
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Welke freesmethode biedt betere resultaten voor CNC-bewerking: klimfrezen of conventioneel frezen? Dit artikel gaat in op de voor- en nadelen van elke techniek en beschrijft hoe de draairichting van de frees en de voeding van invloed kunnen zijn op spaanvorming, gereedschapsslijtage en oppervlakteafwerking. Ontdek waarom klimfrezen de voorkeur verdient voor gladdere snedes en hoe conventioneel frezen voordelig kan zijn voor taaiere materialen. Aan het eind begrijpt u de praktische toepassingen van beide methoden, zodat u weloverwogen beslissingen kunt nemen voor uw bewerkingsprojecten.

In CNC-bewerkingDe draairichting van de frees is over het algemeen constant, maar de aanvoerrichting verandert.
Er zijn dus twee veel voorkomende fenomenen bij het frezen: klimfrezen en conventioneel frezen.
De snijkant van de frees wordt bij elke snede blootgesteld aan een schokbelasting.
Om succesvol te kunnen frezen, is het belangrijk om rekening te houden met het juiste contact tussen de snijkant en het materiaal bij een enkele snede en met de snijkant bij het uitsnijden.
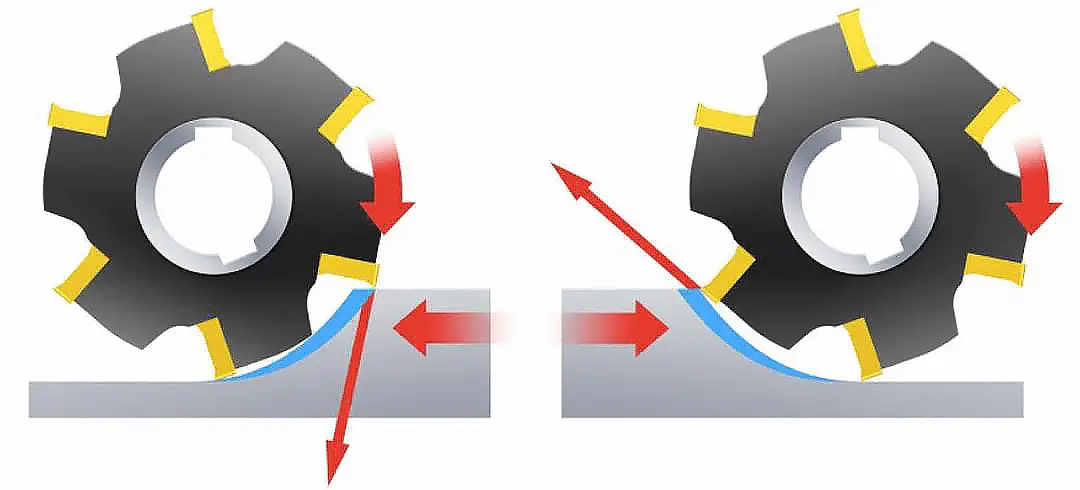
Tijdens het freesproces wordt het werkstuk in dezelfde of tegengestelde richting aangevoerd als de rotatie van de frees, wat invloed heeft op de manier waarop er in- en uitgefreesd wordt en of er gebruik wordt gemaakt van klimfrezen of conventioneel frezen.
Bij het frezen moet altijd rekening worden gehouden met chipvorming.
De bepalende factor voor spaanvorming is de positie van de frees, dus er moet geprobeerd worden om dikke spanen te vormen wanneer het mes naar binnen snijdt en dunne spanen wanneer het mes naar buiten snijdt om een stabiel freesproces te garanderen.
Het moet de gouden regel van frezen onthouden, "van dik naar dun", om de kleinst mogelijke spaandikte te garanderen wanneer de snijkant uit de frees komt.
Bij klimmend frezen wordt de snijtang wordt toegevoerd in de draairichting.
Zolang de machine, de opspanning en het werkstuk het toelaten, is klimfrezen altijd de voorkeursmethode.
Bij kantklimfrezen neemt de spaandikte vanaf het begin van de snede af en bereikt uiteindelijk nul aan het einde van de snede.
Dit voorkomt dat de snijkant krast en wrijft tegen het oppervlak van het onderdeel voordat er gesneden wordt.
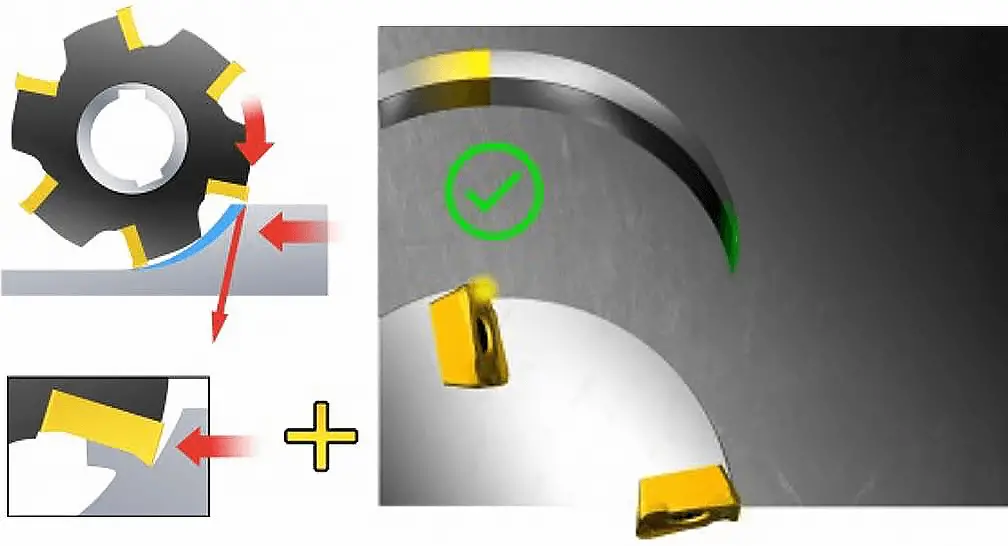
Een grote spaandikte is voordelig omdat de snijkracht het werkstuk in de frees trekt, waardoor de snijkant in de snede blijft.
