het gespecificeerde gereedschap → plaats de onderste matrijs in het overeenkomstige lege station → controleer de hoogte (de hoogte van de onderste matrijs kan 1 mm ~ 2 mm hoger zijn dan de matrijsvoet. Als de hoogte van de matrijs zelf niet voldoende is, voeg dan vulringen toe om de matrijs op de standaardhoogte te brengen) → draai de schroeven vast → installeer de basis van de onderste matrijs op de revolver → bevestig de basis van de onderste matrijs op de revolver met het gespecificeerde gereedschap → de installatie van de onderste matrijs is voltooid.
De installatievolgorde van de onderste matrijs wordt getoond in Figuur 3.
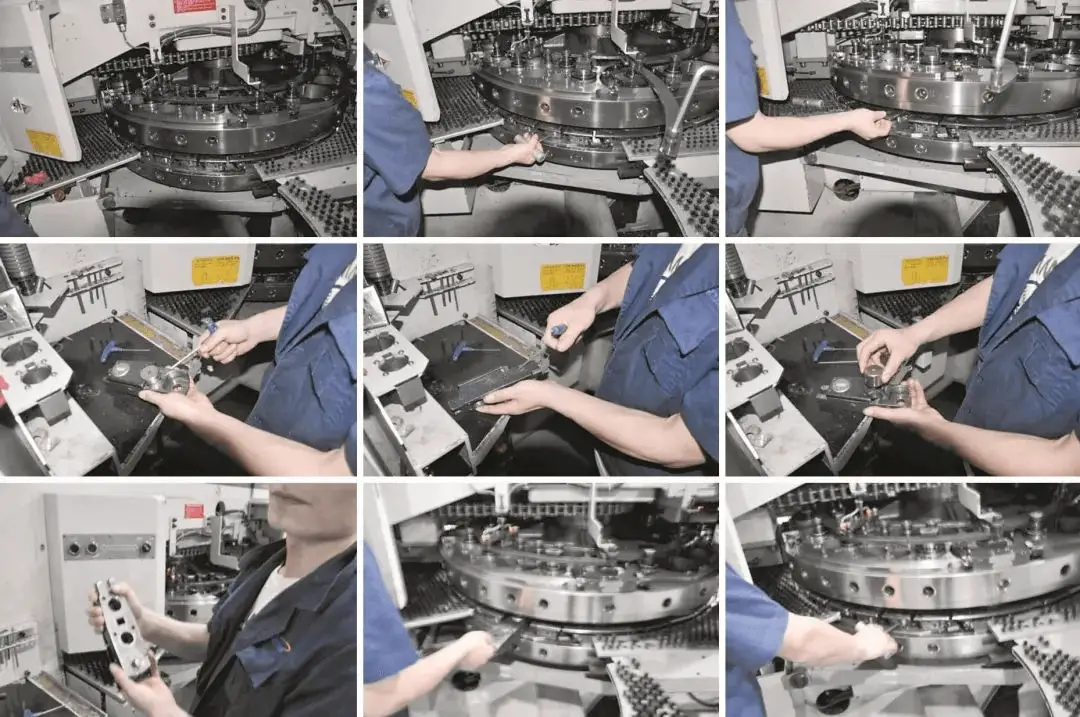
Fig. 3 installatievolgorde van de onderste matrijs
Om de mal correct te installeren, volgt u de malhoek zoals aangegeven op de lijst met mallen. De stappen voor een correcte installatie zijn als volgt:
Installeer de originele vormhuls of binnenlandse vormhuls volgens de geselecteerde bovenste vorm. Over het algemeen kan de binnenlandse vormhuls voor het vaste station alleen worden geïnstalleerd bij 0 ° of 90 °, terwijl de originele vormhuls kan worden geïnstalleerd bij 0 °, 45 ° en 90 °.
Plaats de bovenste mal in de geselecteerde malhuls en zorg ervoor dat de corresponderende pen in de corresponderende groef wordt geplaatst. De originele malhuls kan automatisch in de bodem van de malhuls schuiven. Soms kan het nodig zijn om met een koperen staaf zachtjes op de rand van de mal te tikken om de binnenlandse mal in de bodem van de mal te schuiven.
Bedek de retourplaat en controleer de hoogte van de bovenste matrijs. Om ervoor te zorgen dat de hoogte van de bovenste matrijs gelijk is aan of iets lager is dan de retourplaat binnen 0,5 mm, selecteert u de bijpassende retourplaat.
Het is ten strengste verboden dat de hoogte van de matrijs de retourplaat overschrijdt.
Als de hoogte van de matrijs zelf niet voldoet aan de gespecificeerde vereisten, voeg dan de pakking in de matrijshuls toe of verwijder deze totdat de matrijs de vereiste hoogte heeft bereikt. Nadat de matrijshoogte de norm heeft bereikt, draait u eerst de schroeven achter de matrijshuls vast en vervolgens de schroeven op de retourplaat.
Open het revolverklepje en draai de revolver na het installeren van de onderste matrijs naar het overeenkomstige bovenste matrijsstation. Het is essentieel dat de installatiehoek van de bovenste en onderste matrijs consistent is.
Plaats vervolgens de matrijs verticaal in het station zodat deze vrij kan glijden totdat de corresponderende pen volledig in de corresponderende sleuf is geplaatst. Het rode indicatielampje gaat branden nadat de inductieklem van de revolver is vastgedraaid, wat aangeeft dat de installatie van de bovenste matrijs is voltooid.
Selecteer de matrijs die bij het station past en geef prioriteit aan het lege station. Als er niet genoeg stations beschikbaar zijn, overweeg dan om het station met de minder vaak gebruikte matrijs te gebruiken om ervoor te zorgen dat de vaak gebruikte matrijzen zich altijd in het machinestation bevinden. Dit zorgt voor een soepeler verwerkingsproces met minder matrijswissels.
De bewerkingsmachine is uitgerust met vier roterende stations.
De onderste matrijs van het roterende station staat standaard op 0°, wat betekent dat de bovenste matrijs alleen onder deze hoek geïnstalleerd kan worden (dit is belangrijk).
De installatiestappen zijn als volgt:
Installeer om te beginnen de onderste matrijs in de indexeerconverter. Voordat klemming Als de onderste matrijsconverter in de positioneergroef wordt geplaatst, moet de onderste revolver van het indexeerstation vrij zijn van vuil.
Plaats vervolgens de bovenste mal. Zodra de bovenste mal is geïnstalleerd, controleert u of de hoeken van de bovenste en onderste mal consistent zijn.
Plaats ten slotte de bovenste mal in de revolver met de positioneringsgroef rechtsboven.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