Omdat de frees echter gemakkelijk in het werkstuk wordt getrokken, moet de bewerkingsmachine de speling in de tafelaanvoer opvangen door speling te elimineren.
Als de frees in het werkstuk wordt getrokken, zal de voeding onverwacht toenemen, wat kan leiden tot een te grote spaandikte en gescheurde snijkanten.
In deze gevallen wordt het gebruik van conventioneel frezen overwogen.
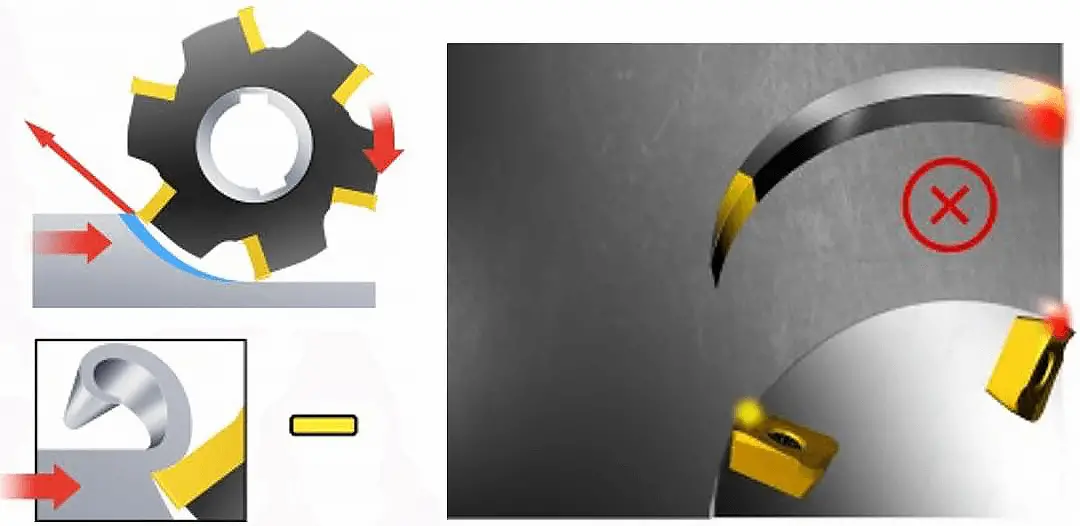
Bij conventioneel frezen wordt het snijgereedschap in de tegenovergestelde richting van de rotatie gevoerd.
De spaandikte neemt geleidelijk toe vanaf nul tot het einde van de snede.
De snijkant moet naar binnen worden geduwd, wat resulteert in een wrijvend of polijstend effect door wrijving, hoge temperaturen en constant contact met het werkgeharde oppervlak veroorzaakt door de voorste snijkant.
Dit alles verkort de levensduur van het gereedschap.
De dikkere spanen en hogere temperaturen veroorzaakt door het uitsnijden van de snijkant resulteren in hoge trekspanningen, die de levensduur van het gereedschap verkorten en vaak leiden tot snelle schade aan de snijkant.
Het kan er ook voor zorgen dat spanen aan de snijkant blijven kleven of vastlassen, waardoor ze worden meegenomen naar het begin van de volgende snede, of waardoor de snijkant direct instort.
De snijkracht duwt de frees en het werkstuk van elkaar af, terwijl de radiale kracht het werkstuk van de tafel tilt.
Als de bewerkingstoeslag aanzienlijk verandert, kan conventioneel frezen voordeliger zijn.
Conventioneel frezen wordt ook aanbevolen bij het bewerken van hoge-temperatuurlegeringen met keramische beitelplaatjes, omdat keramiek gevoelig is voor de impact van de snede in het werkstuk.
De aanvoerrichting van het gereedschap stelt verschillende eisen aan de werkstukopspanning.
Bij conventioneel frezen moet het bestand zijn tegen hefkrachten.
Bij conventioneel frezen moet het bestand zijn tegen een neerwaartse kracht.
| Item | Cfrezen van ledematen | Conconventioneel frezen |
| Snijdikte | van groot naar klein | van klein tot groot |
| Uitglijders | geen | ja |
| Slijtage gereedschap | langzaam | snel |
| Het koude harde fenomeen op het werkstukoppervlak | geen | ja |
| Effecten op werkstukken | comprimeren | verhogen |
| Elimineer speling tussen schroef en moer | geen | ja |
| Trilling | groot | kleine |
| Verlies van energie | kleine | groot 5% tot15% |
| Oppervlakteruwheid | goed | slecht |
| Toepasselijke gelegenheden | eindbewerking | voorbewerking |

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











